汽车钣金零部件下料机械手爪的模块化设计方法研究
2022-12-02庾鹏
庾 鹏
(马鞍山理工学校,安徽 马鞍山 243000)
0 引言
随着中国冲压技术发展,冲压系统在机械加工制造中比重不断发展。伴随着冲压市场的发展,冲压工人生产工艺还在随时变化。随着生产工艺的智能化加强,传统的人工进给方法已经在速率和精密度方面出现了明显的落后,全自动进给构造慢慢替代了传统人工进给。现阶段,完成生产经营活动不再期待很多人力资本,传统的依靠劳动力增加生产的时代已经过去,已经逐渐转变成为了技术生产。在未来的冲压工艺的发展中,将会由先进的自动化技术冲压占据主要地位。
冲压生产线虽然仅仅占不到全工艺制造的%10,但是这条工艺线仍然是企业制造的核心生产线之一,90%之上时间也用以装卸搬运原料、搬运工、等候供货。因而,企业的设计师一般依据原料生产线的原料供货步骤开展设备自动化改造,并实现高效率的原料供货生产线效率和生产效率。在服务机器人和环境互动最后的一环,积极鉴别工作环境数据的是感应器,是最后实行,其方案设计立即取决于工业机械手工作特点。文中依据车辆钣金零件生产线的实际需要,对于日常光纤激光切割的具体每日任务,在分析夹装总体目标的前提下,研发了工业机械手持终端机,实现了生产线上不一样工件光纤激光切割,并且通过实验验证了其可靠性。
1 自动化冲压生产线的对比
1.1 传统冲压生产线
在传统冲压生产线中,工件转动工艺的实现主要是依靠于机械臂组装,对机械臂实现动力控制的是冲压机,通过几台单功效机械压力机来完成生产加工工位的控制。这类装卸搬运方式是设备和人工结合的,是半自动化生产流水线。目前我国绝大多数冲压公司也是通过这类方式完成制造的,这是一种比较传统机器生产方式。
1.2 柔性自动化送料
在多工位的运送工艺和机器人的系统中间,设置有柔性的自动化送料装置,该送料装置简单、方便、高效率。此外,该系统不可以用以同一批号、同一生产加工方式的生产线里的多种产品、少许新产品的生产制造。
1.3 多自由度送料机器人
穿梭式作为目前工艺上比较常用的生产线,中国的工艺生产也多数是采用该种自动输送系统软件。这类方式可靠性技术高,但选购机器人成本也很高,价格比较贵稍等,所以只好用以大中型冲压领域。
1.4 快速送料机械手
在目前的生产线中,多数的冲压公司都开始逐渐在实际生产中应用快速送料机械手,该送料方式不仅有比较广阔的使用范围,而且其实际的工作效率也相对较高,合乎我国具体创新需要。可是,这种机器人多从海外买到的,价格比较贵,维护保养不便。
设备能够快速拆卸,但滚轮上固定支架,会影响到在使用过程中的设备安全可靠性。为了保证机械装置力学结构平衡,可以选择在目标物件上寻找合适的重心点,以便于进行工件抓取。
2 抓取方案研究
2.1 抓取工件分析
通过图1可以看到,在当下的车辆钣金零件生产过程中,主要有三种不同的工件。目标工件的不同,所需要的抓取机械爪的样式也会有所不同,当下的设计目标主要是根据自动给料的需求,进行全面的设计,不仅要能够确保在工作过程中的给料平稳,还要保证能够准确地抓取三种工件。
剖析三种工件的表面倾斜度,得到工件1有两种比较大的类似平面,可作为夹持平面。2工件有平整度好、可作为夹持平面的两大区域,3工件表面繁杂,折射率差异大,但一些一部分表面平整度好,可作为夹持平面。表1为工件规格。
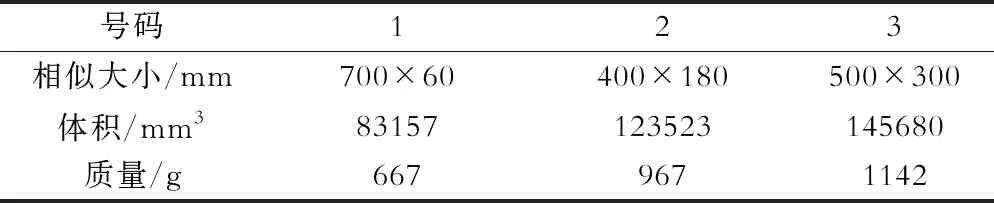
表1 工件规格
2.2 抓取方案
根据对三种工件的对比分析,不难发现工件的形态有很大的不同。怎样用设备手指甲把握住这三种工件,是手指甲设计里最大的难题。分析表明,三种工件有许多相同点。是薄板构造的钣金零件。有可作为工件品质更较轻夹持平面图所使用的平面图。依据那些特点,确定应用磁性吸咐夹持3种工件。除此之外,机械手还担任了多种功能,一是在走刀的工艺流程中,需要对工件实行抓取,二是在到达料盒部位时,停止对工件的抓取并释放,因此,目前的工艺流程中,通常都是选择电磁感应卡盘来作为机械手执行。此外,因为电磁感应卡盘与工件的接触是面接触,因而工件的品质较轻。为了能让机械手的框架剪力墙更为简约,有益于工件的分割实际操作,文中在夹持方式上选用二点夹持方法。但是由于智能机器人声卡机架上2个抓取点间的距离有固定的,因此主要的难点便是如何精确找出抓取点。
