大型铁路站房复杂环境下钢结构吊装施工技术*
2022-12-12杨振龙冯昊楠高春源
杨振龙,许 慧,冯昊楠,姜 苏,郭 祺,高春源,王 磊,孙 岩
(1.中铁建工集团有限公司,北京 100070;2.中国二十二冶集团有限公司,河北 唐山 063000)
1 工程概况
北京丰台站改建工程总建筑面积40万m2,屋顶的最大投影长度为516m,宽度为346m,总钢结构用量约20万t。中央站房主体及东西站房均采用框架结构体系,框架柱均为田字形或口字形钢管混凝土柱,框架梁在-2.500m层、9.800m层、20.500m层采用劲性钢骨混凝土梁,最大跨度为41.5m,屋面高度为33.5m。
2 复杂环境下钢结构施工关键问题
1)由于站房面积大,钢筋、模板、支撑体系用量多,需大量塔式起重机配合垂直运输施工,造成重型塔式起重机数量少,且钢结构吊装作业时利用重型塔式起重机的时间相对减少,不满足钢结构施工工期。为解决交叉施工的问题,设计了装配式栈桥,利用履带式起重机进行钢结构吊装。
2)首节钢柱从横向状态吊至竖向状态过程中,钢柱与地面会逐步分离从而产生瞬时力,该力会对起重机造成安全隐患,因此研究设计了钢柱安装缓冲装置,保证起重机在吊装过程中的安全性能。由于钢柱吨位大,钢柱安装就位后,标高调整非常困难,通常利用塔式起重机多次调整,校正无误后脱离塔式起重机,传统方法既占用塔式起重机工作时间,又存在安全隐患,因此研究设计了重型钢柱校正装置。在上部钢柱脱离地面前,始终会有一条边紧贴地面,上部钢柱下口有焊接衬板,使钢柱质量压在衬板上,造成衬板的破坏,对后期钢柱对接焊接造成质量隐患,因此研究设计了钢柱衬板保护装置。
