低铝型热镀锌铝镁镀层钢板生产技术探索
2022-12-07金永清尹红国
金永清,尹红国
(攀钢集团攀枝花钢钒有限公司冷轧厂,四川 攀枝花 617000)
0 前 言
钢材在大气环境中极易发生腐蚀,从而降低其强度和硬度等力学性能,缩短使用寿命。而经过热浸镀处理的钢材会在表面产生致密的镀层,大幅提高钢材的耐蚀性能,延长其使用年限。根据镀层类型,热镀钢板主要分为GI/镀锌、Galfan/镀锌铝、Galvalume/镀铝锌硅以及镀锌铝镁等[1-3]。
锌铝镁镀层钢板具有优良的耐蚀性[4],有利于降低镀层重量,减少锌的消耗,具有较高的社会效益和推广应用价值。日本及欧洲的钢铁公司相继开发了多种锌铝镁镀层产品,并已经实现了商业化生产[1,5,6]。近年来,国内宝武集团、酒钢、唐钢、首钢均开始了锌铝镁镀层钢板商业化生产,并在汽车、家电、光伏建筑、畜牧业等领域进行大力推广。随着人们对锌铝镁镀层的优异综合性能认识的深入,锌铝镁镀层产品已被业界认为是最具发展潜力的高耐蚀镀层钢板[7]。根据铝含量高低,现有商业化锌铝镁镀层钢板被分为3类:低铝型(1%≤wAl≤5%)、中铝型(6%≤wAl≤13%)和高铝型(47%≤wAl≤57%)。其中低铝型锌铝镁镀层钢板具有良好的耐蚀性、成形性和焊接性,满足家电及汽车加工需求。
攀钢热镀钢板主要定位于家电板。为拓展家电板新品种,攀钢进行了低铝型锌铝镁镀层钢板的研究和开发,通过了知名家电企业认证,实现了商品化生产。
1 机组简介
1.1 工艺流程
攀钢2号热镀锌机组生产热镀锌钢板的工艺流程:上料→开卷→焊接→入口活套→电解脱脂清洗→退火炉→镀锌→气刀→镀后冷却→光整→拉伸弯曲矫直→无铬钝化→出口活套→涂油→卷取→下线。
1.2 产品参数
攀钢热镀锌铝机组产品参数如表1所示。

表1 攀钢热镀锌机组产品参数
1.3 机组装备特点
1.3.1 清 洗
采用包括碱浸泡、碱刷洗、电解清洗、热水刷洗和热水漂洗等多级清洗,循环系统采用多级过滤和恒温加热装置,清洗效率高,保证带钢以清洁的表面状态进行退火和镀锌。
1.3.2 退 火
