2219铝合金机器人静轴肩搅拌摩擦焊工艺研究
2022-11-24郑森木欧晓琴王向东宋海滨苏乂南
朱 志 郑森木 欧晓琴 余 超 王向东 宋海滨 唐 帅 苏乂南
2219铝合金机器人静轴肩搅拌摩擦焊工艺研究
朱 志 郑森木 欧晓琴 余 超 王向东 宋海滨 唐 帅 苏乂南
(四川航天长征装备制造有限公司,成都 610100)
以焊接厚度为5mm的2219-T87铝合金为对象,基于库卡重载工业机器人系统,自主设计了静轴肩搅拌头,进行了焊接工艺试验,研究了工艺参数对焊缝成形、焊接缺陷、接头组织及性能的影响,优化获取了焊接工艺规范。结果表明,设计的静轴肩搅拌头匹配优化的工艺参数能稳定实现2219铝合金静轴肩搅拌摩擦焊接,焊缝表面光滑平整,内部无缺陷,在搅拌针转速1200r/min、焊速190mm/min时,接头抗拉强度可达333MPa、延伸率5%。研究结果为2219铝合金静轴肩搅拌摩擦焊工程应用奠定基础。
2219铝合金;静轴肩搅拌摩擦焊;搅拌头结构设计;组织性能
1 引言
随着我国航空航天、轨道交通、兵器工业以及船舶等行业的快速发展,结构轻量化、功能多样性、连接性能优质化是提高产品性能的必然发展途径,以铝合金为代表的轻质高强合金材料的应用越来越广泛,低应力、小变形、无缺陷成为高性能制造的核心要素[1~2]。
为克服常规搅拌摩擦焊接(Friction Stir Welding,FSW)技术的局限性,英国焊接研究所在常规FSW的基础上将轴肩与搅拌针分离,开发出静止轴肩搅拌摩擦焊(Stationary Shoulder Friction Stir Welding,SSFSW)新技术[3~9]。与常规FSW相比,SSFSW技术具有以下显著优势:焊接过程轴肩不旋转仅搅拌针旋转,焊接热输入更低,可进一步提高接头性能,实现热敏感性及低热传导材料的高性能焊接;轴肩只在工件表面滑动,焊接轴向力较小,焊缝表面光滑且可实现零减薄;搅拌针与轴肩相对独立,拓宽了焊接结构适应性[10~12]。SSFSW的上述特点为实现型号产品中广泛存在的角接、法兰及不等厚等结构高性能固相连接,解决当前采用的熔焊方法存在的诸多不足提供了可能。
本研究以5mm厚度2219-T87铝合金为对象,基于机器人搅拌摩擦焊接平台,设计静轴肩搅拌头,开展静轴肩搅拌摩擦焊接试验,对接头进行缺陷检测以及组织性能分析,研究搅拌头结构及工艺参数对焊缝成形及接头性能的影响,为静止搅拌摩擦焊技术走向工程化,应用于型号产品提供技术支持。
2 静轴肩搅拌头结构设计
根据静止轴肩搅拌摩擦焊接原理,采用的静轴肩结构如图1所示,包含静轴肩面、排屑孔、散热孔和标准螺纹接头。其中,静轴肩端部为平面结构,针对5mm焊接厚度所设计的静轴肩直径为18mm,排屑孔是为了实现焊接过程排除铝屑,避免对搅拌针与轴肩间隙产生堵塞而影响焊接,静轴肩与机器人主轴外固定件采用螺纹连接,螺纹接头方便快速安装和更换。
采用的搅拌针结构如图2所示,为锥形+螺纹+三平面截面的组合特征,搅拌针长度为4.7mm,搅拌针端部直径1为4mm,搅拌针根部直径2为8mm,三个截面的深度为0.7mm,间隔120°均匀分布。同时,在搅拌针根部设计有直径为为9mm的过渡轴面和相邻的排屑轴面,两个轴面可以增加搅拌摩擦焊接过程中的热输入及尽可能减小焊接过程中的“塞铝”现象。

图1 静轴肩机构设计图
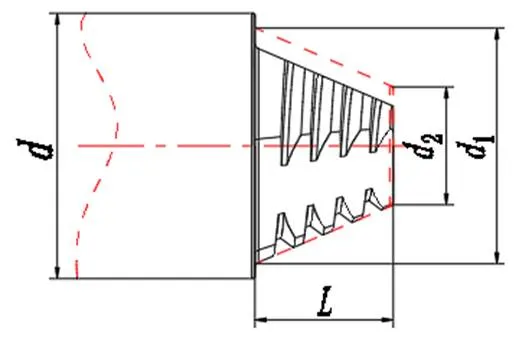
图2 搅拌针结构图
静轴肩及搅拌针之间装配间隙为 0.2mm,所用材料皆为H13热作模具钢。
3 机器人静轴肩搅拌摩擦焊接试验

图3 机器人静轴肩搅拌摩擦焊试验

表1 焊接试验工艺参数
试验材料为2219-T87高强度铝合金试板,规格为300mm×150mm×5mm,焊接系统为库卡KR1000 Titang机器人搅拌摩擦焊接平台,装配和焊接过程如图3。搅拌头倾角为2°,机器人焊接使用恒定位移,保持轴肩下压量为0.2mm,搅拌针转速变化范围为1200~1500r/min,焊接速度变化范围100~235mm/min,研究二者对接头表面成形、微观组织以及性能的影响,优化工艺规范。具体焊接参数如表1所示。
4 结果与分析
4.1 接头表面成形
固定搅拌针转速1500r/min,焊缝形貌随着焊速的变化如图4所示。当焊速从100~235mm/min变化时,所有焊缝均无飞边产生,减薄凹陷不明显,均有轴肩滑痕特征,焊缝形貌光滑平整。由于焊缝宽度主要与搅拌头轴肩直径呈正相关,因此所有接头的焊缝宽度无明显差异。当焊速增加到235mm/min时,焊缝表面有断续的沟槽缺陷,这主要因为焊速过大时,焊接产热较低导致塑性金属流动不充分所致。
固定焊接速度190mm/min,搅拌针转速从1500r/min减小到1200r/min,焊缝表面形貌如图5所示,接头表面形貌规整平滑,无沟槽、孔洞等焊接缺陷产生。试验结果表明,转速1200~1500r/min,焊速100~190mm/min皆能实现5mm厚2219铝合金良好稳定焊接。