首先是需要对目标抓取工件进行一个抓取中心点的确定,这样有助于在抓取过程中实现力学平衡,从而能够精确地实现抓取工作,保证生产的安全性。
3 机械手爪结构设计
根据对抓住物件的解读,本文是选用模块化观念制定了机械手爪的构造(按照图2)。制定的机械手爪一般包含四个模块,分别是抓取的位置调整、抓取过后的反馈、抓手抓取和真空模块。
3.1 抓取单元模块
目前的工艺中所采用的都是金属制造的工装夹具,因此电磁感应液压卡盘和工装夹具和工件一起产生作用。通常在实际生产中,会在吸附设备上增强了真空吸附设备,从而能够保证工件的夹紧,提升了夹紧模块控制模块对工件的吸附力,能够摆脱工装夹具。夹紧模块控制模块由电磁吸盘、真空吸盘和接近开关组成。如下图3所显示。
为了方便真空吸盘和电磁吸盘的相互融合,电磁吸盘设计成中空结构,其中真空吸嘴的孔径D为15mm,同轴线安装于电磁阀的空心一部分,真空吸嘴的最高面比电磁阀的下表面低2mm。真空吸嘴在轴往上具备弹簧结构,与工件触碰时更密切触碰工件表面,保证真空吸附垫的吸附品质。真空吸附力F在真空压力为80kPa时,测算如下所示。
因而,根据上面的公式计算,理论上每一个单元模块能够为系统贡献84N,而在实际工艺流程中使用了两个单元模块,故总贡献为168N,但工件最大的净重为11N上下,安全性能比较高。接近开关坐落于电磁铁吸盘外圆上,开关的作用主要是当目标的工件触发到开关时,会向外传递出一个反馈,从而造成上拉电阻;当夹持单元模块离去工件时,会带来低电频。
3.2 手爪框架模块
作为机械手的主体工程,手执架构模块带来了2组手执模块的机械安装端口和电连接端口,来作为机械抓手的前端安装位置,并根据后续的设计计划方案,确定出抓取单元模块的插口距离。
3.3 姿态微调模块
因为各产品工件挑选的两个夹持平面图存有细微的角度差,为了能让夹持模块模块更好地线性拟合夹持平面图v,必须在夹持模块模块中加入姿势调整模块。姿势调整模块选用径向关节轴承,其两侧装到滚子轴承内,根据滚子轴承固定不动手中的架构模块上,夹持模块模块根据精准定位螺帽固定于径向轴承的内孔上。剖析结果显示,选定的三组夹持平面图较大交角为10,径向关节轴承拐角可以达到12之上,足够达到目前夹持规定。为了保证夹持的稳定,提升径向关节轴承旋转阻尼,可以选择将阻尼润滑油脂涂抹在滚动轴承上。阻尼脂具备出色的润湿性、可靠性、机械稳定性、出色的缓冲、缓冲、防潮、减震特性。
3.4 抓取反馈模块
在实际的模块设计中,一般是选用传感器和信号处理器来共同组成反馈模块,其工作原理是当工件被加紧时,当装置车床卡盘贴近工件做到一定距离时,传感器会向外发送高电平信号,从而使得信号处理模块能够得到触发信号,进一步的触发继电器和电磁阀的工作。并给予一定的夹持力,以此来实现工件的夹持。此外,根据把握住反馈模块,可以随时监控工件原材料的投入整个过程,精确的抓取反馈后面情况及工件有没有被正常的夹持运动;工件是不是爆出;工件放置是否成功。
3.5 真空模块
该模块是由继电器、真空发生器和空气过滤网所组成,可以借助工厂内空气动力装置,为真空吸吊机的正常运转给予工作环境。
4 机械方案的设计
机械臂的机械系统主要包含:最先,主体工程由铝板和铝合金型材做成;次之,在铝板上组装30个真空卡盘,在不同真空卡盘上设定控制电路,吸咐产品工件尺寸,完成工作上真空卡盘的数量调整;第三,x轴传动系统为皮带传动,主要是由左右二级构成,由直线滑轨正确引导,伺服电机驱动。y轴推动为丝杠驱动,螺帽固定不动,丝杠逐渐挪动,设计方案行程安排500mm,压力机下料期为4s,下料时间紧迫。在规划环节中,必须符合机械臂在4s内从压力机外界进到吸咐部位,将产品工件传至压力机的需求。
5 末端执行模块的设计
