基于PLC的烟框物流打包机控制系统设计
2022-12-13杨永发杨大宝
周 鑫, 杨永发, 杨大宝
(西南林业大学机械与交通学院,云南 昆明 650244)
烟草产业是云南地区的经济支柱产业,云南地区得天独厚的自然地理环境与气候条件使得烟叶产量占全国45%左右,同时也是全国最大的优质烤烟产区。烟叶收购站在收烟期间,平均每个烟站要收购21 900担左右,烟叶经过初烤、复烤、分级后需对烟叶进行打包运输[1]。在打包运输过程中,目前烟站对于烟叶的打包方式仍然使用传统麻袋打包模式,此模式工序繁琐、人力消耗大并且需要单独对烟包进行称重作业,从而导致烟叶仓储空间不足以及运输物流缓慢等问题。为解决此问题,烟叶收购站积极开展智能收购项目,其中包括框栏运输,即使用统一的储烟框运输烟叶。为此需要设计一种烟框物流打包机具,PLC控制系统则成为烟框物流打包机重要设计之一。
PLC全称为可编程逻辑控制器,可以存储操作指令,通过数字信号与模拟信号控制机器运行[2]。近几年PLC控制系统已经广泛运用于打包机具,国内目前的打包机具大部分是针对秸秆类植物,对于适用于复烤后烟叶打包的机具还很少见,所以科学地设计一种适用于烟叶打包机的控制系统是科研人员应该考虑的问题。
综上所述,本文设计了一种基于PLC的烟框物流打包机控制系统,实现了烟叶的压缩打包与称重一体化工序,提高烟叶的打包以及物流运输效率。
1 整机结构及工作流程
1.1 整机结构组成
本设计主要由5部分组成:机架、压缩装置、称重装置、横向移动装置、控制系统。烟框物流打包机示意图如图1所示,储烟框示意图如图2所示。
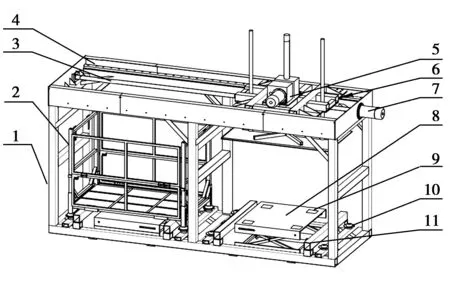
图1 整机结构示意图
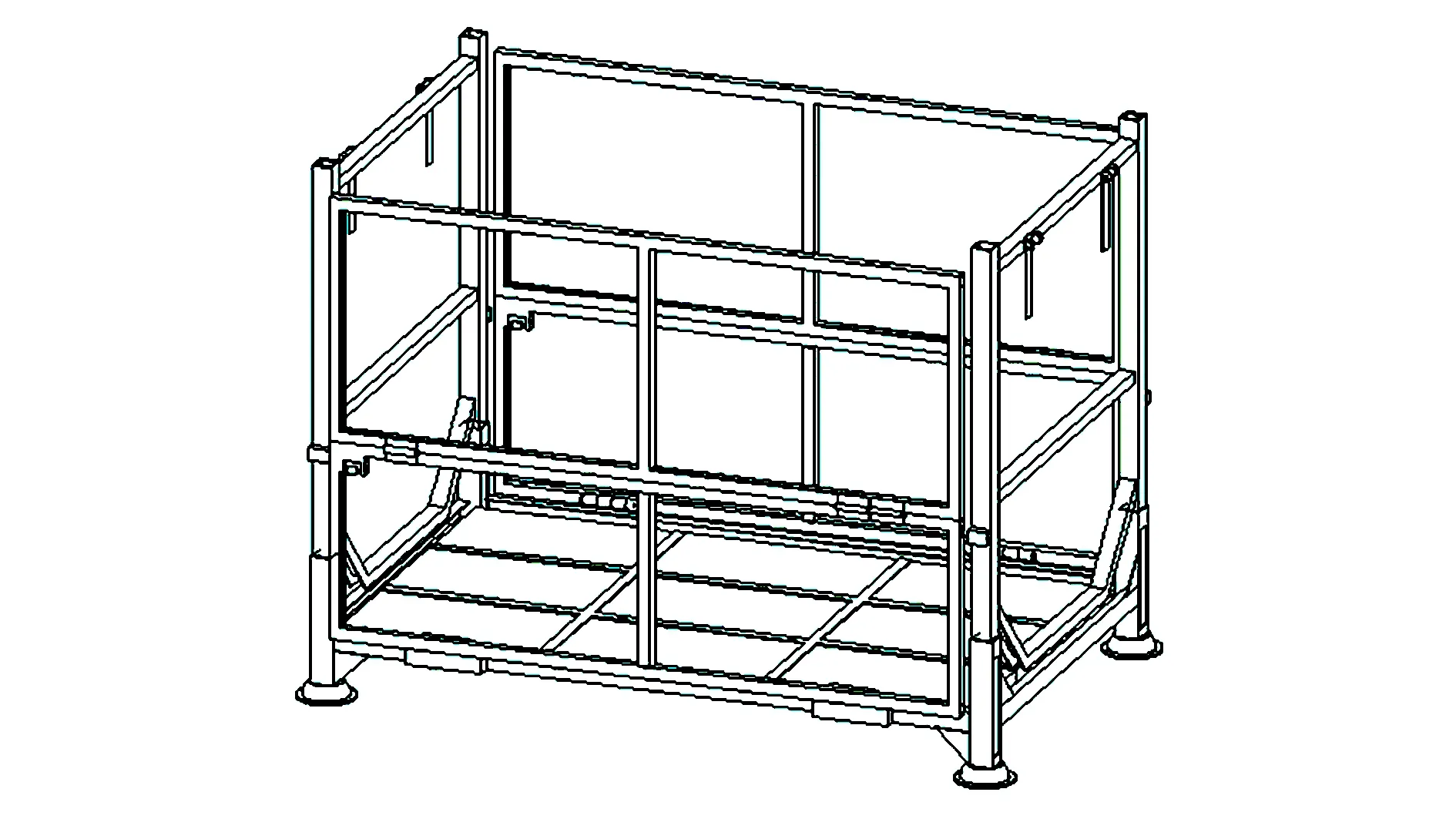
图2 储烟框示意图
1.2 工作流程介绍
