影响铁路货车车钩检修质量的原因及改进措施
2022-11-29张立孙文科王英杰
张立,孙文科,王英杰
(中铁十六局集团铁运工程有限公司,河北 保定 074000)
0 引言
随着我国铁路运输速度的提高和荷载的增大,在铁路运输中车钩的故障时有发生,给铁路运输安全造成了不利影响。货车车钩的检修质量问题种类较多,其成因也多种多样,因此有必要针对这些检修质量问题进行分析,并采取合理的应对措施。
1 铁路货车车钩结构
现阶段,我国铁路货车使用的两大系列车钩为13型和17型[1]。其中,13型主要应用于铁路货运。火车连接缓冲器是将两节车厢连接在一起的机械零件,它能够牵引车厢前进和后退,还能够缓和车厢在行进过程中的冲击力,是火车车厢能够保持平稳运行的重要部件。
火车连接缓冲器由5部分组成:车钩、缓冲器、钩尾框、从板、钩尾销[2]。连接缓冲器的安装就是将这5部分零部件依次连接在一起。但有时可以取消从板,直接用钩尾销代替。我国铁路车辆在车厢连接处安装缓冲器必须具备可靠性、安全性及互换性。在车厢缓冲器安装后的空车状态下,根据行业标准规定,车钩缓冲器的中心高度为(88±1)cm,两节相邻车厢的中心高度差应小于7.5cm。
车钩缓冲器的车钩由头、身、尾3个分部组成[3]。其中,位于车钩最前端的粗大部分统称为车钩头,钩头又由钩舌和销组成,通过它们实现防跳和锁止。位于火车车钩后的铸态组织为钩尾,在钩尾上开垂直于水平面的锁口,通过锁口与车身框架进行连接。通过3部分构成的车钩能够实现3种状态:闭合状态、开锁状态和全开状态。
(1)闭合状态,两节车厢连接可实现拖拽。车厢连接在一起时,车钩的钩舌紧密连接,这种状态称为闭合状态。闭合状态下被连接的车厢才具备牵引能力。其中,钩舌位于钩座的最底部,钩座内部的腔壁能够使对位的钩舌固定、不能转动,从而实现闭合,使两节车厢有效连接在一起。
(2)开锁状态,钩锁已缓慢提升且钩舌还未进入开启状态。若要分开相邻近两节车厢的连接状态,务必使一个车钩处于开启状态。对两节车厢进行分离操作时,扳动钩提杆,钩锁锁杆就由下而上带动下锁销,首先使其凹台转出挡棱,然后顶钩锁铁向上,离开原来挡在钩尾的位置,使钩舌能够移动,从而开启车钩。
(3)全开状态。将锁钩提升至上限,此时锁钩的上部形成了以接触面为支点的转动结构,车钩的腔壁带动钩舌围绕其中心轴进行转动,如此其呈现出全开状态,为两节车厢实现连接做好准备。
车钩的3种状态如图1所示。
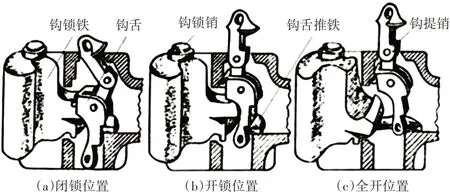
图1 车钩三种状态
2 影响铁路货车车钩检修质量的原因
(1)车厢车钩未及时保养维修。车厢车钩必须定期保养维修,才能保证其使用安全性。现阶段,车钩经过钢刷进行手工维护保养,这种方法不能根除经雨水锈蚀的车钩铁锈。铁锈清除不彻底会影响后续外观检查和超声波检查,无法及时发现内在裂纹,从而给火车运营增加了隐患。
(2)车厢车钩交界处的防跳台是易磨损部位,如果磨损严重,会导致锁铁竖直方向的变化量增大,从而影响火车运行过程中的稳定性,列车往往会出现震动开锁的危险。防跳台修补技术相对落后,检修人员通常采用堆焊方式进行恢复,堆焊后用砂轮打磨修复。这种方式很难实现尺寸复原,无法达到原型的高匹配度,从而带来非常严重的安全隐患。
(3)车厢车钩在运行过程中会发生碰撞变形的情况,最多出现的是上扬和下坠。对这类问题进行检修保养时,很难达到满意的效果,而且无法实现正常的车厢对接。为此,通常会切除车钩钩舌的下牵引凸缘,这样可以解决连接问题,但是会增加火车运行过程中的安全隐患。