3)钢柱材料全部采用高强度结构钢,板厚50~100mm,且钢柱截面较大,焊缝长度较长,最长焊缝长2 200mm,钢柱焊接难度较大,且现场施工经历2个冬期和雨期施工,若不针对项目特点进行针对性的焊接工艺评定,则无法保证现场焊接质量,焊接合格率会严重降低,因此现场进行了大量的焊接工艺评定,可覆盖现场所有焊接形式。
4)钢柱牛腿等悬挑结构安装、钢柱牛腿与钢梁对接均为高空作业,施工危险性较高,操作空间有限,无法保证焊接质量。针对上述问题,研究设计了专用挂篮。
5)由于现场构件需求量大、工期要求紧,因此对构件的加工制作、存放场地、预拼装、运输物流信息等的管理尤为重要,若无法准确掌握各构件的上述状态,则会给现场施工协调及管理带来极大困难,在构件安装时无法准确找到相应构件,导致现场管理混乱。
3 装配式栈桥施工
大型履带式起重机吊装行走通道采用装配式栈桥结构。栈桥采用标准化设计制作,高约2.5m,宽2m,长度方向每9m为1个单元(见图1)。每个独立单元包括H型钢立柱、H型钢顶部钢梁框架、柱间支撑和路基箱。立柱采用HW350×350×12×19制作成4个门型钢架,门型钢架间距为3m,左右两侧4根立柱通过柱间支撑连接固定,柱间支撑采用[25a制作。栈桥顶部通过顶部框架固接为一体,顶部框架采用HW350×350×12×19制作。顶部框架与门形立柱、柱间支撑与门形立柱均采用高强螺栓连接,方便安装和拆卸。两侧栈桥间距根据大型履带式起重机的履带间距d调整。
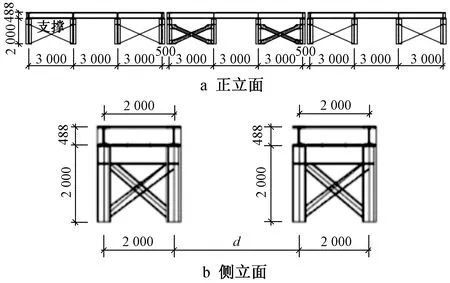
图1 装配式栈桥
由于基础施工完毕后,起重机无法行驶到基础顶部进行吊装,因此装配式栈桥利用现场布置的塔式起重机进行安装。首先将门形立柱摆放到基础顶面,间距调整好后,安装门形立柱间的柱间支撑,将门形立柱连成框架形成稳定体系;然后吊装顶部框架,将4根门形立柱固接在一起,形成一个标准的栈桥单元,所有结构通过高强螺栓连接。在栈桥顶部框架上方铺设预制好的路基箱,路基箱的长度和宽度与栈桥单元相同;在栈桥端部焊接挡板,防止路基箱与栈桥间发生滑动。
