重型货车用长寿命轻量化蠕墨铸铁制动鼓的研究
2022-12-03余豫栋
余豫栋
广西玉柴机器配件制造有限公司 广西玉林 537005
鼓式制动系统因其结构简单、造价便宜和制动功率大等优点,长期以来都是重型货车上使用最广泛的制动系统。随着我国国民经济的高速发展,国内交通运输业面临着持续提高运输效率的挑战。在兼顾制造成本的前提下,市场对商用重型货车平均运营时速、运营里程及运营区域不断提出新的要求。但是,鼓式制动系统存在散热能力较差的缺点,特别是在山区工况下,客户给鼓式制动系统私自加装淋水器,更是加速鼓式制动器中制动鼓零件在“三包”期内提前损坏,给重型货车生产企业造成异常的质量赔付。
某重型货车主机厂装配457驱动桥的灰铸铁材质制动鼓,在西南区域山区工况环境下(客户普遍私装淋水器),“三包”赔付率达40%,主机厂尝试过多种技术方案都无法解决问题,急需研究产品失效原理,并在不大幅提高车辆制造成本的基础上,找到解决方案。
制动鼓失效原因分析
主机厂目前在457驱动桥上配套使用HT250材质的制动鼓,零件主要工作区域壁厚20mm,质量58.15kg,现行“三包”政策保修6个月。西南山区工况下,客户普遍给制动系统加装淋水器和“刹车王”,制动鼓零件使用中产生制动异响或制动力不足后,车主将车辆开至服务站要求检修,并对检查有故障的制动鼓进行更换。对683个故障制动鼓进行分析,使用寿命均小于4个月,行驶里程0.8万~2.7万km。具体失效原因见表1。
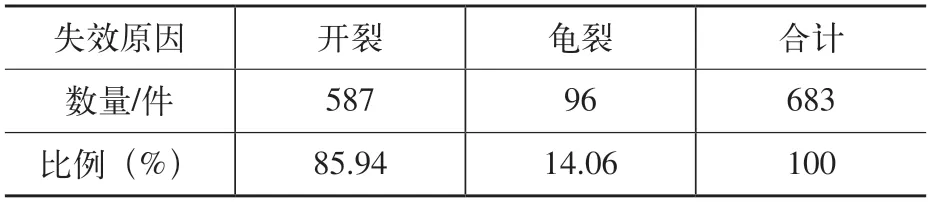
表1 制动鼓失效原因分析
车辆在制动瞬间,工作部位承受压力和摩擦力,零件总体承受拉力。制动时,车辆动能转化成热能,其中90%的热能由制动鼓吸收。重载车辆在山区长时间制动过程中,制动鼓温度可以升至700℃,局部温度可达900℃,达到铸铁的相变温度。同时,客户在刹车同时给制动系统淋水,导致制动鼓内、外表面温差极大,致使制动鼓处于严重的热疲劳状态。铸件材料在不同温度下的膨胀系数有明显差异,制动鼓内外表面温差产生严重的膨胀应力。客户改装刹车气压,也使得制动鼓长期处于高应力状态,以上多重因素叠加,造成制动鼓在三包期内异常故障的情况。
新型蠕墨铸铁制动鼓设计
1.重型货车用制动鼓功能及材质的要求
1)材料要求有良好的摩擦系数及耐磨性能,满足制动系统的制动需求。
2)材料要求有良好导热性能和热疲劳性能,能将制动产生的热量及时传导出去,尽可能减小零件各处温度的差异,并减小热膨胀差。良好的热疲劳性能,才能抑制反复制动时制动鼓反复加热、冷却所带来的热疲劳损伤。
3)制动鼓结构及材料有足够的高温机械强度,承受重型货车刹车时强烈的机械冲击。材料的高温机械强度越好,制动鼓的壁厚可以越薄,越能减少热传导带来的热力梯度,减小材料在不同温度下热膨胀系数差异带来的应力。
2.制动鼓结构及材料分析及选择
(1)结构选择 重型货车上常用的制动鼓结构有单金属鼓和双金属复合鼓。双金属复合鼓使用钢材等高强度高延伸率材料做外壳,内部使用灰铸铁等材料作为摩擦材料,虽然能解决制动鼓破裂失效的故障,但是在实际使用中,双金属复合鼓存在制动变形大和制动力不足的情况。同时,双金属复合鼓的制造工艺相对复杂,提高制造成本。相对来说,单金属鼓是合适的选择。
(2)材料选择 根据调查,国内重型货车在鼓式制动器上,普遍使用灰铸铁HT200、HT250材质的单金属鼓;少数主机厂开展过蠕墨铸铁单金属鼓的应用验证,但是没有广泛推广;也有制动鼓生产厂家试验过球墨铸铁制动鼓,但是最终没有取得效果。
从材料性能角度考虑,蠕墨铸铁材料是最适合单金属制动鼓的材料。在车辆连续制动下,制动鼓零件急剧升温,灰铸铁材料的高温力学性能极差(见表2)。蠕墨铸铁摩擦系数优于灰铸铁和球墨铸铁,磨损率略高于球墨铸铁,远优于灰铸铁,蠕墨铸铁的耐磨性是灰铸铁的3倍以上(见表3)。蠕墨铸铁在关键的热疲劳性能上,略优于球墨铸铁,远优于灰铸铁(3倍以上)。蠕墨铸铁导热率略低于灰铸铁,远高于球墨铸铁(见表4),虽然蠕墨铸铁导热率略低于灰铸铁,但是蠕墨铸铁可以根据自身材料强度高的优点,可以减薄零件壁厚,最终蠕墨铸铁制动鼓的散热能力优于灰铸铁制动鼓。