采用美钢联法生产工艺的全辐射管立式退火炉,由辐射式预热段(PHF)、辐射管加热及均热段、冷却段、均衡段、转向辊段和炉鼻子组成。燃烧系统采用“W”型辐射管、高效换热器、分区加热和推拉式燃烧系统等先进装备和技术,保证高效均匀加热。炉内通过凸度辊、带钢对中装置(CPC)以及炉内摄像监控(ITV)综合控制,防止带钢跑偏,确保带钢稳定运行。炉尾采用可控湿度的排渣炉鼻子,减少炉鼻子内锌灰,并保证炉鼻子内锌液面清洁,减少条锌等缺陷,提高产品表面质量。
1.3.3 热镀锌
镀锌设备由双锌锅及移行系统构成,以便于产品镀层类型的快速切换。普通镀锌锅和锌铝镁锅均采用陶瓷感应锌锅,各配备有2个500 kW射流感应器。
气刀由德国杜马公司制造,采用径向旋转器、电磁稳定系统、感应边缘挡板、角度调节装置、刀锋自动清洁和多腔均压等系统及技术,通过高精度镀层测厚仪配合,保证镀层的精确度和均匀性。气刀配备压缩空气风机和氮气气源,根据产品需求快速切换气源,保证产品质量。
1.3.4 镀后处理
光整机为四辊式液压压上式,最大轧制力800 t,最大延伸率2%,采用600 mm和450 mm双工作辊辊径系统,配备湿光整和高压水洗辊系统,有利于改善带钢的表面质量、均匀性和和力学性能;拉矫机采用两弯一矫,最大延伸率2%,提高带钢板形。钝化段配备2套辊涂机,可实现不同钝化产品快速切换,固化系统采用感应+热风烘干装置,实现带钢表面涂层快速加热和固化,保证膜厚性能。涂油机采用爱尔静电涂油机,静电高压70 kV,可实现带钢表面300~2 000 mg/m2均匀涂油。
2 攀钢低铝型锌铝镁产品的开发历程
2.1 产品表面质量
攀钢热镀锌铝机组于2019年开始低铝型锌铝镁镀层产品试制。通过对关键工艺技术的优化,消除了锌流纹、条锌、胡须纹等顽固质量缺陷,产品实物质量不断改善。产品现已通过知名家电企业空调整机测试并正式供货。开发期间共生产1.8万余t锌铝镁镀层产品,I组品率[高表面质量(一组品表面)产品占总产量的比例]达到88%,成材率96.1%,基本达到成熟产品的技术水平。
2.2 产品力学性能