(4)车钩钩舌内部的金属磨损,修补时往往采用人工进行埋弧焊等方式。人为进行焊接修补存在很大的隐患,例如:实际操作过程中的手法、焊材的选择及电焊机参数的调整等都会影响修补质量。
(5)车钩检修后,应该检验修补后车钩表面的粗糙度,这样可以保证后期检验工序的顺利开展。但是现阶段尚未要求检修后的车钩表面粗糙度达到何种标准,因此加大了车钩检修的难度。
3 货车车钩检修中的误区及其对车辆连挂可靠性的影响
3.1 钩舌尾部与钩锁铁间横向间隙处于检修盲区
现阶段,13型铁路货车的车钩安装标准为:锁舌和内壁的横截面间隙不超过6.5mm,如果横截面间隙小于3.5mm,会影响车钩3种状态的变换;如果横截面间隙大于6.5mm,会在火车运行过程中产生强烈的震动,震动会导致锁销与防跳台分离,从而导致开锁。而且间隙太大会导致两节车厢的车钩发生强烈碰撞,冲击力过大会使其发生断裂,增加运行风险,从而影响火车货厢的可靠连接。同时,长时间处于撞击状态,可能会使车钩间隙不断增大,影响行车安全。
车钩的横截面间隙变化是以下3个间距的改变导致的:一是车钩内壁与车钩尾的间距;二是车钩钩锁的接触面与被接触面的间距;三是车钩内腔与锁铁的间距。这3个间距共同影响车钩横截面的间距变化,其中一个发生改变,会导致车钩横截面间距超出标准规定范围。造成间距改变的原因主要有:
(1)车钩及其零部件在生产制造过程中存在较大的尺寸问题,制造公差超过国家标准范围。如果车钩生产商为不同的厂家,发生公差超标情况的概率更大。
(2)车钩检修人员在维修后没有将其恢复到标准尺寸,钩舌和锁铁均没有恢复原型。
(3)钩舌锁面、锁铁未恢复原型导致车钩横截面间隙变大。
因此,在车钩及零部件检修过程中,必须严格规范操作,保证车钩横截面间隙控制在标准范围内,以保证货车车厢安稳运行。同时,采购车钩及零部件时要严格把控质量,对车钩参数进行校验,如遇不合格产品,必须返厂维修或者退货,防止不合格的车钩应用在铁路货车上。同时,后期维修保养过程中,车钩经过维修恢复后,同样要经过严苛的质量检验才能用于火车连接。横向间隙需要使用专业工具检测,编制完善的检修操作指导手册。
3.2 现行的车钩检修工艺标准中对车钩的纵向间隙未作规定
车钩的纵向间距是指当列车处于动力牵引时,牵引一方的车钩凸缘与另一端钩舌之间的距离。在火车车厢前进过程中,两节车厢必须依靠牵引凸缘进行牵引,如果是减速状态下,需要用双方钩舌来承受冲击力,此时的纵向间距为0,当处于牵引状态下,车钩的纵向间距达到最大值。因此,要想保证两节火车车厢连接的可靠性,需要合理设计纵向间隙。
(1)火车运行过程中车钩的受力影响其安全性,因此,必须合理分配车钩纵向间距,这样才能使车钩各个部位均衡受力,避免车钩断裂。
(2)合理的纵向间距可以避免车钩在运行中遇到强烈的冲击和拖拽。过大的间距容易使车钩的防跳台作用失效,锁销容易脱出。因此,合理的纵向间距需要通过各种检修手段来实现。同时,在车钩测试使用阶段增加对纵向间距的检测,可以确定车钩在拖拽和推压状态下是否有合理的间距。钩舌需要保持水平,因此可以在钩耳处焊接加厚垫,使钩销垂直,这样便于调整钩耳与钩舌的间距。如果车钩处于闭合状态,还要检测钩舌与钩腕的间距是否不超过13cm,以保证受力均衡。
3.3 片面追求磨耗部位尺寸,破坏了零件原有的外形轮廓
检修人员在检修时缺少维修专用辅具,不能完全恢复零件的原有尺寸,还对外形尺寸造成了破坏。车床加工是检修车钩的主要方法,因为锁铁的侵入量不能小于45mm,所以,检修操作工人为了方便加工,将钩舌锁面加工出一条棱,这样能够满足侵入量的要求,但是加工的棱会影响车钩整体性能,降低车钩连接的可靠性。因为过渡面外形轮廓发生改变,所以钩舌与锁铁的配合也受到不同程度的影响。因此,需要制定车床加工检修规范,以恢复车钩原有轮廓尺寸。