履带式起重机通过坡道桥直接行驶至栈桥上进行吊装作业。坡道桥采用I20制作,坡度为1∶8,长16m,如图2所示。为了运输和安装、拆卸方便,坡道桥分2段制作并运输至现场安装。坡道桥上表面需铺1层12mm厚钢板。为防止履带式起重机在行驶过程中下滑,需在钢板面焊接φ12钢筋作为防滑措施。
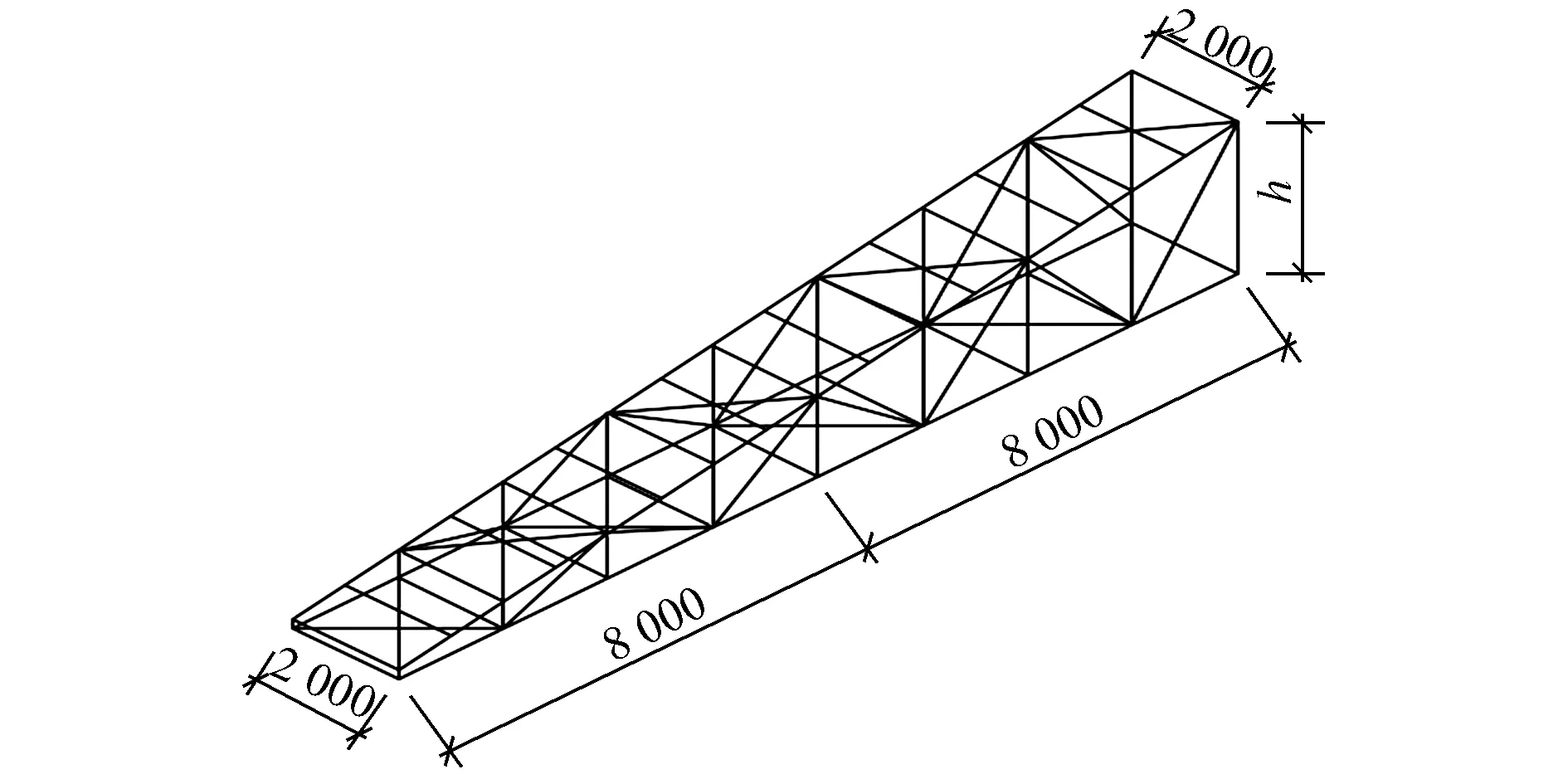
图2 坡道桥
栈桥结构安装完毕后,履带式起重机可直接行驶至栈桥上进行钢结构吊装。可使大型履带式起重机避开基础顶面混凝土结构甩出的钢筋,保证钢结构的顺利吊装。现场可根据实际情况铺设通道和履带式起重机的回转平台,避开已施工的混凝土结构。
4 钢柱安装缓冲装置和矫正装置
首节钢柱起吊前,在钢柱底板位置设置1个起吊缓冲装置(见图3),该缓冲装置采用HW200×200×8×12制作,转轴采用φ20圆钢制作。

图3 钢柱起吊缓冲装置
将缓冲器放在钢柱起吊位置,当钢柱缓慢起吊时,钢柱底面与缓冲器上部横梁接触,随着钢柱起吊,缓冲器上部的H型钢横梁依靠转轴进行转动。钢柱起吊过程中始终保证其与缓冲器接触,直至钢柱旋转至竖直,防止钢柱突然转动而产生远超其自重的动力,从而对起重机起到保护作用。钢柱起吊过程如图4所示。
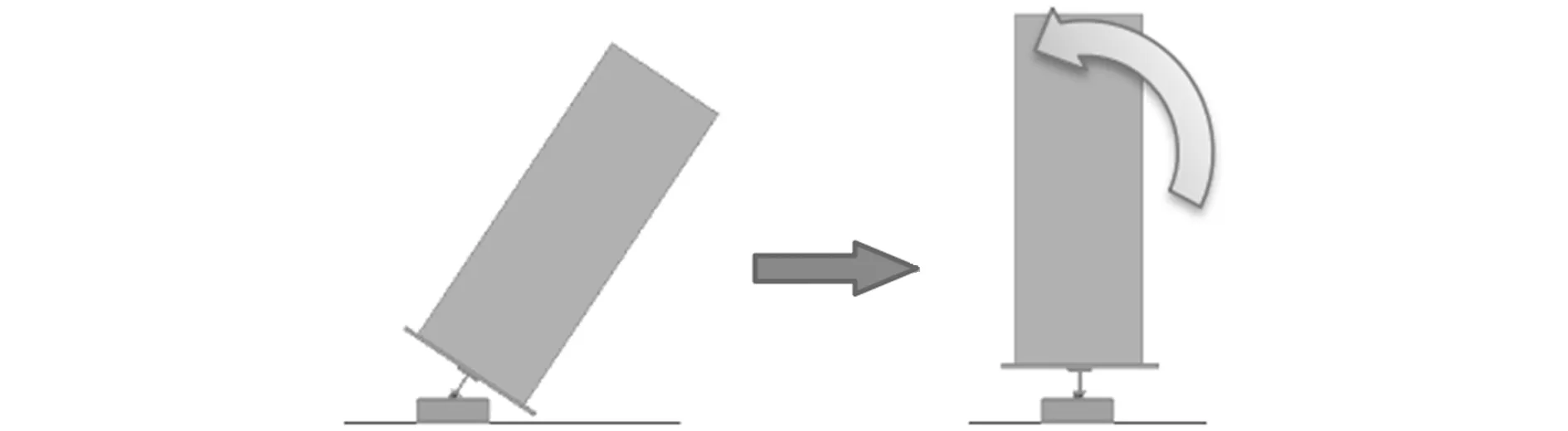
图4 钢柱起吊过程
钢柱完全立直后,调整起重机钩头位置,确定钩头中心与钢柱中心一致后,将钢柱起吊就位。钢柱起吊后,离开地面约500mm,静止5min检查吊装索具和履带式起重机状态,确认正常后正式将起吊钢柱就位。当钢柱吊装至地脚螺栓上方约200mm,停止动作,待钢柱稳定后,由施工人员辅助钢柱缓慢下落,一方面调整钢柱的定位轴线保证钢柱定位准确,另一方面防止钢柱下落过程中损坏地脚螺栓丝扣。