表2 铸铁高温性能

表3 铸铁的磨损率及摩擦系数
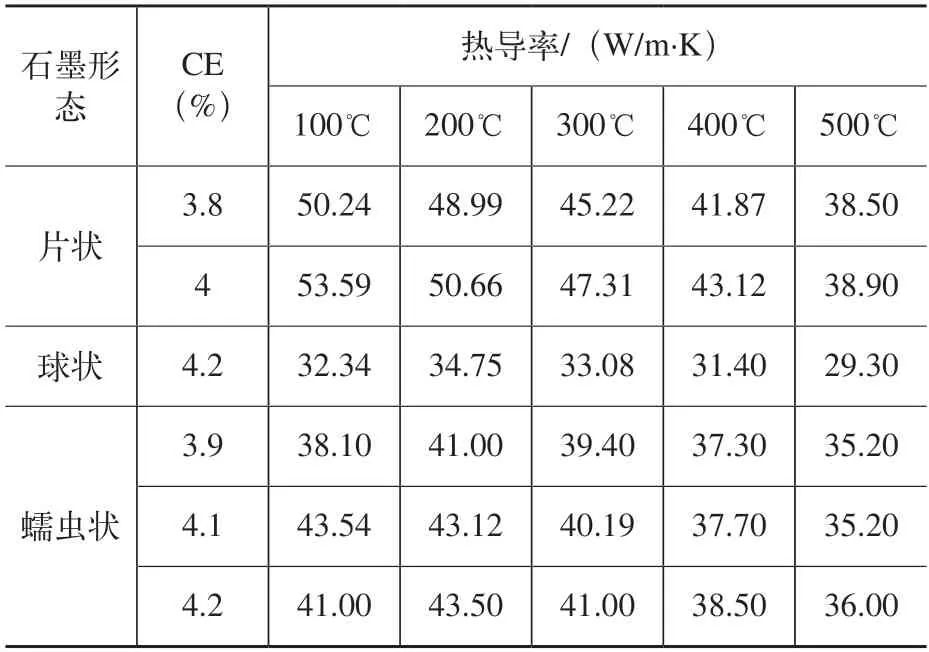
表4 铸铁在各温度下热导率

表5 铸铁的磨损率及摩擦系数
从表5可知,当蠕墨铸铁蠕化率≥50%的耐热疲劳性能明显优于蠕化率≥80%.。适中的蠕化率也利于产品批产时的质量控制。
制动鼓结构设计及分析计算
1.结构设计
选用RuT450材质(蠕化率50%)对原制动鼓产品结构进行轻量化设计,各部分壁厚优化数据见表6,优化部位如图1所示。

