融合现场物理特性的航空薄壁结构虚拟装配样机及其构建技术*
2022-12-09郭飞燕肖庆东郑璐晗
郭飞燕,肖庆东,李 浩,郑璐晗,张 硕
(1. 北京科技大学,北京 100083;2. 中国航空制造技术研究院,北京 100024;3. 北京星航机电装备有限公司,北京 100074)
航空轻质薄壁结构的装配过程涉及设计、零部件制造、装配工艺规划、工装定位、制孔连接、测量与检验等复杂工序环节,在型号研制中占据50%以上的工作量。其装配质量控制面临以下难点:零件数量多、尺寸大、刚度弱、气动外形要求高(需光顺流线);装配流程长,误差环节多且传递路径复杂;相配套的装配工艺装备种类多,且工装精度通常是产品零部件精度的3~5倍;无法简单地采用公差配合制度保证装配要求,需要复杂而完善的互换协调理论支持[1]。传统及现行以几何量控制为主的装配理论与方法具有以下典型特点。
(1)强调“控形”,以装配体几何尺寸精度控制为核心。
(2)需要预先制造出大量的实物样机辅助装配,在物理模型的基础上对产品的装配工艺进行分析与评测,装配验证环境复杂且验证次数多。
(3)属开环无反馈的装配系统,装配质量保障靠工艺补偿措施及操作者能力。
为减少采用实物样机辅助装配时存在的“被动修配控形”装配质量控制难题,虚拟装配技术[2–5]与数字样机技术[6–9]在装配工艺设计及装配质量保障方面得到了发展应用。虚拟装配技术主要采用计算机建模、仿真和智能算法等手段对产品装配过程进行模拟设计,在建立的虚拟环境中对装配工艺过程进行调整、测试与评价,从而得出满意的装配方案。数字样机是对机械产品整机或具有独立功能子系统的数字化描述,这种描述不仅反映了产品对象的几何属性,还至少在某一领域反映了产品对象的功能和性能。在飞机装配工艺的评估与优化中,数字样机技术是以产品CAX/DFX技术为基础,从计算机图形学角度出发,在虚拟环境中建立描述产品各种设计属性的数字模型,可对产品模型制造、使用、维护等过程进行分析,进而对其进行设计优化。产品的数字样机设计模型通常包含详细的产品零部件细节特征和准确的尺寸参数,并且定义了完整的装配关系和运动副关系,甚至还会包含零件材料属性、制造工艺参数等内容。这种产品数字化研发技术在一定程度上可以取代设计过程中的物理模型,且同物理样机一样可以展示产品的外观、结构、功能、性能和行为等特性[10]。此外,为在数字化产品创建早期丰富数字样机DMU的功能和行为,空客提出“functional DMU”(功能性的DMU)。FDMU以DMU为载体,提取部组件并赋予物理意义,支撑需求与功能分析、系统架构设计与综合性能仿真等工作。此外,为控制装配误差并实现装配协调信息在装配过程中的连续传递,研究者相继提出了协调模型、装配工艺样机等概念。Guo等[11]将协调模型定义为由协调要素、协调关系与协调方法组成的一种工艺模型,其关键要素为各类坐标系统、设计/工艺基准系统及约束关系等协调信息,通过数字量协调信息的精确传递,对比分析检测结果与协调模型中的精度要求,对加工、成形、定位、装配等工艺过程及协调模型中的协调数据进行反馈调整,以满足协调要求。靳江艳[12]将装配工艺样机定位为以产品三维模型为载体,以装配工艺结构为主模型,对其他如基准、协调特征、工装设计依据以及附加工艺特征等工艺信息的几何信息、三维标注信息和工艺属性进行结构化定义和表示。邱世广等[13]针对当前制造工艺协调信息表达方法严重滞后,协调数据分散、一致性差以及传递效率低,设计更改响应不及时的现状,构建基于模型定义的飞机工艺数字样机体系,实现以三维模型为核心的飞机数字化工艺设计和制造模式。但是上述手段普遍以产品理想状态进行装配精度的建模与仿真,对装配现场时变工艺要素的控制弱,实用性较差,且无法从根源上提升装配质量。