由于复烤后的烟叶体型大且易碎,所以统一要求烟片底部朝向储烟框外侧,烟片顶部朝向储烟框内侧,由人工进行添加烟叶以及储烟框的定位,由人工操作叉车将储烟框送入打包腔,储烟框与机架底部四个定位脚配合进行定位,其余部分控制如下:
(1)称重装置:当烟框在左工位定位完成时,称重装置升起完成对烟框重量的称重并清零,称重装置降下,向储烟框内加烟叶为压缩打包做准备。
(2)移动装置:压缩装置初始位置在右工位,当左工位完成加烟叶工作时,压缩装置开始从右工位向左工位平移,当平移到打包腔正中央时停止。
(3)压缩装置:压板下降对烟叶压缩,并且保压一段时间然后升起。称重装置升起对压缩后的烟叶进行称重工序,此时压缩装置处于空挡期,这时右工位重复定位、称重、加烟工序,压板升起转向右工位开始压缩工序。
反复对烟叶进行压缩与称重直到烟叶重量600 kg,误差不能超过0.1 kg,对打包完成的烟叶进行储藏。工作流程图如图3所示。

图3 工作流程图
2 控制系统硬件设计
2.1 主控单元选择
本设计采用德国的西门子PLC控制系统,其控制系统研究发展相对其他国家速度比较快,近几年,德国西门子公司推出了一款小型PLC,型号为S7-200 SMART 系列中的CPU SR 30型,该系列型号具有高性价比、体型小、易扩展、芯片性能好、经济低等特点。S7-200 SMART 系列中的CPU SR 30型可连接6个扩展模块,共有30个I/O点,包括12个输出点和18个输出点。每个串行端口4个连接,数据传输效率较高;具有较快的运算和反应速度。因此S7-200 SMART 系列中的CPU SR 30型完全可以适用于本设计控制系统的需求[3]。
2.2 硬件组成方案
在本设计中,根据控制系统要求可分为五个模块,分别为:触摸屏监测模块、运动控制模块、驱动模块、执行部件模块、传感器模块,各模块功能相互协调配合,实现整个控制系统可靠有序的进行。[4-6]各模块功能如表1所示。