表6 制动鼓的结构优化减重

图1 制动鼓优化减重示意
2.CAE分析计算
根据制动鼓仅考虑力、综合工况、刚度工况进行建模,从计算结果看(见表7),材料和结构改进后的RuT450制动鼓先对比原来HT250制动鼓,质量减轻14.2kg,轻量化率提升24.27%。综合工况下安全系数从1.3提升至1.6,提高23.08%,刚度位移基本保持不变。
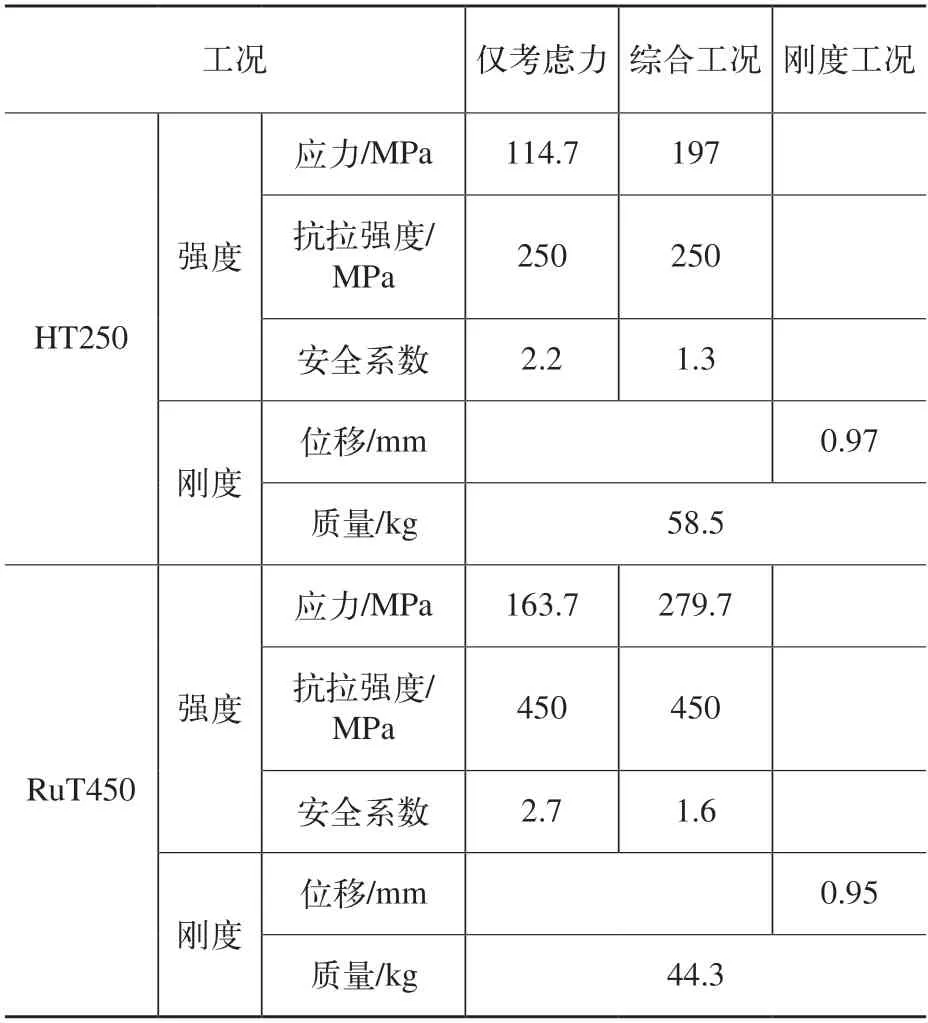
表7 制动鼓有限元分析及减重结果
蠕墨铸铁制动鼓制造
改进型制动鼓产品使用铁型覆砂工艺进行铸坯。铁型覆砂工艺可以改善铸件浇筑时的冷却条件,使铸件材料更致密,减少疏松等缺陷产生。铁水采用电路单炉熔炼,原铁水C含量3.85%~4.1%,Si含量2.3%~2.7%,S含量<0.02%,Cu含量0.3%~0.5%,Mn含量0.3%~0.5%,Cr含量<0.1%,P含量<0.05%,Sn含量0.02%~0.035%。蠕化处理采用常用的冲入法,采用进口蠕化剂和国产稀土蠕化剂混合装包蠕化,蠕化剂加入量根据铁水S含量在0.25%~0.4%进行调整,蠕化处理温度在1490~1530℃。从蠕化开始到浇注结束控制在8min完成,每包铁水浇注6箱,浇注结束后15~25min开箱。对产品本体样件解剖和加工验证,内部超声波检验,均未发现明显铸造缺陷。多件毛坯本体及试块进行检验,材料力学性能及金相满足设计要求(见表8)。