随着新一代信息与通信技术的发展,制造业生产方式的根本性改革正在加快,航空航天产品的装配正在加速走向数字化与智能化时代。数字化建模仿真、数据学习分析及试验测试技术的发展,为装配难题的解决提供了新的思路和研究工具。结合装配工艺过程,近年来发展的数字孪生技术适用于上述技术难题的解决,比如强调“以装配结构的物理性能控制为核心”[14–15]。戴晟等[10]针对数字化产品定义,从数字样机到数字孪生的发展过程进行综述,并提出产品数字孪生的构建是在虚拟空间中对物理实体的工作状态和工作进展开展全要素重建及数字化映射的过程;Grieves等[16]提出数字孪生的实质是在整个系统生命周期内与物理系统链接信息的“双胞胎”,可加强复杂系统中的预测性;Schleich等[17]归纳了生产过程管理中的“Reference model”,认为数字孪生具有互操作性、保真度、可伸缩性及可扩展性;Söderberg等[18]从设计、生产前到生产中对产品物理几何尺寸使用数字孪生方法进行实时保证。在孪生模型构建方面,有限元模型、异构系统间的数据交换模型、架构参考模型、多物理场模型及全参数虚拟模型等已开展研究[19]。美国国防部仿真办公室指出:“虚拟装配样机是与物理原型系统具有相似功能的系统,可替代物理样机,对候选设计方案进行仿真测试与和评估”[20];Aromaa等[21]将虚拟样机技术定义为虚拟现实和几何/功能仿真的计算机模型;在非刚体装配匹配和修配行为预测方面,Lindau等[22]指出物理验证向虚拟验证转变所面临的挑战是几何建模与计算效率。在国外,学者们侧重研究数字孪生概念、产品使用维护以及工厂运营[23]。在国内,陶飞等[24–25]创造性地提出数字孪生五维模型,并与机床、卫星、发动机等行业共同建立数字孪生标准体系架构;刘检华等[26–27]提出基于实时信息的航天产品生产车间三维可视化监控方法,并针对装配过程运行状态在线分析与预测难题,提出基于数字孪生的装配过程管控方法;周成等[28]针对制造车间实时性差及模型缺乏的问题,在数字孪生五维模型[24]基础上增加了前端展示功能,提出车间三维可视化监控系统六维模型。但是在航空弱刚性薄壁结构的装配工艺方面,应用数字孪生的技术难度较大,存在产品的低刚度特点造成易变形易损伤、装配连接及定位约束关系复杂、装配环节繁多、装配过程动态变化、装配几何精度与装配物理内应力的大小及分布状态不确定性强等问题,难以实现复杂航空异质叠层结构装配的“形性协同控制”。郭飞燕等[29–30]提出装配闭环协调控制工作模式与装配质量的主动实时控制技术体系,可指导装配工艺优化设计,但是仍未实现数字孪生的“虚实融合、以虚控实”功能。
综上,针对实现低刚度航空薄壁结构组件/部件高性能装配缺少现场物理特性数据与模型基础的问题,本文首先解释了虚拟装配样机的技术内涵及构建技术框架,然后从多源异构装配数据采集与处理、多类别装配孪生模型融合性建模、装配样机系统虚实融合同步性建模、装配过程与装配质量状态可视化建模4个关键方面阐述了融合现场物理特性约束的航空薄壁结构虚拟装配样机构建及实现技术,为装配过程的拟实化仿真及装配质量的精准控制提供数字及模型依据。
1 虚拟装配样机的技术内涵
为实现航空薄壁结构的高质高效装配,本文提出了融合现场物理特性约束的虚拟装配样机概念。虚拟装配样机是虚拟装配技术与样机技术的融合体,其本质是产品及工装的多层级数字孪生模型、装配工序变迁流程及装配操作信息的综合体,也就是一个高度拟实化的数字孪生装配系统。通过真实场景全要素的虚拟表示,并融合装配现场的载荷场和温度场等物理特性因素,可以在虚拟环境中进行多尺度的装配几何量与物理量仿真,即借助虚实仿真验证的手段,真实反映装配现场的实际状态,并用于装配质量数据的预测分析及装配现场工装设备的力位协同调型控制,而且以此反作用于物理装配现场,实现装配性能的预先分析并获取与装配现场相一致的装配精度与内应力等装配性能数值大小及分布状态。当虚拟装配质量达到要求后,即可开展实际装配工作,从而保障装配质量与成功率。
综上,融合装配资源、装配操作及现场物理特性数据,构建包含产品孪生模型与装配工艺流程数据相融合的虚拟装配样机,实现“虚实融合”,并使用虚拟装配样机进行装配质量的主动仿真以“控形控性”这一过程,具有以下典型特点。