钢柱完全落下后,采用20mm厚钢板制作的校正装置配合千斤顶对钢柱进行标高和垂直度校正,如图5所示。
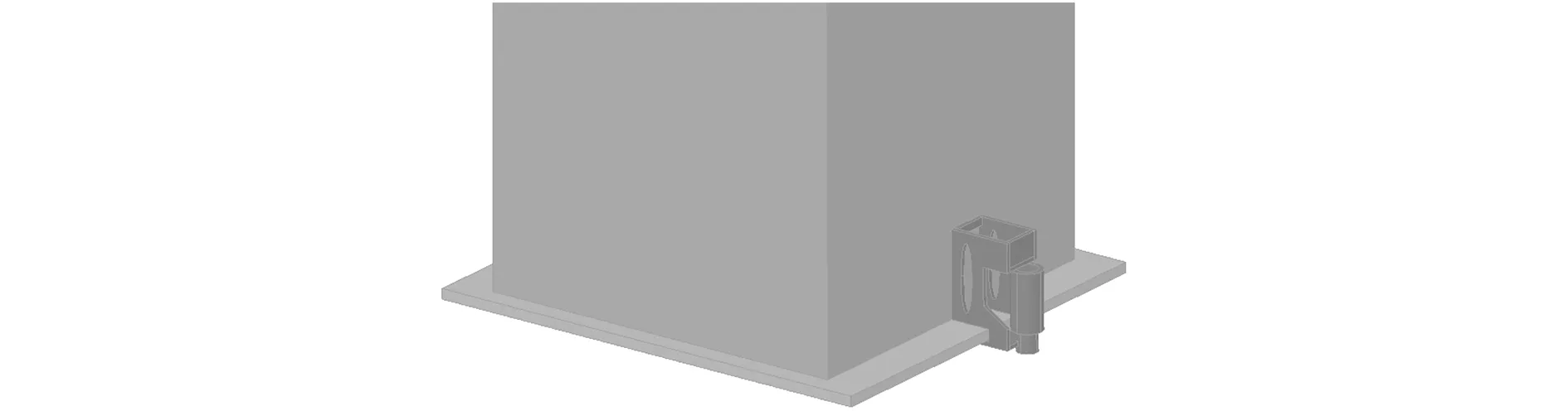
图5 重型钢柱校正装置使用
调整器下部开口按现场实际柱脚板外侧与钢柱主体的距离及柱脚板厚度确定,使用过程中将调整器下部开口位置卡住钢柱脚板,利用千斤顶向下顶实现调整器向上动,以达到钢柱测量定位校正的目的。钢柱校正完毕后,将地脚螺栓的螺母全部拧紧固定,钢垫板、钢柱柱脚板与螺母焊接防止螺母松动。
5 钢柱安装与焊接
5.1 上部钢柱安装
1)上部钢柱与首节钢柱采用焊接连接,焊缝间隙10mm,在箱型钢柱内部沿4条焊缝设置16mm厚钢板,超出钢柱坡口底部10mm,作为标高垫板和焊接衬板。钢柱起吊过程中为防止损坏钢衬板,在钢柱底部设置衬板保护装置(见图6),采用20mm厚钢板制作,在保护衬板的同时起到缓冲作用,防止起重机在钢柱立起过程中发生危险。
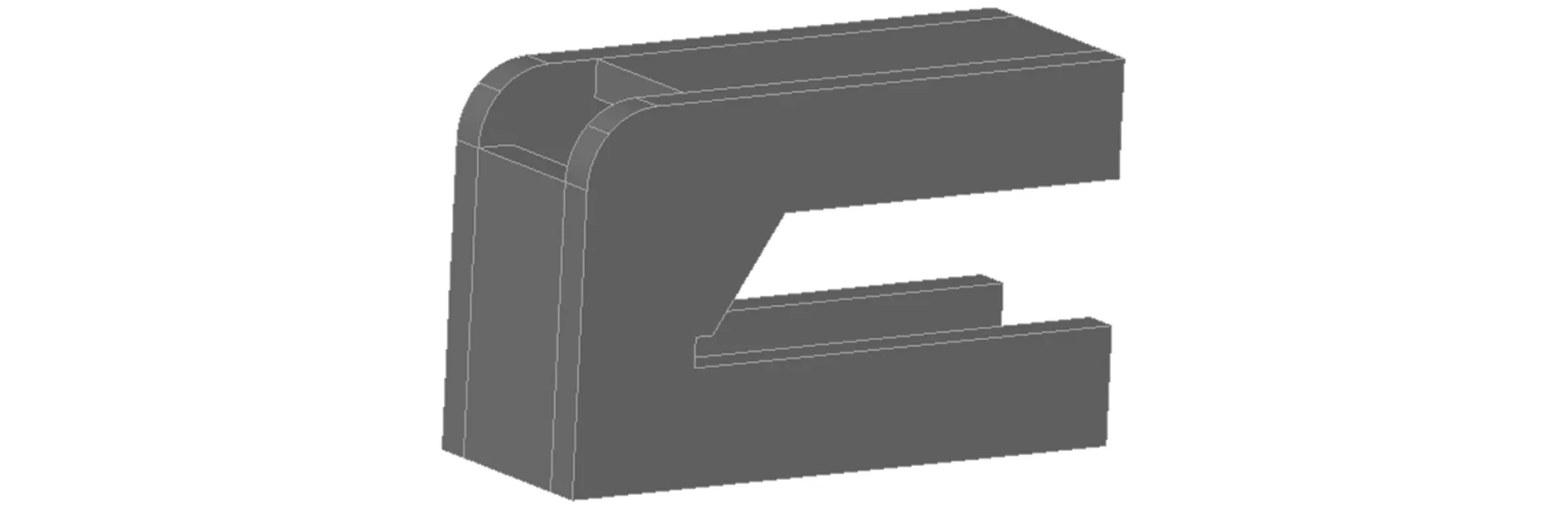
图6 钢柱衬板保护装置
2)根据现场钢柱板厚及钢衬条规格确定2块立板开口长度及豁口尺寸,钢柱起吊前将保护器豁口插入钢柱对接口位置,在钢柱起吊旋转过程中,该保护器承受钢柱质量,进而保护钢衬条不被碰触而脱落。同时将该装置底部做成圆角,在钢柱旋转立起过程中随钢柱旋转,保证钢柱不会突然转动而发生危险。当钢柱立起来后,随着钢柱逐渐起吊,钢柱与衬板保护装置自然脱离,完成起吊动作。
3)钢柱吊装就位并测量校正后交付焊接。
5.2 钢柱焊接