表8 制动鼓本体、试验性能检验结果
蠕墨铸铁制动鼓验证
1.台架试验
邀请第三方检测单位,参照《QC/T 239—2015商用车辆行车制动器技术要求及台架试验方法》及《QC/T 316—2017汽车行车制动器疲劳强度台架试验方法》标准,对优化后的蠕墨铸铁制动鼓进行刚性、制动性、磨损及疲劳试验,结果满足国家标准要求。
2.场地试验
联合重型货车主机厂,参照《GB12676—2014商用车辆和挂车制动系统技术要求及试验方法》,对原车配套的灰铸铁制动鼓及优化后蠕墨铸铁制动鼓进行场地试验,结果满足标准要求。其中制动总效果由原来的78.5%提升至89.3%(提高13.77%),提升明显,在侧滑性能与制动稳定性方面也有改善。
3.小批投放市场验证
完成台架及差点试验后,在西南山区小批投放市场80件轻量化蠕墨铸铁制动鼓零件,并在6个月后进行回访,收集到63件产品的有效售后信息(见表9)。63件产品中,最长行驶里程8.8万km,最短行驶里程5.7万km,无一开裂失效。
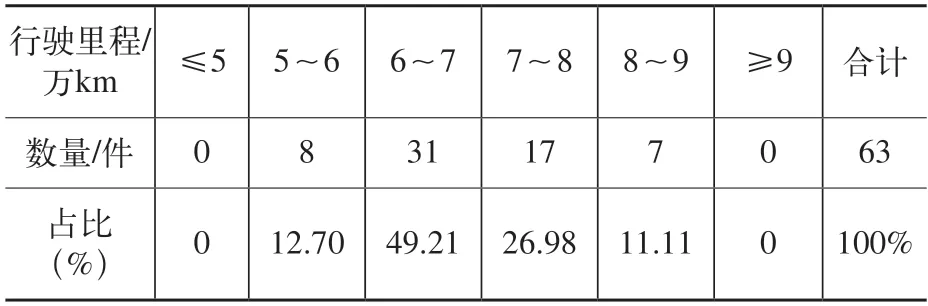
表9 制动鼓售后里程统计
对行驶里程超过8万km的7件制动鼓进行拆检,7件制动鼓摩擦面均产生明显的龟裂,并有4件制动鼓,因制动蹄和刹车片的原因,产生长度不等异常磨损痕。将龟裂纹最深的1件制动鼓返厂进行解剖检测(见图2),龟裂纹深度约0.6mm,异常磨损痕迹深度1.2mm。

图2 售后制动鼓磨损照片(≥8万km)
结语
检查结果证明,重型货车用鼓式制动器在山区频繁制动,并使用淋水器的工况下产生足以引起铸铁相变的高温,而蠕墨铸铁制动鼓凭借自身优良的抗热疲劳性能和导热性能,能有效延缓裂纹产生及裂纹产生后的扩展,有效解决了重型货车用制动鼓在西南山区三包故障率异常问题。选择合理的蠕化率,既能满足耐磨性要求,又能利于铸件批量生产的质量控制和成本控制。同时,零件结构采取轻量化设计,既能实现整车减重,又能有效控制蠕墨铸铁总体制造成本,达到主机厂与客户的双赢。