(1)以高保真虚拟装配样机为装配依据,可减少实物装配试验次数及简化试验环境。
(2)借助建模仿真手段,在虚拟装配环境中,事先验证不同装配工艺方案及工艺参数对应的装配性能、修配区域及修配量,并进行闭环反馈修正,可精准控制装配过程。
虚拟装配样机的高保真构建,是建立在装配关键要素的测量感知及孪生模型的精确构建基础上。因此,数字孪生模型构建过程所需的基础技术应该被重点研究。首先需要通过现场测量传感与虚实融合的方式,对装配现场物理特性数据进行在位测量及处理,构建虚拟装配样机构建所需的数据基础;此后,通过基于物理拓扑关系的几何重构,提取装配体配合协调状态的间隙与阶差几何特征、装配内应力状态的演变分布情况,动态高保真构建数字孪生模型,并以此分别构建装配零件级、零件间的装配精度/应力状态级、装配流程级的孪生模型,以及整个装配工装设备系统对应的虚拟装配样机。具体地,通过对装配现场物理特性的测量传感,研究装配孪生工艺模型及虚拟装配样机构建方法,对装配单元的“虚实融合”动态及高保真建模,用于装配现场监测、表征以及装配几何物理性能预测,为实现高性能装配的优化反馈控制奠定数据与模型基础。此后,在三维空间内构建装配场景,融合现场装配资源、装配操作步骤,实现面向装配全流程及现场操作的虚拟装配样机构建。即通过分级孪生(零件状态、装配组件/部件状态、装配流程及操作)与双线孪生(产品线、装配工艺线)的协同构建,实现“虚实融合”,可用于装配几何物理性能的有效预测及装配作业的有效开展。
构建融合现场物理特性的高保真孪生模型及虚拟装配样机,是准确预测装配现场的产品精度、变形、应力状态,以及装配工装系统工作状态适应性控制的基础。在上述技术内涵中,考虑物理拓扑关系的孪生工艺模型动态高保真构建与分析,是虚拟装配样机构建的关键。这是因为装配现场的环境复杂,带曲率的弱刚性零件受装配载荷作用,其变形状态随装配工序的进行而发生变迁,导致型面重构困难,无法在虚拟空间中高效精准地动态映射零件的实际状态;此外,受到装配过程温度场、重力场、外载荷场等“多场”因素影响,关键装配特征的力位参量具有复杂的动态耦合关系,导致难以准确计算与定义零件间的装配间隙/阶差协调状态、应力分布状态,以及根据装配进程变化进行的状态动态更新,导致装配过程物理信息难以作为孪生系统构建的基础。因此,通过对零件偏差状态、装配变形及应力状态的测量传感,动态重构融合装配现场物理特性的几何模型及装配性能参量间的拓扑关系,达到零件级、装配状态级的虚拟装配样机高保真构建,是实现数字孪生“虚实融合”建模及高性能装配验证分析的关键。
2 虚拟装配样机构建技术 框架
根据采集到的多源异构数据与构建的多维度孪生模型,结合装配工艺流程与工艺节点,融合产品状态、装配工装设备状态及装配环境状态,通过装配数据处理、多层次模型组装等操作,构建具备反映装配单元作业过程及装配质量状态的可视化同步显示等特点的装配虚拟样机,实现基于工序状态变迁的真实装配场景映射,如图1所示。此后基于装配虚拟样机可为装配工装设备的力位协同控制、装配过程质量的预测、分析与闭环控制提供数据与模型基础。
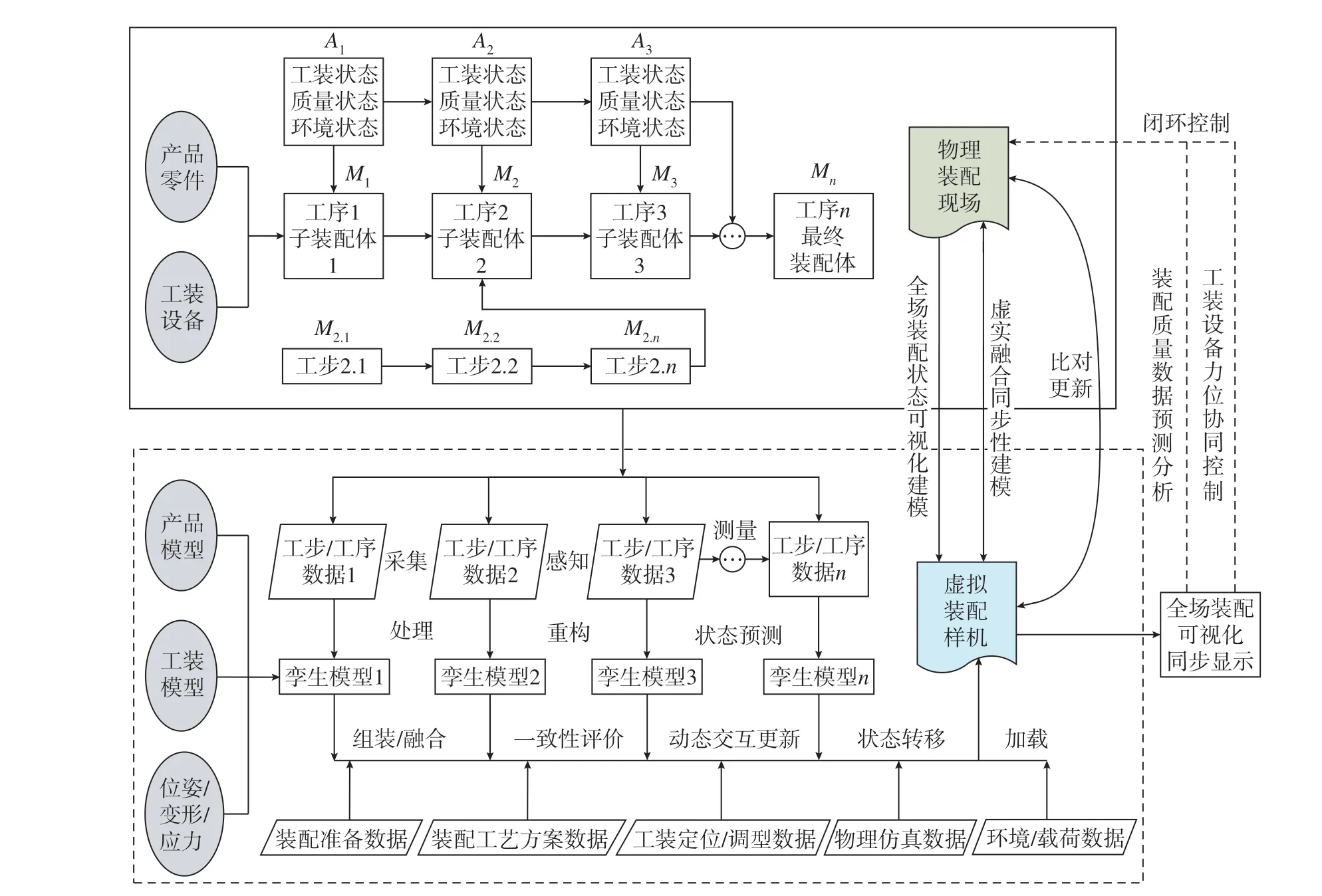
图1 基于工序状态变迁的虚拟装配样机模型构建Fig.1 Construction of virtual assembly prototype model based on process state transition