1)本工程中钢柱材料选用高强度厚板或超厚板(板厚50~100mm),且钢柱截面较大,焊缝较长,最长焊缝达2 200mm,焊接难度较大。为解决焊接难题,通过焊接工艺试验确定既可操作又最经济的焊缝坡口形式,焊缝坡口角度为30°,焊缝间隙10mm。通过试验确定了各种焊接形式的焊接工艺参数,并形成了79组焊接工艺评定报告。
2)钢柱安装前,对钢柱坡口位置进行打磨处理,清理坡口位置的铁锈、氧化皮、水、油污等。
3)钢柱安装校正后,对钢柱坡口位置进行预热。利用钢管制成多排出气孔加热装置,加热装置的长度及出气孔数量可根据加热构件的尺寸而定。将烤枪出气嘴与加热装置有效连接,进行预热操作,利用测温枪测量出钢材达到工艺要求的预热温度后,进行后续焊接工作。该预热装置可同时对整条焊缝进行预热,预热范围大、速度快。2名操作工人在钢柱对称面进行火焰预热,预热加热区宽度为板厚的1.5倍,且≥100mm。当预热温度达到100℃时,停止预热,进行钢柱另外一侧的预热。在整个预热过程中保证加热区域整体均受热,形成流水作业。预热装置如图7所示。
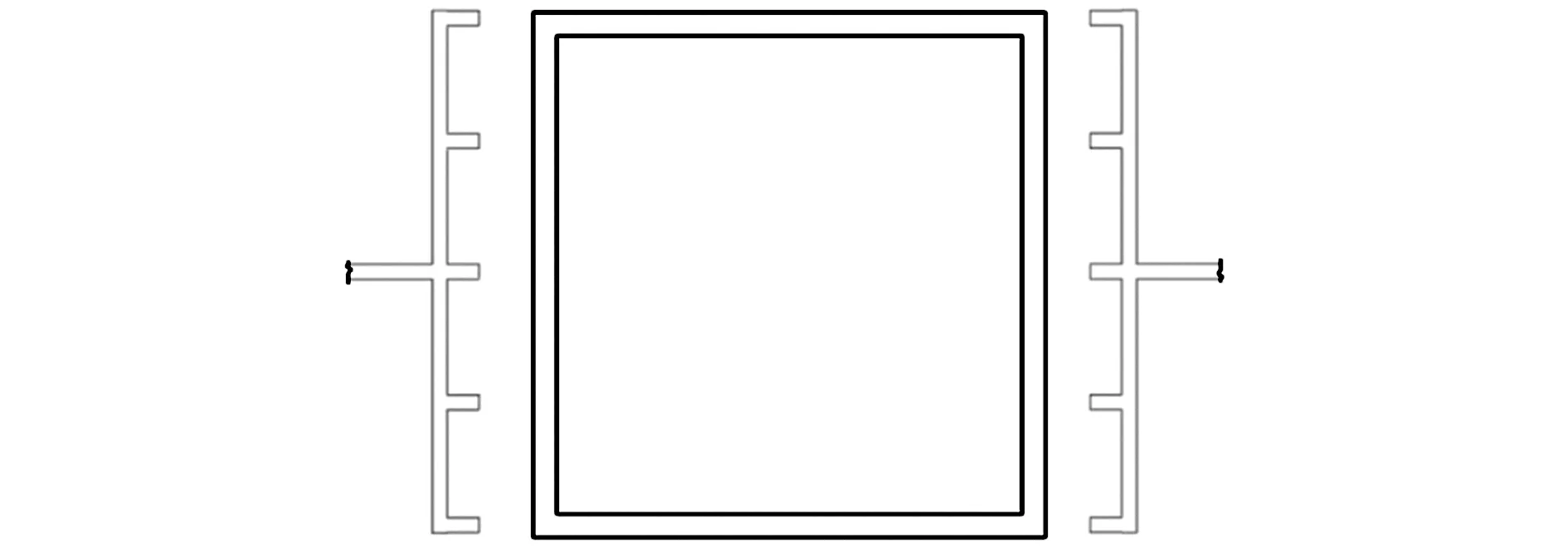
图7 预热装置示意
4)在钢柱焊接过程中要对焊缝的层间温度进行控制,当层间温度达到250℃时停止焊接作业,当温度降下来后再继续焊接。整条焊缝焊接完毕后,需覆盖保温岩棉进行缓慢冷却,如图8所示。

图8 钢柱焊缝保温缓冷
5.3 高空牛腿、钢梁安装焊接
1)由于钢柱截面较大,为保证运输,钢柱上的牛腿只能在钢柱安装完毕后再进行安装。高空牛腿安装焊接缺少操作面,施工危险性高,为解决这一难题,制作牛腿高空安装焊接专用支架(见图9)。将2根角钢横杆、1根角钢立杆组合,与3块钢跳板配合使用。在使用过程中,主要利用支架上、下横杆分别与牛腿的上、下翼缘板焊接并铺上钢跳板,为工人焊接下翼缘板接口提供操作面。竖向立杆高出牛腿上翼缘板1 200mm,上开孔挂安全绳,为工人在牛腿上翼缘板上焊接接口提供安全保证。