表1 控制系统硬件组成方案及功能
3 控制系统软件设计
3.1 I/O点分配
根据双工位储烟框称重压烟一体机的性能可知:PLC控制系统的共有24个开关量输入以及11个输出,数字量 I/O点的具体分配如表2所示。

表2 I/O点分配表
3.2 PLC程序设计
本系统采用STEP7-Mirco /WIN SMART编写PLC核心控制器的逻辑控制程序,此软件是基于西门子S7-200/300/400 SMART系列的编程软件。STEP7-Micro/WIN SMART编程较为容易理解,编程效率快,其语言编程一般分为3种:梯形图、功能块图和语言表,梯形图是PLC逻辑编程中最常用的语言,功能块图比较适合有数字电路基础的编程人员,语言表容易书写但是不易掌握且不够形象[7-8]。对于本文烟框物流打包机控制系统,主要对启动程序、压缩装置工作程序、移动装置工作程序、称重装置工作程序、复位程序及报警程序进行设计。程序控制框图如图4~9所示。

图4 启动程序框图
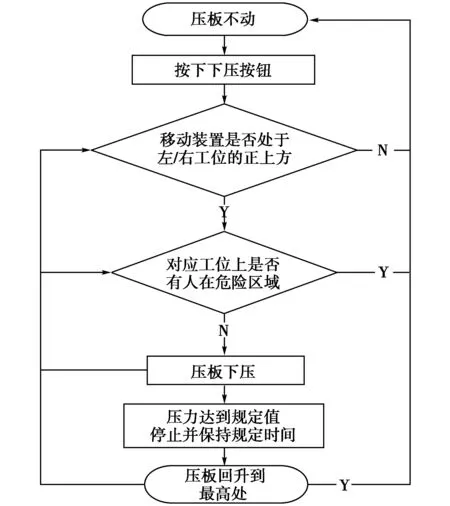
图5 压缩装置工作程序框图
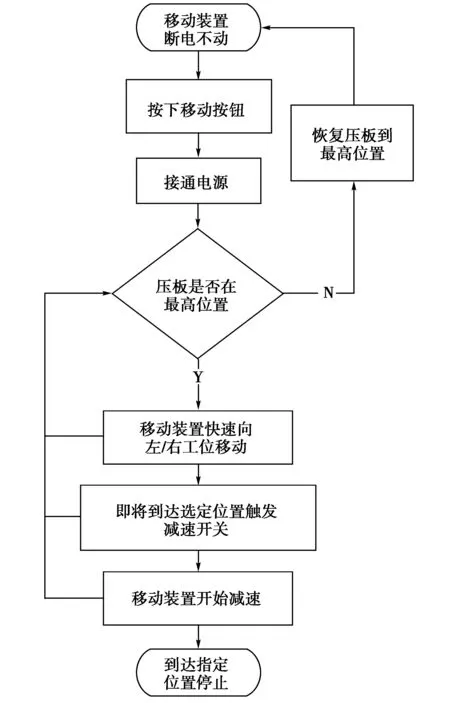
图6 移动装置工作程序框图

图7 称重装置工作程序框图
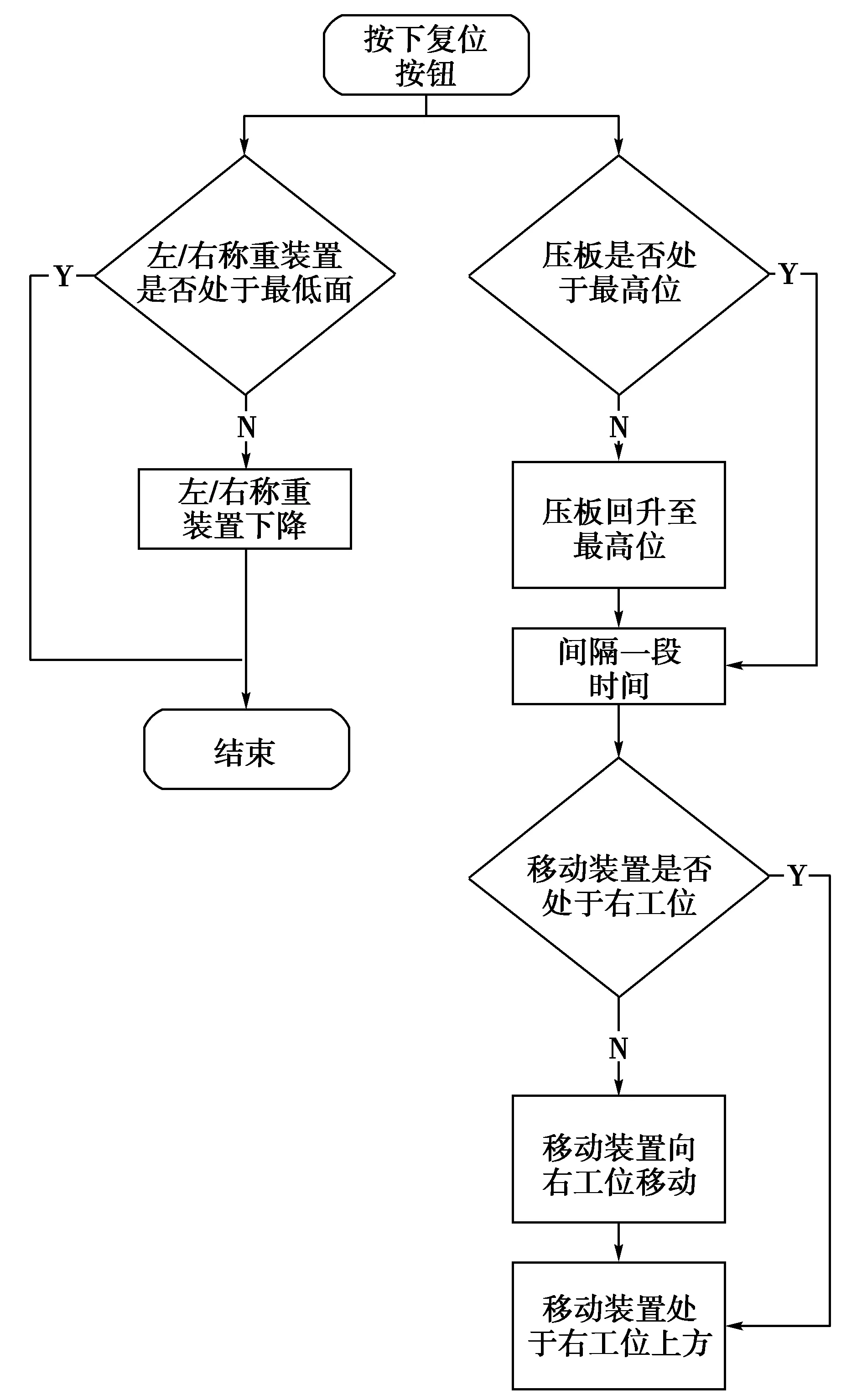
图8 复位程序框图
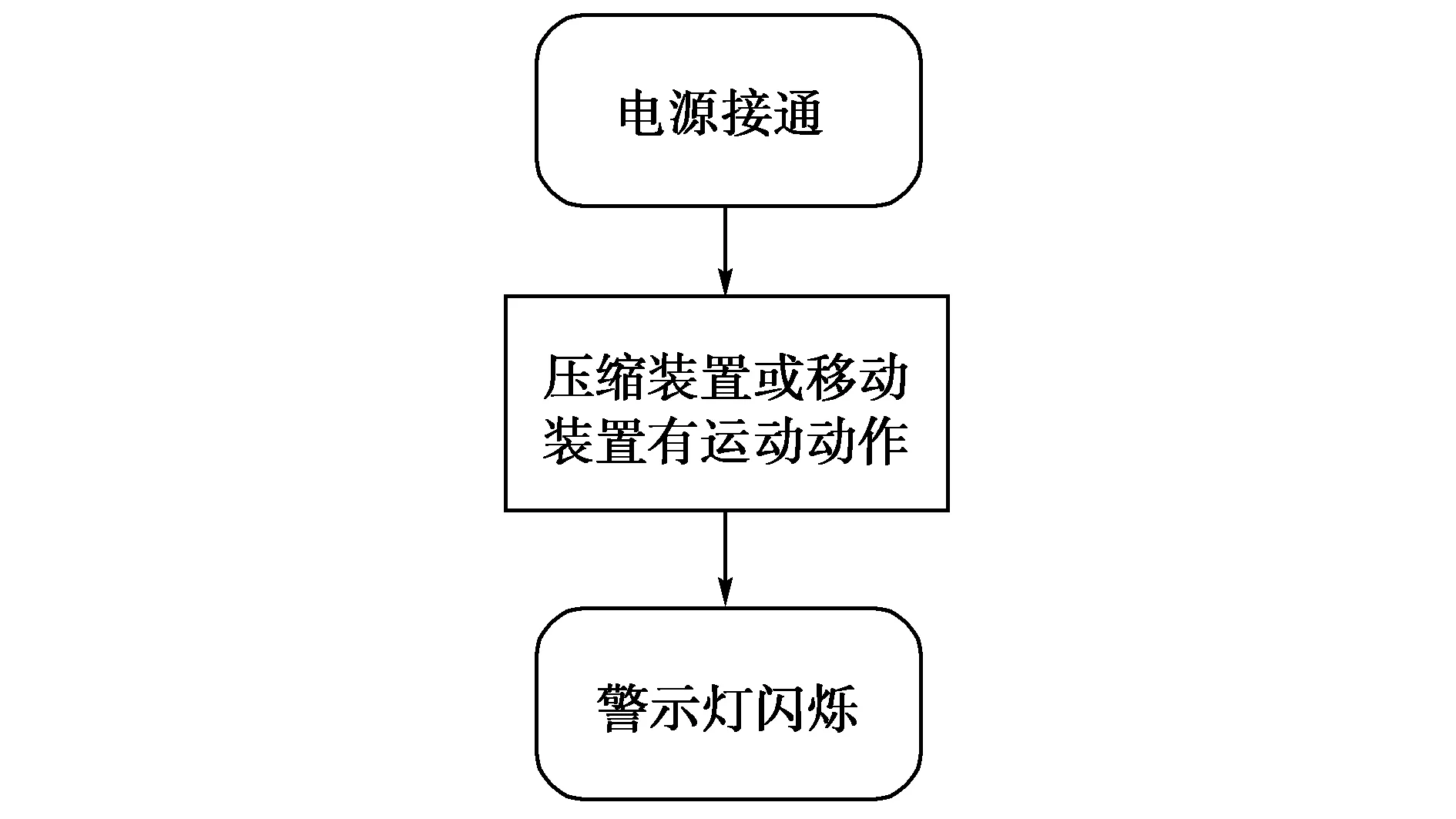
图9 报警程序框图
3.3 人机交互界面
目前应用最广泛的人机交互方式就是触摸屏人机界面,是为了方便工人操作的角度考虑。人机界面是人与计算机进行信息传递、交换信息的一种媒介[9-10]。本设计使用步科7寸的ET070触摸屏,主要从主界面、按钮控制界面、重量显示界面与设备运行界面,使用步科旗下的HMI ware2.5 编程软件对人机界面进行编程。