在虚拟装配样机具体构建过程中,首先需明确物理现场装配(图1实线框)与虚拟装配样机(图1虚线框)之间的映射关系,借助物理装配现场的装配状态可视化建模与虚实融合同步性建模等手段,并通过对两者进行比对分析,构建虚拟装配样机以反映物理装配现场的真实情况。此外,通过虚拟装配样机的全场装配可视化建模及同步性显示,借助闭环控制的手段,完成装配质量数据的预测分析及工装设备的力位协同控制,以此反作用于物理装配现场,保障虚实融合的同步性及以虚控实的准确性。具体地,在物理装配现场,不同工步/工序对应的子装配体之间会随着装配工序的进行,在装配工序n上形成最终装配体。在每个装配工序对应的孪生模型构建中,都需要考虑产品零件制造误差状态、工装服役状态、产品的装配状态及装配环境状态等信息,这些数据及模型也是依据各工步/工序信息进行采集、感知或测量的对象。结合在装配过程中从不同工步/工序中采集的产品位姿、装配变形及内应力分布状态等数据,通过对这些多源异构数据的处理、不可测部位的质量状态预测操作及模型的精确重构等预处理工作,建立多个与各工序相对应的孪生模型。此后,通过各层级孪生模型的组装/融合、与装配现场一致性的评价、工步/工序状态转移,以及随装配现场的动态交互更新等操作,将装配准备数据、装配工艺方案数据、工装定位/调型数据、装配过程物理仿真数据及装配环境/载荷数据等集成在一起,加载至完整的虚拟装配样机中。
3 虚拟装配样机构建关键 实现技术
依据虚拟装配样机的定义及技术内涵,为了实现虚拟装配样机所具备的功能,结合图1中的虚拟装配样机构建流程,总结出关键实现技术,其主要包含4个方面:多源异构装配数据采集与处理、多类别装配孪生模型融合性建模、装配样机系统虚实融合同步性建模,以及装配过程与装配质量状态可视化建模。
3.1 多源异构装配数据采集与处理技术
数据不仅是装配场景实时可视化显示的驱动源,还为虚拟装配样机中的仿真计算模型提供数据支持。其采集一般通过人机交互的方式,借助测量感知硬件设备建立基于多个装配工序流程节点的装配过程数据采集模型,将数据直接上传至计算机终端和软件系统中。对于装配现场操作前的数据类型,可在工艺流程节点上加载基本信息与执行装配工序所需的所有工艺设计信息,通过工艺系统采集上传至服务器。对于装配过程中涉及的质量与运行数据,通常基于当前装配单元的装配工作流程开展,比如工步/工序流程节点,通过硬件设备采集系统反映产品工艺状态和质量状态、装配工序状态(如工序是否稳定)、制造资源状态和环境状态等。在多源异构数据采集完成后,为构建后续的孪生模型及虚拟装配样机,还需要进行复杂的数据处理等工作,具体流程如图2所示。

图2 面向装配虚拟样机构建的多源异构数据采集与处理方法Fig.2 Multi-source heterogeneous data acquisition and processing method for assembly virtual prototype construction
(1)数据采集。在各类装配工艺数据及产品质量数据采集节点上,基于各类传感器对应的信号采集和分析系统,可通过软件API应用程序编程接口打开的数据库接口来收集软件数据,并与MES、ERP等系统关联。除装配前数据与装配过程质量与运行数据类型外,对于装配流程数据,可由装配节点组成的串并联链表进行表示,在进入下一个装配工艺节点或装配工艺状态变更时,建立数据周期性采集更新模板,用于驱动模型运转与后期装配作业过程追溯。对于装配工装设备,采集的物理设备实时动作数据还包括设备各子节点的调型动作数据,可借助嵌入式系统、各类位移传感器和力传感器实现装配设备的数据采集。
(2)数据传输。通过配置多源异构的数据接口与标准通信协议,根据传输协议FTP/HTTP、访问方法、多址方案、信道多路复用调制和编码及多用户检测等技术,实现数据在不同系统间的传输,用于装配单元现场底层数据和上层生产装配计划信息的集成。其中Aspera数据传输工具可支持Web界面、客户端、命令行和API进行传输,以及计算机、移动设备间的传输,应用效果较好。
(3)数据存储。针对数据的多源异构属性,首先需定义通用的工程数据格式。通过配置JDBC、ODBC等数据库接口与通信协议,将采集的孪生模型仿真分析等数据实时结构化存储到数据库中,不同的数据类型以不同的存储结构、存取路径和存取方式进行。大数据存储技术,如具体的分布式文件存储(DFS)、MySQL数据库、NoSQL数据库及NewSQL数据库,对在装配现场产生的多类型多源异构数据的存储适用性较强。其中,DFS使多个主机通过网络同时访问共享文件和目录;NoSQL能够水平扩展应对海量数据;NewSQL数据库表示新的可扩展的高性能数据库,不仅具有海量数据的存储和管理功能,还支持传统SQL数据库;此外,HBase是一个高度可靠、高性能的实时速写分布式数据库,可支持半结构化和非结构化数据的存储,以及独立索引、高可靠性和大量瞬时写入。