图9 牛腿高空安装焊接支架
2)大截面箱型钢梁安装时,为给焊接工人提供焊接操作平台,在钢梁接口位置设置高空焊接挂笼,如图10所示。高空焊接挂笼采用6根[10、28根∟63×63×5、8根φ12圆钢、12块跳板制作而成。

图10 大截面箱型梁高空焊接挂笼示意
3)两侧挂笼可通过上部2根横杆挂在大截面箱形梁两侧,挂笼底部位于大截面箱形梁下翼缘下方,两侧挂笼底部和中部采用角钢搭设平台,平台上铺跳板,挂笼立面一侧设置圆钢,另一侧不设置,可供焊工由此进出挂笼。挂笼四周开孔挂安全绳,为工人在高空焊接作业提供安全保障。
6 钢结构施工信息化管理
1)建立钢构件运输监控系统,实时掌握钢构件的运输过程,为施工现场协调调度施工资源提供数据支持。该系统包括手机APP终端、GPS定位终端、信息化物流管理系统。在信息化平台中填入运输车辆的相关基础信息,设置运输起点和终点并划定起点和终点的范围,设置发货人和接货人信息。在信息化平台中钢结构构件装入运输车辆,工厂使用PDA设备扫构件二维码后进行装车,司机师傅使用运输软件选择自己的车辆,并拍摄车辆照片开始运输,运输过程中通过运输软件自动记录轨迹、速度、声音等,钢结构构件运到指定地点后拍摄车辆照片结束运输。钢结构构件运输监控效果显著,不仅采用了定位轨迹的方式,还利用手机录音、速度检测等功能,实时掌控运输过程中所发生的事件,其信息化平台中与运输软件连接的构件、模型、车辆、司机、时间、轨迹、速度、声音均能进行记录和统计分析,且车辆驶出起点范围和驶入终点范围时由信息化平台自动通知发货人和收货人,有效完成构件运输过程中的自动化监控,为钢结构的构件安装提供有利的运输保障。