车床加工规范制度包括以下内容:(1)检修操作时,应采用机械加工和手工打磨相结合的方式,根据车钩的具体情况选择加工方法,无法使用机械加工时,需要采用手工打磨的方式恢复原有轮廓外形;(2)加工维修不仅要确保加工质量,还要分析后期装配时的公差问题,外形轮廓尺寸与所有配件装配得当才能保证其连接可靠性。
3.4 采用堆焊钩锁承台的方法修复防跳间隙造成严重后果
用堆焊方法修复防跳台间距会产生两种严重后果:一是锁铁的侵入量降低,促使锁铁重心发生改变,导致锁舌不能在正确位置上,最终导致锁铁倾斜;二是锁铁容易发生上下跳动的情况,防跳台功能完全失效,直接导致火车车厢车钩连接安全性大幅下降。
在进行车钩三态试验时,应通过以下措施保证防跳间隙的合理性:(1)如果测量发现防跳间距超出标准时,禁止采用手工堆焊;(2)通过重新选配钩舌、锁铁及上锁销杆的方法来保证防跳间隙;(3)检查锁铁是否处于正位状态、防跳间距是否符合要求。
4 铁路货车车钩检修质量改进措施
(1)选择高强度的车钩铸造材料,例如高级别的钢材。火车车厢载重能力和提速能力都与车钩最大承受强度有关。通过计算机模拟分析软件进行车钩强度设计,能够延长车钩使用寿命,避免车钩疲劳断裂。
车钩的生产工艺主要是铸造,改进铸造工艺也能大幅提升车钩强度,避免铸造气孔等缺陷产生,有效提升车钩强度。采用精密铸造的方法可以改善车钩表面粗糙度,满足外形轮廓要求。
(2)采用抛丸机进行除锈能够在不改变轮廓的情况下彻底清除铁锈。车钩表面清洁度提升,更容易发现潜在裂纹。相对于手工砂轮打磨,抛丸工作量更小,效率非常高。
(3)增加磁粉探伤工序。磁粉检测常应用于核电、军工、航空零部件行业,在火车零部件行业也可以应用,能够提升零件质量,在发现细微缺陷方面发挥了非常关键的作用。
(4)制作专用的设备进行钩舌精密加工,消除人为因素导致的缺陷,精准控制钩舌焊后相应的机加工尺寸。制定行业标准,将铁路货车车钩检修工序规范化,多点位检查检修后质量。车钩在使用期内发生变形,可以制作相应的模具进行尺寸调整,然后经过热处理消除应力,使车钩满足使用要求。
(5)对检修人员定期进行技能培训,不断充实其理论,丰富其实践经验,从而减少人为因素导致的车钩质量问题。
5 车钩检修时应注意的问题
(1)车钩检修时,应控制好其横向间隙,并确保车辆连挂的可靠性;提高车钩部件的制作质量,尽量降低部件制作过程中的误差,并统一制定车钩部件的参数标准;在组装车钩部件前,需对车钩部件的所有参数进行检查,将不符合标准的部件剔除,避免不合格部件装车。在完成车钩部件的组装后,需对车钩横向间隙进行检测,如果间隙过大,则应重新选配钩舌与锁铁。在检测工作中应使用专业塞尺,以提高检测结果的准确性。
(2)为确保车辆连挂的可靠性,可以在完成车钩检修工作后,合理分配其纵向间隙。进行车钩三态试验时,需在钩舌向外牵引状态下对车钩牵引凸缘的间隙、钩舌护销凸缘与车钩护销台间的间隙以及钩舌圆销与钩耳的间隙进行手工检查。调整钩耳与钩舌上端面的间隙时,应在钩耳下方进行加垫处理,使钩舌保持水平状态,进而提高产品质量。更换耳孔套后,应认真检查上下钩耳,防止出现上下钩耳不同轴的情况。
6 结语
综上所述,由于各检修段检修设备及工作条件的差异,车钩检修过程中仍存在许多误区,严重制约着车钩牵引能力的提高,对车辆连挂可靠性有直接或潜在的影响。本文分析了车钩检修质量问题,阐述了影响车辆连挂可靠性的因素,并提出了改进建议,以期提升铁路货车车钩质量检修效果,增强铁路货车车辆连挂的可靠性。