(4)数据处理。其目的是提取原始数据中对孪生建模以及装配质量优化改进的有用信息,主要包括以下步骤。第一步,数据预处理与清洗,主要针对各阶段装配过程数据、装配质量数据与工装设备数据易产生空值、重复、异常等错误。在装配过程中,需通过时序对准,建立以时空为索引的时空数据模型。第二步,数据分析,采用统计方法(如描述性统计、假设检验、相关性分析、回归分析、聚类分析、判别分析、降维及时间序列分析等)、神经网络方法,分析数据间的关联性,以及对数据的聚类、挖掘、演化与融合。比如,Spark软件支持多种语言编写数据分析的应用程序。在开展上述两个步骤之前,通常还需进行数据的归一化处理及数据特征提取的工作。通过数据的归一化处理,可将多源异构数据转换为无量纲数据,一般采用Z–score、Min–Max、[–1,1]等归一化方法;数据的特征提取用于降低后续学习训练的难度,短时傅里叶变换和小波包分解等方法可提取信号的时频特性,用于模型的训练与评估、孪生模型的调试与优化等工作。
(5)数据融合。通过合成、过滤、关联和集成应对多源异构数据,包括原始数据级、特征级和决策级融合。采用的融合方法主要包括随机方法和人工智能方法。此外,根据数据采集方式、数据类型及存储方式不同,可分为实时数据/在线数据/离线数据的融合、物理数据与模拟数据融合、结构化数据与非结构化数据融合。Spyder软件是可支持Python转换的常用数据融合工具。
(6)数据可视化。以直接、直观和交互的方式呈现数据分析结果,用于实时监控和快速捕获目标信息,并使用实时数据流周期性地更新数据。根据可视化原理,通过从数据库中匹配多层次协同可视化所对应的数据,作为装配作业过程转换和状态展示更新的驱动数据源,具体可采用基于几何技术、像素导入技术、图标技术、层技术和图像技术等方法实现。开源软件Echarts可为大量动态数据提供直观、生动和自定义的数据可视化方式。
综上,利用各种传感器、嵌入式系统、数据采集卡等对装配现场的数据进行实时采集,通过MTConnect、OPC–UA、MQTT等协议规范传输至虚拟装配样机数据库中。相应地,实时读取数据库中的融合数据、关联数据等驱动动态仿真,以事件触发为启停信号,驱动虚拟设备模型动态映射,从而转化为控制指令,此后孪生数据库中静处理的数据或指令可通过OPC–UA、MQTT等协议规范传输并下达至装配现场执行器,反馈给物理装配现场。此外,还可通过Socket、RPC、MQSeries等软件接口实现孪生模型与装配单元系统的通信,基于孪生模型所产生的操作指导、专业分析、决策优化等结果以应用软件的形式提供给装配工艺人员,通过人机交互操作实现对装配现场的控制。
3.2 多类别装配孪生模型融合性建模技术
由虚拟装配样机的内涵可知,其具备多维度属性与多尺度属性。产品自身状态、装配现场工装运行及调整状态、物理环境状态和装配工序变迁状态,再加上设计数模,共同组成虚拟装配样机。样机的表现形式分为多个层级并包含产品和装配流程及操作。具体地,根据以上描述,多维度属性是指虚拟装配样机包含的物理、模型及数据属性。物理属性反映装配现场的装配状态。样机包含的模型主要包括可视化模型、计算模型、数据模型3种类型。其中,可视化模型主要用于实现装配过程状态的同步映射,包含装配体的几何与物理模型;计算模型主要用于中间装配状态、装配质量的预测分析;数据模型主要包括基于工作流的装配过程数据,通常基于BOM实现装配过程数据的层次化管理。多尺度属性是指虚拟装配样机包含产品零件级、组件级/部件级孪生模型,以及由产品装配模型与装配工装设备组成的整套虚拟装配样机系统。为实现产品零件级与组件级孪生模型随装配流程的融合,需以装配工作流为基础进行建模,建立各尺度模型间的关联关系及多维度模型间的集成关系。此后还需对融合后的模型进行验证与校正,在模型精度不符合真实装配场景时,需采取措施对融合后的模型进行更新,从而实现虚拟装配样机的高保真构建,真实展现装配现场物理实体的装配性能状态,具体流程如图3所示。