2)施工现场采用新的施工进度管理办法,通过BIM模型调整计划进度时间线控制工程模型展示的内容。利用无人机自动起飞、巡航、回归充电,对无人机自动巡航扫描的数据进行自动实景建模并进行简单处理,最后将工程模型与实景模型进行自动数据对比分析,得到进度偏差百分比。通过以上方法掌握工程建设的进度,在最短时间内有效完成工程进度管理的自动化数据采集和分析,为解决人力、机械、资源的投入和调配提供有利的数据保障。
3)分析二维现场布置图纸并根据现场实际情况在平面布置图内标注测站位置、目标球位置以保证最佳扫描效果,使用三维扫描仪对现场实况、运输车辆、起重设备及构件进行扫描,合并模型得到现场实际模型及设备模型。利用现场实际扫描模型可在Revit等建模软件内进行碰撞测试,从而分析出现场实际容量及运输方案,并进行安装方案模拟。本工法的写实三维建模效果显著,不仅采用Trimble TX8三维扫描仪的强大写实造型功能,还利用建模软件对现场模型进行参数化,准确地表达了现场的实际造型,对以后构件堆放、运输、车辆调度等工作效率的提高发挥了极大的作用,能最大化利用拼装场地的有限空间,同时提前进行钢结构吊装方案模拟,避免吊装过程中发生碰撞,为钢结构施工提供有利保障。
7 结语
北京丰台站改建工程是国内首座双层车场结构,即最下层是普速承轨层,上方是高架候车层,在高架候车层上面又增加了一层高速承轨层。双层车场结构导致站房的框架结构截面较大,构造复杂。通过研发大型铁路站房复杂环境下大型钢构件吊装施工技术,采用装配式栈桥为大型履带式起重机的吊装作业提供通道,减少钢结构构件分段数量,大大降低了现场的安装工作量和施工难度,同时研发了新的钢结构施工工艺,不但提高了施工质量和施工效率,在保证施工进度的同时大大节约了人力,创造了可观的经济效益。采用重型钢柱安装校正工装,提高了重型钢柱的安装精度和效率。采用的装配式栈桥可循环利用,体现了钢结构绿色施工的优点。