攀钢低铝型锌铝镁镀层产品目前主要开发了DX52D、DX53D钢钟,其力学性能见表2、表3。从表2、表3可知,攀钢锌铝镁镀层产品的力学性能达到标准范围,具有较好的冲压成型性能,满足家电用户制造加工需求。
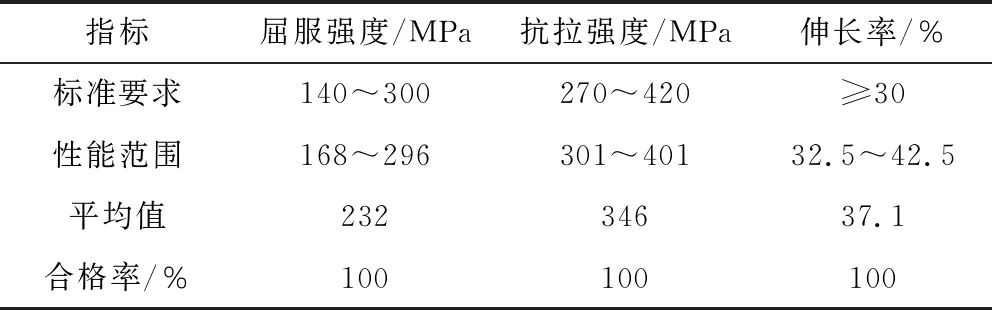
表2 攀钢(DX52D)锌铝镁镀层产品的力学性能
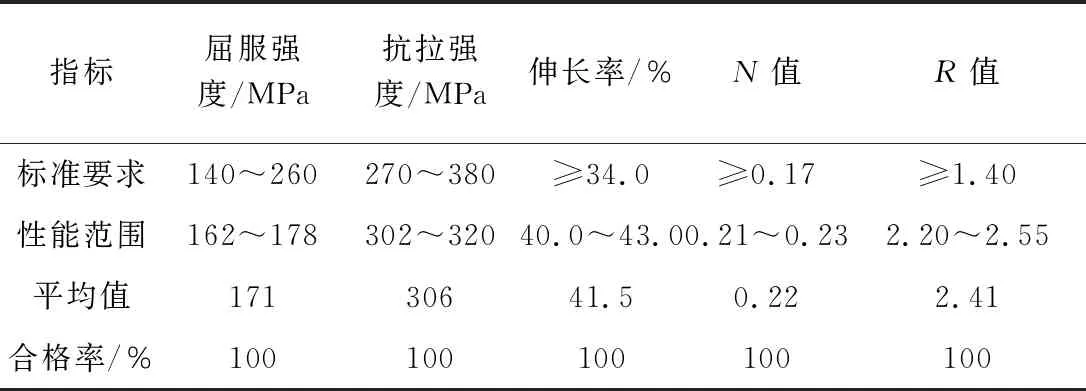
表3 攀钢(DX53D)锌铝镁镀层产品的力学性能
2.3 中性盐雾耐蚀性能
图1为普通镀锌产品和镀锌铝镁产品中性盐雾对比试验结果。由图1可见,100 g/m2镀层的热镀锌钢板在144 h出现红锈,116 g/m2镀层的锌铝镁钢板经过1 656 h出现红锈。经加权计算,锌铝镁镀层钢板中性盐雾耐腐蚀性是镀锌板的8~10倍,表明攀钢开发的锌铝镁镀层板具有优良的耐腐蚀性能。
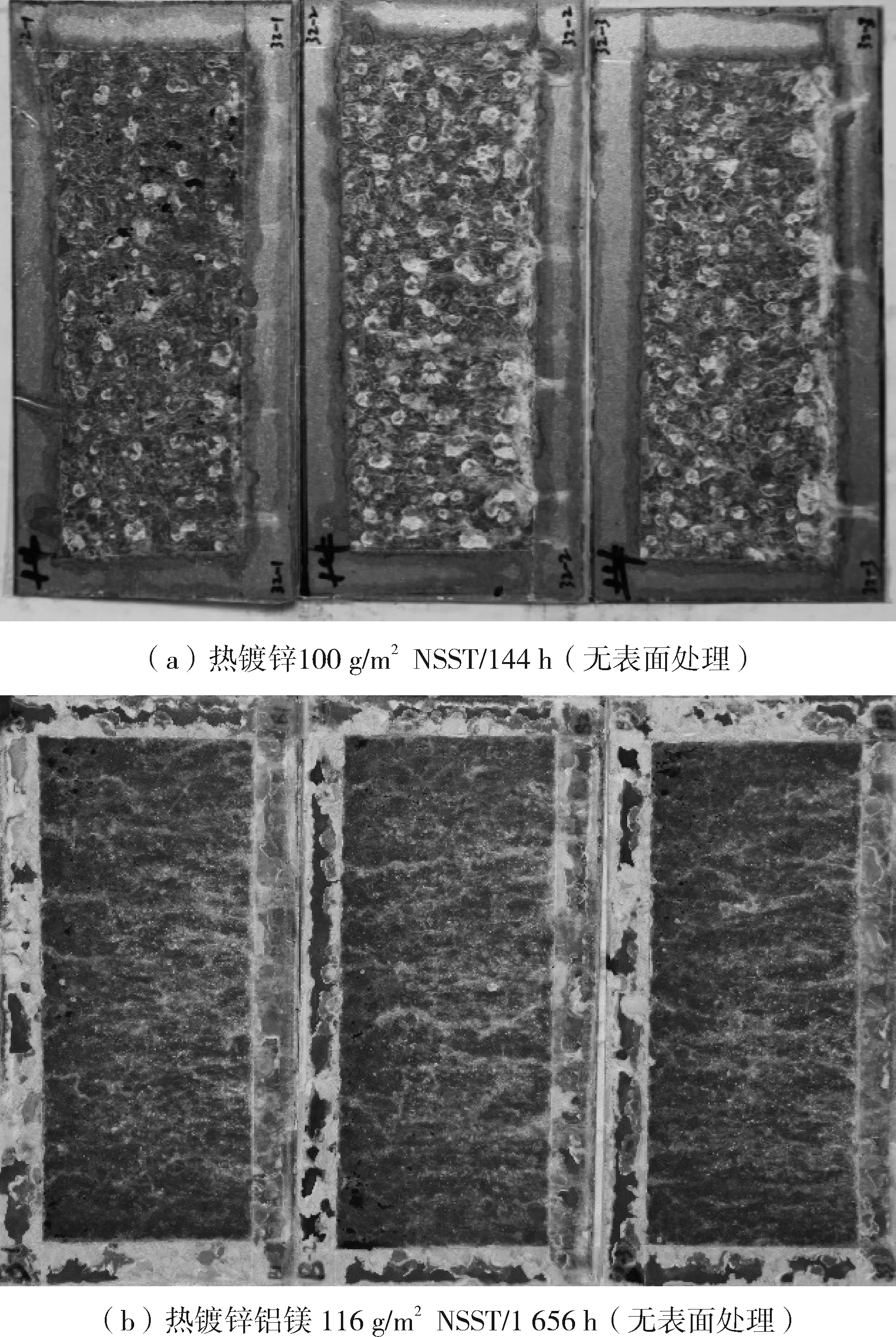
图1 热镀锌板和锌铝镁板中性盐雾试验对比
2.4 涂装性能
攀钢开发的锌铝镁镀层产品在海尔、长虹、美的、格力等家电厂进行了涂装测试,经外观、百格试验和色差等检测,攀钢锌铝镁镀层产品的涂装性能良好。同时,攀钢锌铝镁镀层产品还在多条彩涂线上进行了工业试验,彩涂产品的T弯、冲击、色差等性能均达到标准要求,质量和性能稳定。
3 关键工艺及控制探讨
攀钢低铝型锌铝镁镀层产品开发初期,产品表面频繁出现条锌、锌流纹、马蹄印等缺陷,影响产品质量。上述缺陷主要与镀液中镁元素易氧化特性相关,带钢表面镀液氧化后流动性下降,导致产生上述镀层缺陷。为解决上述镀层缺陷,攀钢对清洗、带钢入锌锅温度、镀液成分、镀液温度和气刀参数等关键工艺进行了研究和优化。
3.1 清洗工艺
对于合金镀层钢板而言,钢板入锌锅前的表面清洁度问题不仅影响着镀层附着性,还可能产生表面质量问题,如漏镀、锌粒、锌疤等。锌铝镁镀层钢板的生产更因镀液中含镁对板面清洁度有更严格的要求。攀钢2号热镀锌机组采用“浸泡+刷洗+电解脱脂等”多级复合式清洗工艺,在锌铝镁镀层钢板的生产中对清洗剂浓度和清洗温度进行了优化,提高了清洗效率,使清洗后表面残余物小于15 mg/m2。保证带钢以清洁的状态进入退火炉和锌锅,防止出现锌层附着力和条锌等表面质量不佳等问题。