图3 多级别孪生模型融合建模方法Fig.3 Multi-level digital twin model fusion modeling method
为实现虚拟装配样机的融合性构建,需在第一步完成各类尺度零组件孪生模型与装配工装模型的组装,即从空间维度出发建立多级别孪生模型间的空间位置、空间姿态等关联综合关系。在实现方式上,首先,采用层次化的结构形式组织装配资源模型,建立模型间的父子嵌套关系,并描述子节点模型在父节点坐标系中的几何位置,对叶节点进行三维建模,依据层次组合模型最终建立与实际装配场景相一致的虚拟装配场景。具体地,根据所需构建模型的层级关系与模型的组装顺序,在组装过程中添加合适的空间约束条件,比如零部件之间的角度约束、接触约束和偏移约束等约束关系,或者装配工装设备与产品之间的空间布局关系,从而基于构建的各类别模型的约束关系与模型组装顺序实现模型的组装。由于虚拟装配样机中需要反映产品与工装的真实状态,考虑到薄壁结构装配具有易变形的特质,其相对于理论数模中的位置与姿态会有一定的偏差,因此需要依据关键拟合点在装配坐标系中的实际空间位置修正并确定模型间彼此的空间位置及姿态关系。
在模拟组装的基础上,需要结合具体的装配工况与现场物理特性实现各类模型更深层次的融合,即采用基于工作流的数据管理思想对产品线与工艺线间所涉及的可视化模型、计算模型和数据模型进行有机融合,形成面向装配过程的虚拟装配样机。在具体的实现方式上,首先,将工艺流程节点、数据采集节点与装配工序相关联,构建出由装配节点组成的串并联链表;其次,结合具体的装配场景与装配工序过程,根据所感知获取的产品状态、装配工装状态与环境状态,将装配现场物理实体的真实物理特性赋予到几何模型中,以此构建装配物理模型,比如装配过程几何量与物理量对应的传感器数据可用于定义几何模型的实时边界条件,然后通过该物理模型在虚拟装配环境中分析物理实体的装配几何精度与内应力性能状态;随后,通过流程节点相关信息的加载,如装配工艺基本信息、工艺卡、BOM清单、质检信息及三维装配动画等,体现执行当前工序所需的所有装配信息,并将产品的可视化模型关联到该产品的装配工艺流程、装配工序完成情况、目前所属状态等具体信息,从而在产品和工装模型上直观显示真实感知数据及虚拟仿真结果,实现可视化模型、计算模型和数据模型在虚拟装配样机系统内的融合。随后可通过薄壁结构装配模型随装配现场及产品实物装配的动态转换,综合反映物理实体的装配工作过程及质量状态。
3.3 装配样机系统虚实融合同步性建模技术
以薄壁结构装配过程中采集的实时几何/物理数据为驱动,在虚实结合的准确性与逼真性基础上,将采集到的实时数据驱动可视化模型同步进行,实现三维模型的动态装配调整及装配质量状态的动态映射过程,即虚拟装配样机与装配现场的同步性建模,实现流程如图4所示。

图4 装配样机系统虚实融合同步性建模方法Fig.4 Synchronous modeling method of virtual-reality fusion for assembly prototype system
