氨纶丝饼端面不齐的成因及解决方法
2022-12-19张星明
张星明,张 磊
(连云港杜钟新奥神氨纶有限公司,江苏 连云港 222047)
在氨纶生产过程中,丝饼端面不齐是常见异常。所谓端面不齐,是指氨纶在卷绕成型过程中端面出现一道或多道深浅不一的楞痕,端面看起来凹凸不平(图1)。关于氨纶丝饼端面不齐的成因及解决方法鲜有报道,本研究以天明卷绕机为例,重点探讨导致氨纶丝饼端面不齐的主要原因,并提出解决方案,为氨纶丝生产提供参考依据。

图1 端面异常
1 氨纶丝饼的卷绕机理
1.1 卷绕路径
丝饼在卷绕过程中,丝束的摆动路径由两个方面提供:横动装置的来回摆动产生横向速度,摩擦辊转动产生纵向速度。横向速度和纵向速度的合速度共同作用形成了丝束的路径,同时由于兔子头的往复运动,丝卷形成网格状形态[1]。
1.2 卷绕机的扰动
通过调整卷绕机的扰动,使卷绕角发生变化。横动的摆动速度在时刻发生变化,因此,往复运动的路径不会发生重叠,可防止出现叠丝。
1.3 卷绕角设定
通过分段设定卷绕角,使丝卷的端面成型满足使用要求。由于氨纶是高弹性纤维,在卷绕过程中任何一个参数发生波动都会导致丝饼的端面不齐,需要关注氨纶卷绕速度、张力等数值的变化。导致氨纶丝饼端面不齐的原因有很多,大致可以分为卷绕设备原因、工艺原因、卷绕面板原因和环境原因。图2是通过调查分析得出的丝饼端面不齐的主要原因。本研究主要从卷绕设备、卷绕工艺、卷绕面板3个方面进行分析,并提出解决方法。
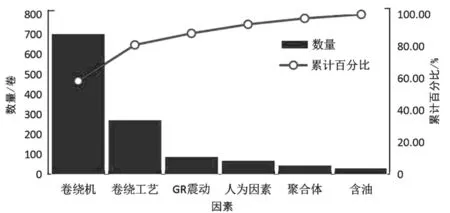
图2 端面不齐降等帕累托图
2 卷绕设备对氨纶丝饼端面的影响
2.1 卷绕机摩擦辊
卷绕机的摩擦辊提供丝饼纵向卷绕速度,当摩擦辊速度发生波动时,合速度就会发生波动,丝束的卷绕路径就会发生变化,导致丝饼端面不齐[2]。在实际生产过程中,导致卷绕机摩擦辊速度发生异常波动的主要原因如下:(1)摩擦辊前轴承缠丝,导致摩擦阻力增加,速度产生波动(图3);(2)摩擦辊前后轴承被损坏时,导致摩擦辊速度发生波动,实际运行速度与设定速度不一致;(3)摩擦辊同步带出现磨损时,同步带出现裂痕、同步带齿轮发生磨损,导致摩擦辊速度产生波动(图4);(4)当同步带轮出现异常、键槽出现磨损、齿轮表面有异物时,摩擦辊速度产生波动(图5)。

图3 摩擦辊前轴承缠丝

图4 摩擦辊同步带

图5 摩擦辊连接件键槽
解决方法:定期、及时处理轴承的缠丝,定期检查、更换同步带,定期检查键槽的磨损情况,及时清理异物。
2.2 卷绕机横动装置
卷绕机的横动速度发生异常波动时,合速度就会发生波动,丝束的卷绕路径就会发生变化,导致丝饼端面不齐。卷绕机的横动装置包括槽筒、兔子头、电机、同步带和连接件等。在实际生产过程中,导致横动速度发生异常波动的主要原因如下:(1)槽筒槽内有异物、碎丝等,阻碍兔子头运动,使横动速度发生波动;(2)兔子头磨损,使运动过程中速度发生波动;(3)当槽筒前后轴承损坏时,横动速度发生波动,实际运行速度与设定速度不一致;(4)横动装置的同步带出现磨损时,同步带出现裂痕、同步带齿轮发生磨损,导致横动速度产生波动;(5)槽筒与横动电机的连接件发生破损时,速度产生波动。
解决方法:检查兔子头磨损情况,及时更换;定期清理槽筒沟槽中的异物;定期检查连接件的磨损情况,或者考虑使用尼龙材质的连接件;定期检查、更换同步带。横动连接件(母头)如图6所示,横动连接件(公头)如图7所示。
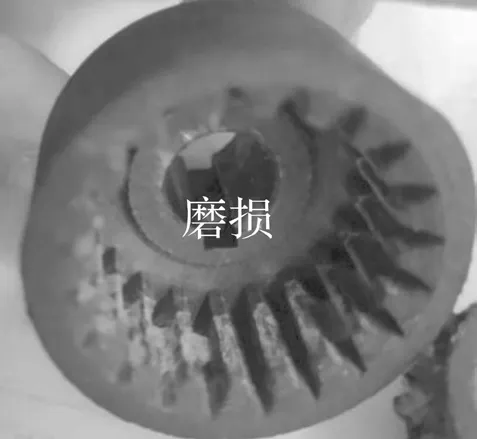
图6 横动连接件(母头)