工作人员可以根据需求调出操作界面,操作人员可以根据设备运行界面监控机器运行状态。本文人机交互界面对开机界面、按钮控制界面、位置状态界面、称重界面进行了设计。人机交互界面设计如图10~13所示。
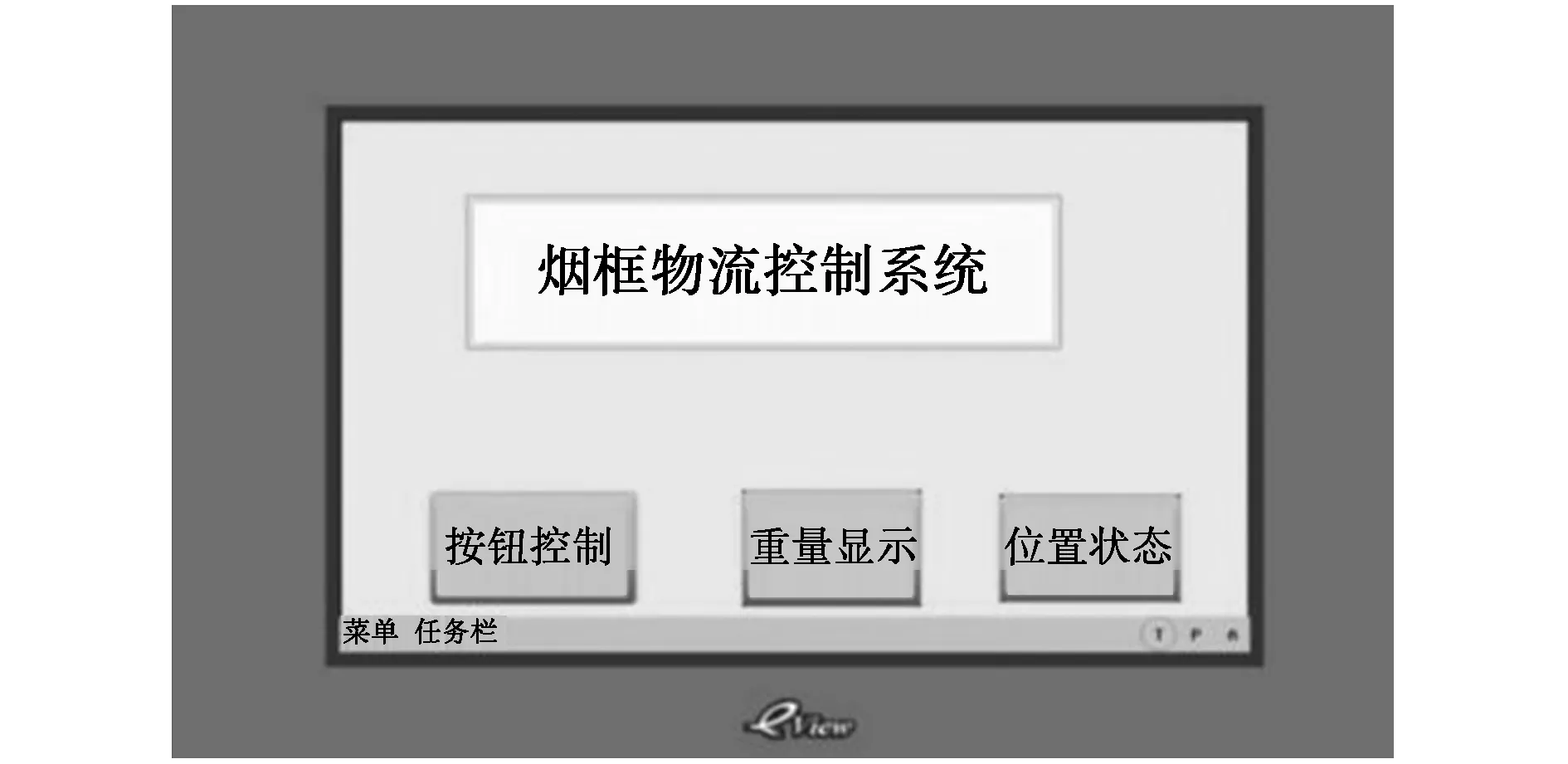
图10 控制系统开机界面
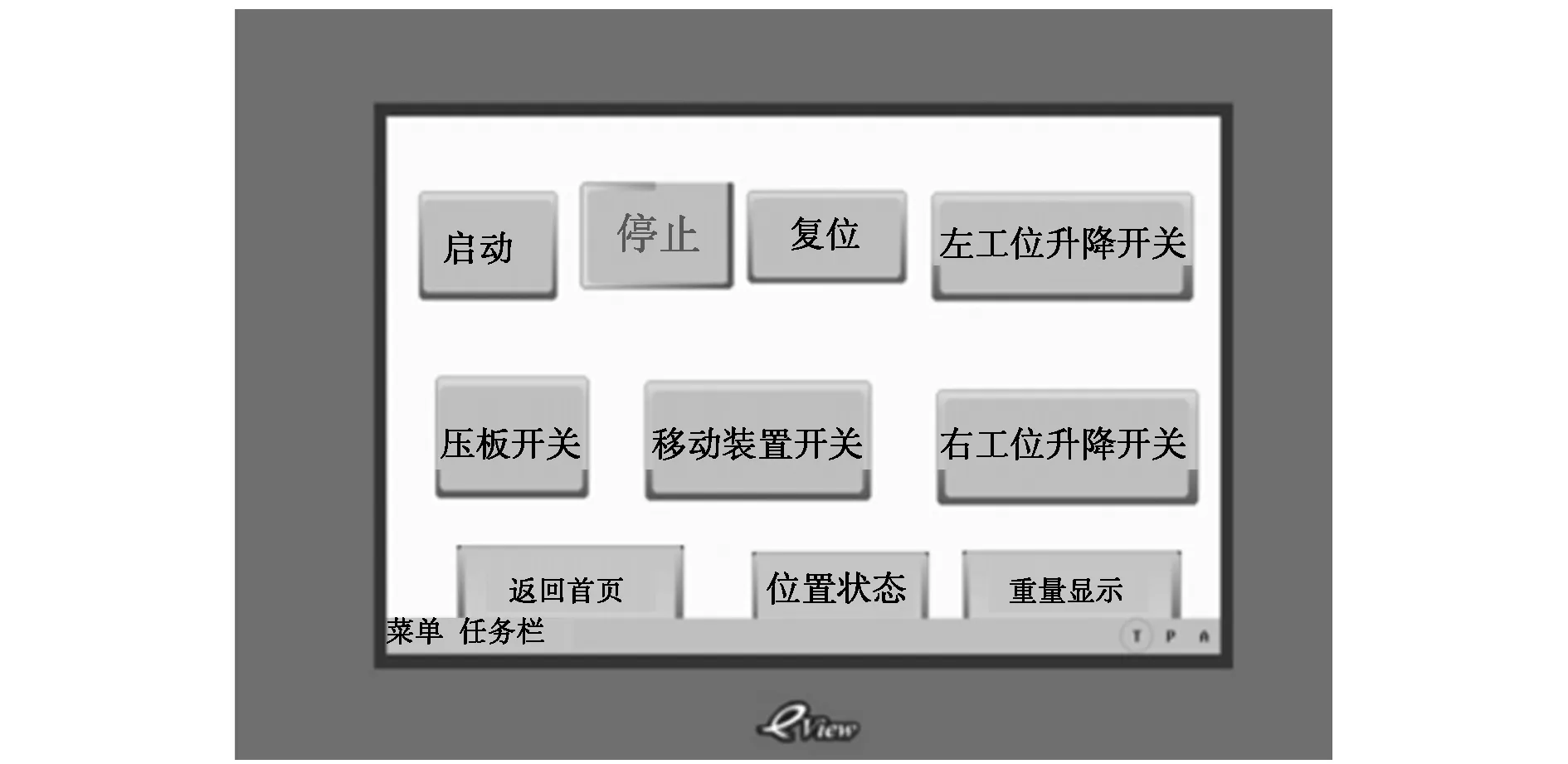
图11 按钮控制界面

图12 位置状态界面

图13 称重界面
4 结论
针对目前烟叶打包效率低及物流缓慢等问题,本文设计了基于PLC的烟框物流打包机控制系统,对打包机控制系统的硬件、软件、PLC控制程序以及人机交互界面进行了设计。实现了烟叶进行打包作业时各工序的有序控制以及对整机运行时的状态监测,提高了打包时的作业效率以及烟叶的运输物流速度,为同样需要打包作业的叶类植物的机具控制系统奠定了基础。