一般工业机械手的尾端执行器依据夹紧基本原理可以分为夹紧法和吸附式。文中制定了一种适用于板才全自动上料的机械手。因为板材样子为平面图直板横打,十分不益于夹紧式机器人尾端机械手。吸附式机械手的特征能够满足大中型平面图一个物体必须,金属片的平面图直板横打样子能够满足这类需求。因而,本文在研究过程中,主要是选用吸附式机械手来作为机械手的末端执行器。目前在实际应用中,吸附式末端执行器主要是有两种不同的吸附原理,一种是利用气体吸附法,二是利用磁石进行吸附。
第一种气体吸附型末端执行器。工业上通常用该种吸附式末端执行器作为一种夹紧物件的机械装置,该装置一般是由进排放系统、吸盘支架和强力吸盘来组成。其工作的原理主要是利用气压差来实现工件的吸附。进气口方便使用,重量较轻,无空气污染,机械设备结构紧凑。因为气侧吸末端执行器适合于非金属材质,对被吸工件预订运输的位置偏差没有要求,但要求被吸原材料整平光洁,被吸工件无漏汽、孔眼。
第二种磁性吸附式末端执行器。在实际工业作业中,磁吸末端执行器所吸物质的量不损伤,磁吸模块总面积具备很大诱惑力。但是和呼吸式对比,磁吸式尾端执行器对吸附工件的外表粗糙度、埋孔和槽无特别要求,好于呼吸式尾端执行器。可是,有一些磁性机械手在吸引的工件被电磁阀吸附后也会产生磁损,吸附头里的磁性碎渣会影响到机械手正常的姿势等。此外,温度是723之上时,铁、磁等成分并没有磁性,高温环境不能得到磁吸吸引力。根据气体吸附和磁性强力吸盘优缺点与实际工作性质,磁性吸附下手是本课题研究中机械手的控制技术手段。尾端执行器的构造。
6 手爪结构的设计
6.1 抓取单元模块
因为工装夹具由金属材料做成,硬盘和工件在功效中与工装夹具相互影响。为了保证夹持的稳定性,在电磁感应吸咐上增加海绵吸盘设备,会获得夹持模块对工件的吸附力,使与卡具分离出来。夹持模块控制模块主要包含接近传感器、真空吸盘和电磁铁吸盘。为了能合理融合真空吸盘和电磁铁吸盘,电磁铁吸盘选用中空总体设计,直径32mm,公称直径16mm,吸附力80N。真空吸嘴的孔径为15mm,安装于电磁阀的空心一部分,与轴一样,真空吸嘴的最高面比电磁阀的下表面低2mm。真空吸盘径向有弹簧结构,在和工件触碰的过程当中,会和其发生紧密的表面接触,从而使吸附的效果能够达到使用标准。当真空压力为80kPa时,真空泵吸附力为14N,因而将一个夹持模块控制模块吸附力设成94N,主要是由2个夹持模块所组成的手臂构造的总吸附力为188N,工件最大的净重为11N,具有很高的安全性率。接近传感器坐落于电磁感应液压卡盘的外围,接近传感器的重要的作用是认知工件的出现从而形成意见反馈。
6.2 手爪框架模块
手架模块为机械臂的主体工程,具备2组夹持模块机,各自作为电气接口及安装插口。除此之外,机械臂前面具备机械安装构造,完成了抓取点对方案的挑选。夹持模块的插口跨距设为180mm。
6.3 姿态微调模块
因为不一样工件上2个夹持平面图间的角度差比较小,为了把夹持模块与夹持平面图融合,还需要增加工件的位置调整模块,即通过加入径向的关节轴承来实现工件的姿态调整,安装于滚子轴承内,根据滚子轴承固定于手托模块内。夹持模块根据精准定位螺帽固定于径向轴承内圆上,根据45号钢里外圈的相对性转动来调节视角。分析表明,所选用的三组夹持平面图较大交角为10,径向关节轴承拐角超过12,能够满足夹持规定。为了保证握柄的稳定,径向关节轴承在转动的时候会遭受阻尼,滚动轴承上有涂阻尼润滑油脂。
6.4 抓取反馈模块
在实际的模块设计中,一般是选用传感器和信号处理器来共同组成反馈模块,在实际的工作过程中,当设备的车床卡盘贴近目标件时,传感器会向外发出高电平信号,让信号处理器得到工作信号,进而把握住工件。
7 总结
文中定制的机械爪已用于某公司防撬门钣金生产物流线上,可以根据客户规定完成迅速安装,也可以实现不一样规格型号钣金加工厂机器人开发配置。除此之外,文中定制的机械臂稳定性高,能够实现汽车钣金零件生产过程中三种工件的激光切割工作中。以上模块化方案设计和零件坠落工装夹具在汽车钣金里的运用,能够为对应的工业化生产提供支持。