在工艺流程的顺序基础上,构建装配工序与产品的可视化模型,对产品工艺状态变化、工装设备定位和运行调整状态进行虚实同步映射,形成装配过程的数字化镜像。在实现方式上,首先,建立装配事件,并将其关联到对应的实时采集数据及虚拟装配样机三维模型中,随后引入时间触发及变迁规则,展现虚拟装配样机对应装配操作的动态变化过程;其次,根据工艺流程确定正在进行的工序,依据实测数据,并考虑航空薄壁结构的物理属性和装配受力变形等因素,将修正或重构后的产品三维模型转化为相应工艺阶段的模型,对工艺状态与详细属性进行实时显示,保障构建的虚拟样机装配系统具有较高的拟实性,直观反映装配工序变迁后的真实现场情况;最后,基于所建立的装配现场测量感知系统、定位器运动控制系统和建模软件系统之间的网络连接,根据工装设备末端的实际工作状态,即工装定位位置误差以及受力变形,以及在定位调姿过程中的运行调整状态(如各运动方向上的调整位移、顺序等运行参数),通过数据驱动指令控制的手段,选取合适的带自动更新功能的运动控制脚本,并用实时位姿数据对其进行赋值,将工装调型动作转化为工装各运动轴子节点的平移与旋转变换,以工装启停信号启动与结束设备的动作监控,并在三维模型上添加相应约束,使真实位置与联动机构的运动保持一致,以实时位姿数据为驱动实现装配定位的虚实同步调型映射。
此外,针对虚拟装配样机的动态性构建问题,按照不同的装配工步/工序,首先将其离散为多个状态,并采用有限状态机描述装配状态转移机制,将完工后的当前工序作为状态转移的条件,然后通过定义状态转移函数来判断装配状态是否发生转移。状态转移的过程反映了产品工装模型及装配操作随着实物装配进程发生的动态转换,以及虚拟装配样机的逐步建模过程,从而精准动态地形成装配过程的数字化镜像。
在虚拟装配样机系统同步性建模的具体实现介质上,ThingWorx平台可提供工业协议转换、数据采集、设备管理和大数据分析等服务,充当传感器与数字模型之间的网关,并可将数字孪生模型连接到正在运行的产品,以显示各类传感器数据,并通过Web应用程序分析建模结果。因此,此平台在实际工程中的应用范围较广。
3.4 装配过程与装配质量状态可视化建模技术
在各层级装配孪生模型和实时数据的支持下,以各装配工步工序流程为节点,建立产品的可视化模型,以此关联到该产品的装配工艺流程、装配作业完成情况、目前所属质量状态等具体信息,从而对动态的装配过程、产品中间/最终装配状态与工装设备的详细属性和状态信息、装配环境状态进行虚实同步映射,并生成关键数据及装配状态监控看板,实现装配过程质量可视化,具体流程如图5所示。

图5 装配过程与装配质量状态可视化建模方法Fig.5 Visual modeling method of assembly process and assembly quality state
在可视化建模的总体实现思路上,以几何、物理、行为和规则等层面[24,28]的实时数据为基础,建立装配数据与对应装配事件间的关系,对离散装配状态的变迁进行集成演示,进而转化为三维模型多层面的逼真动态显示,此后即可驱动可视化模型的同步运行,实时映射工装设备的装配作业过程与产品质量的实时状态信息,并借助现场状态看板对装配执行过程进行可视化实时监控。
在可视化建模的具体实现方式方面,首先,对于装配进度及状态的可视化,结合PDM系统中三维装配AO包含的工艺指导信息,读取MES系统中的工艺流程与工序节点、装配过程状态和完工状态所涉及的动态装配操作与装配过程数据采集信息,采用基于Sim 3D视景仿真的图形渲染引擎,通过3D装配模型可视化和UI数据可视化对当前装配场景建模,进行模型的导入和实时生产数据的通信,建立起实时数据和孪生模型间的映射关系;其次,设计状态看板和开发各模型的C#脚本组件,通过脚本控制装配作业逻辑及人机交互的方式,综合反映装配单元的工作状态与装配过程可视化同步运行状况。此外,还可通过进度条空间显示、不同工序对应装配状态的切换查看及显示窗口的交互操作进行产品结构及装配细节方面的展示。
对于装配过程中二维要素的监控,主要借助电子看板及三维标注手段,在实时数据驱动下,按照装配工艺流程更新相关数据和生产统计信息,如装配工步工序进度、工序完成情况和环境状态等,通过文字、图表等方式详细展示装配现场数据。其中,当前工步工序下的详细质量数据可视化,主要包括所属薄壁结构产品、质量数据上下限值、质量数据采集时间、质量数据历史采集数值和质量数据预测数值,在可视化界面上还可观察到质量数据的统计信息,如均值、标准差和统计量等。