3.2 镀液成分、锌锅温度及带钢入锅温度
攀钢热镀产品主要定位于家电产品,低铝型锌铝镁镀层产品不仅具有优良的耐蚀性、涂装性和焊接性,同时镁元素还起到细化晶粒并减薄合金层厚度的作用,有利于提高镀层加工成型性能,是家电板最佳的升级换代产品。因此,攀钢锌铝镁镀层采用铝含量1%~3%,镁含量1%~2%为主要元素的镀液配方。
锌锅工作温度通常比合金熔点温度高50 ℃左右,锌锅温度过高,容易造成炉鼻子内锌灰量增加,产生漏镀、条锌等缺陷,同时还会使合金镀层变厚导致其加工性能下降;锌锅温度过低,会影响镀液流动性,导致镀锌不良而产生锌流纹、马蹄印等缺陷。锌铝镁镀层实际生产中为解决镁氧化后镀液流动性不足问题,宜将锌锅温度控制在430~440 ℃。
适当提高带钢的入锌锅温度有利于Al - Fe中间层形成,抑制脆性合金层厚度[8],提高镀层加工性能;同时还可维持镀液温度和流动性,提高产品产量,降低锌锅感应器功率,节约成本等。因此,根据带钢厚度不同选择入锌锅温度高于镀液温度10~30 ℃。
3.3 气刀控制
气刀是镀层重量和表面质量的重要控制环节。气刀喷吹的气体起着刮锌和均匀镀层的作用,但同时不可避免地对镀液起着氧化和冷却作用,从而使镀液黏度增大,流动性降低,导致锌流纹、马蹄印等镀层缺陷。锌铝镁镀层生产中采取减小气刀唇隙和距离、降低气刀高度、提高机组速度、采用氮气气源等措施,都有利于减小气刀吹气量和镀液氧化,提升产品质量。
4 结 论
(1)通过合理控制清洗工艺、带钢入锌锅温度、锌锅温度、镀液成分、气刀等工艺,攀钢成功开发出表面质量良好的锌铝镁镀层产品,并在家电制造和彩涂中得到成功应用。
(2)中性盐雾对比试验结果表明,攀钢生产的低铝锌铝镁镀层产品耐腐蚀性能远高于普通热镀锌产品。锌铝镁产品的开发对于提高钢板耐腐蚀性能具有重要意义。
(3)锌铝镁镀层钢板生产的难点在于表面易产生条锌、锌流纹、马蹄印等缺陷,通过提高清洗效率、优化带钢入锌锅温度、锌锅温度和减少气刀对镀液的氧化和冷却,有利于提升产品表面质量。