图7 横动连接件(公头)
2.3 前支撑
卷绕机的前支撑(图8)是易磨损部件,由于卷绕轴上的丝饼多,承受力较大,在卷绕过程中,前支撑的铜头经常会出现磨损情况,使丝饼在卷绕过程中出现意外牵伸,卷绕张力波动增加,导致端面不齐。

图8 卷绕机的前支撑
2.4 涨紧器
卷绕轴(图9)的涨紧器(图10)是丝饼卷绕的重要部件之一。涨紧器的关键部件是凸件、O型圈、轴芯,当凸件、O型圈缺失时,会导致丝饼的卷绕速度发生波动,造成合速度波动;当轴芯出现异常时,会使凸件沉降不到位,导致丝饼无法取出,损坏凸件和O型圈(图11)。

图9 卷绕轴凸键完整

图10 涨紧器

图11 卷绕轴凸键缺失
解决方法:检查O型圈是否有裂痕,建议全部更换;补齐缺失的凸键,若凸键有磨损,也需要全部更换;用专用工具解体涨紧器,抽出芯轴,分别清理芯轴前、后、中3个部分的污垢,其中,前端污垢需要通过打磨才能去除;污垢是从缺失的凸键孔洞进入芯轴,会增加芯轴动作的摩擦力,造成凸键沉降不到位,导致丝饼无法取出。
3 工艺对丝饼端面不齐的影响
3.1 卷绕工艺
卷绕工艺对丝饼的成型至关重要,卷绕角的设定及分段直接影响丝饼的端面。当分段设定不合理、衔接出现问题时,丝饼的端面就会出现楞痕,这种楞痕一般会出现在丝饼端面固定位置。当丝饼端面不齐出现得毫无规律时,卷绕角的分段就不是主要因素[3]。
3.2 上油率
丝饼上油率会影响丝束的表面性能,一般而言,上油率越高,丝束越滑,对丝饼的端面越不利,因此,需要关注丝饼的上油率。从图12可以看出,对中细旦丝而言,含油率对端面不齐的影响不大,当含油率较低时,端面不齐丝饼的数量反而多,只有当含油率过高时,才会引起成型的变化。
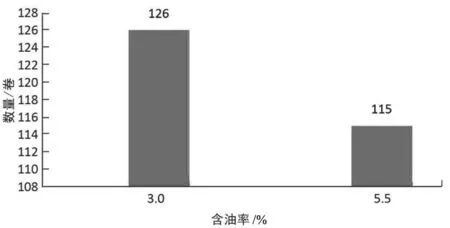
图12 端面不齐降等数量
3.3 卷绕机接触压力
卷绕机接触压力的大小也会影响丝饼的成型,当接触压力偏小时,丝饼松软,不利于后道退绕;当接触压力过大时,丝饼会出现“鼓肚子”现象[4]。因此,合适的接触压力有利于丝饼成型。
4 卷绕面板对丝饼端面不齐的影响
氨纶的卷绕面板包括导丝器、卷绕罗拉、上油罗拉、卷绕机等,相对位置和状况对丝饼的成型有较大影响。当导丝器中有异物时,丝束的卷绕张力发生波动,引起丝饼端面不齐;当卷绕罗拉振荡较大时,丝饼的卷绕张力发生波动,导致丝饼端面不齐;当卷绕面板的位置出现异常时,卷绕张力也会出现波动,导致丝饼端面不齐。
5 结语
要想减少生产过程中端面不齐氨纶丝饼的数量,除了设计合适的分段卷绕工艺外,日常的管理和设备维护必不可少。一般而言,当产品的卷绕工艺定型以后,在设备方面需要关注日常的检修与维护,尤其是卷绕机的连接件和易磨损部件,需要做好及时保养与更换,同时还要考虑材质的改变,减少磨损情况;在硬件方面尽量避免卷绕面板的震动;在工艺方面要稳定聚合体的黏度,选择合适的油剂,保持好卷绕间的温湿度等。以上都是保证丝饼成型良好的重要因素。