为实现装配过程中的三维监控,首先,基于装配单元数字孪生体可视化模型,根据采集的监测数据和工艺过程质量数据,通过在不同装配工艺阶段的工步/工序几何状态与物理状态更新,对产品各级孪生模型进行修正或重构,实现装配质量状态、工艺状态、装配动作的可视化及实时动态显示;其次,将装配工装设备的定位状态数据及运行数据与相对应的几何模型相关联,即将采集的设备运行参数映射到设备的三维模型上,在工装设备动作数据驱动下各嵌套子节点联合执行动作命令,进行关键实时工序中关键三维模型的变化,结合工装具体的装配平移、旋转等位姿调整动作,也就是各级运动轴节点的动作数据,实时更新位置信息并进行插值处理,拟合出连续的装配调型过程,并根据状态转移算法驱动状态机运行,保证工装设备运行状态的同步性,以此实现在不同工位之间的状态转换;最后,使用实时数据对装配环境数据和装配动作进行虚实同步映射,并以人机交互的方式进行多视图的动态展示。此外,对于装配过程中的异常数据消息,可通过警告弹窗进行提醒,还可通过人机交互方式来显示和隐藏各设备和关键的状态信息看板。
4 虚拟装配样机综合构建
综上,通过对多源异构装配数据采集与处理、多类别装配孪生模型融合性建模、装配样机系统虚实融合同步性建模、装配过程与装配质量状态可视化建模等操作,结合飞机薄壁结构件典型装配环节及装配全过程场景,建立具有装配场景虚实融合特点的虚拟装配样机系统,如图6所示。在虚拟装配样机中,体现了“双线”(产品及工装模型线、多工序装配工艺流程线)、“多层级”(零件/组件产品级、装配精度及内应力等性能状态级、装配全流程及装配操作级)的组织及展现方式;同时,也反映了装配质量随装配工序的进行在时间与空间维度上的动态更新过程,具体包括产品零组件在上架前后、紧固前后、完成后的装配操作阶段。此外,在虚拟装配样机系统中,通过实测数据虚拟交互及虚拟仿真验证的手段,在其中也融合了薄壁结构真实的装配几何与物理特性,包含了温度场、装配件的空间位姿、装配件内部的应力及应变状态、装配几何偏差等信息。与数字孪生模型不同的是,虚拟装配样机包含了装配场景资源信息与装配操作信息,比如装配工装上的载荷/变形/精度的监测数据及工装模型信息、使用几何/物理传感测量设备获取的产品几何及变形测量信息、温湿度等装配环境信息。此外,设计阶段的产品模型信息也是虚拟装配模型中不可缺少的关键部分,一方面作为在装配虚拟样机中进行精度与性能仿真的基础,另一方面还可与实际监测值作对比分析,作为反映装配性能虚拟仿真准确度的依据,从而切实保障装配工装的高效精确定位与薄壁结构的精准装配。

图6 融合动态装配流程、装配操作及现场物理特性的虚拟装配样机综合构建Fig.6 Comprehensive construction of virtual assembly prototype integrating dynamic assembly process, assembly operation and on-site physical characteristics
5 结论
(1)定义了航空薄壁结构虚拟装配样机的技术内涵,其本质是一个高度拟实化的数字孪生装配系统,可以借助其在虚拟环境中进行多尺度装配几何量与物理量仿真,预先进行装配性能的分析并获取与装配现场相一致的装配精度与内应力等性能数值大小及分布状态,当虚拟装配质量达到要求后,即可开展实际装配工作,切实保障装配质量及一次成功率。
(2)在虚拟装配样机构建的实现方式上,提出4项关键实现技术,包括多源异构装配数据采集与处理、多类别装配孪生模型融合性建模、装配样机系统虚实融合同步性建模、装配过程与装配质量状态可视化建模等内容,并对其操作步骤进行了深度分析。
(3)提出了虚拟装配样机的综合构建措施,即通过考虑动态装配流程、装配操作及现场物理特性,明确了“双线”、“分级”的综合方案。
(4)下一步的研究将在本文技术方案的基础上,结合典型航空薄壁结构件的真实装配场景,实现虚拟装配样机的精确、高保真及动态构建,为装配质量的主动实时控制提供模型与数据基础。