图4 焊接速度对焊缝表面的影响
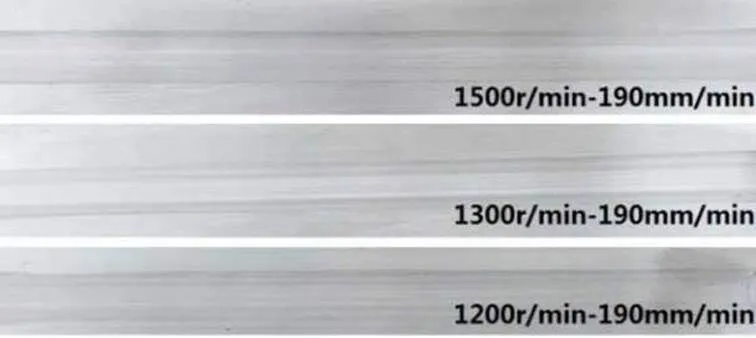
图5 焊接转速对焊缝表面的影响
4.2 接头宏观形貌
固定搅拌针转速1500r/min、焊接速度100~235mm/min范围内变化的焊缝宏观形貌如图6所示,固定焊速100mm/min、搅拌针转速1200~1500r/min范围内变化的焊缝宏观形貌如图7所示,金相检测显示所有试板的焊缝接头均无孔洞、裂纹和弱结合缺陷。当转速固定,在SSFSW搅拌头结构尺寸不变条件下,热塑性材料变形量的大小与焊接热输入量近似成正相关。焊接热输入量的大小与的比值相关,搅拌针转速越大,焊接速度越小,焊接热输入量相对增加,在搅拌针的剧烈旋转摩擦带动下形成更多的热塑性材料。因此,焊接热输入较大时,焊核区和热机影响区的宽度相对较大;当固定焊速,随着转速的增加,变大,焊接热输入变大。因此,搅拌头高转速作用时焊缝区热塑性金属材料流动阻力减小,形成的焊核区域较大;当转速较低时,焊缝区明显变窄。其它焊速下,不同搅拌针转速的接头宏观形貌特点及变化与之相似。
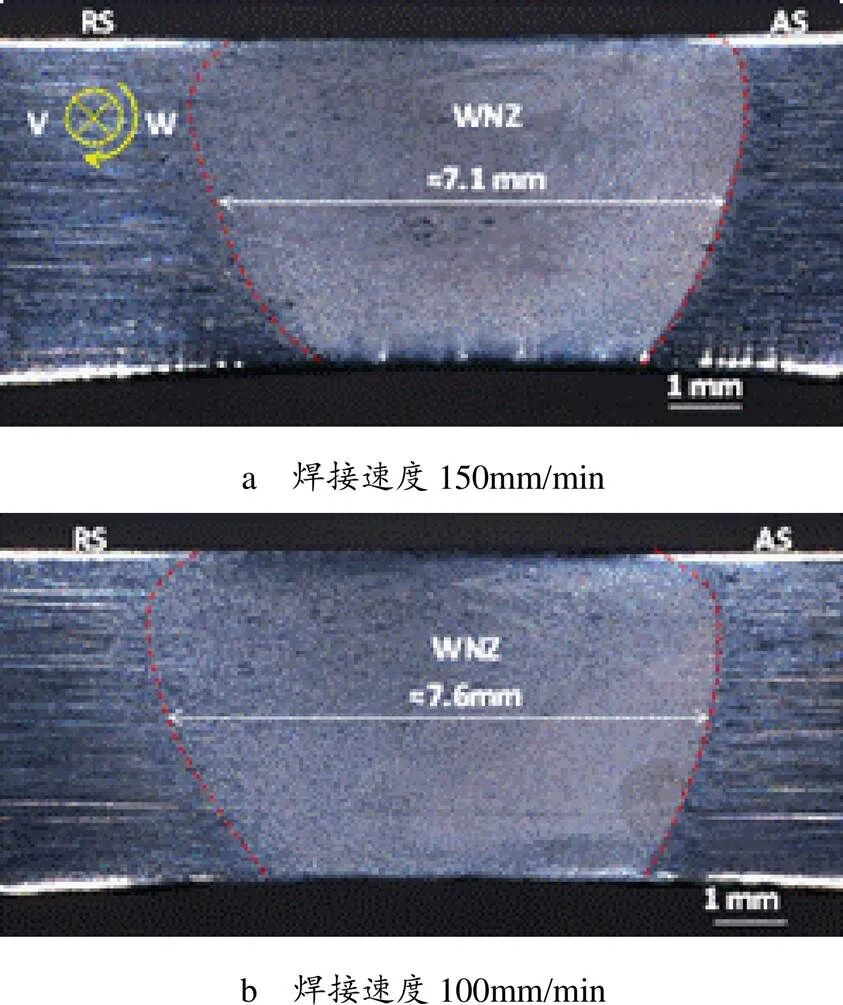
图6 搅拌头转速1500r/min的接头宏观形貌
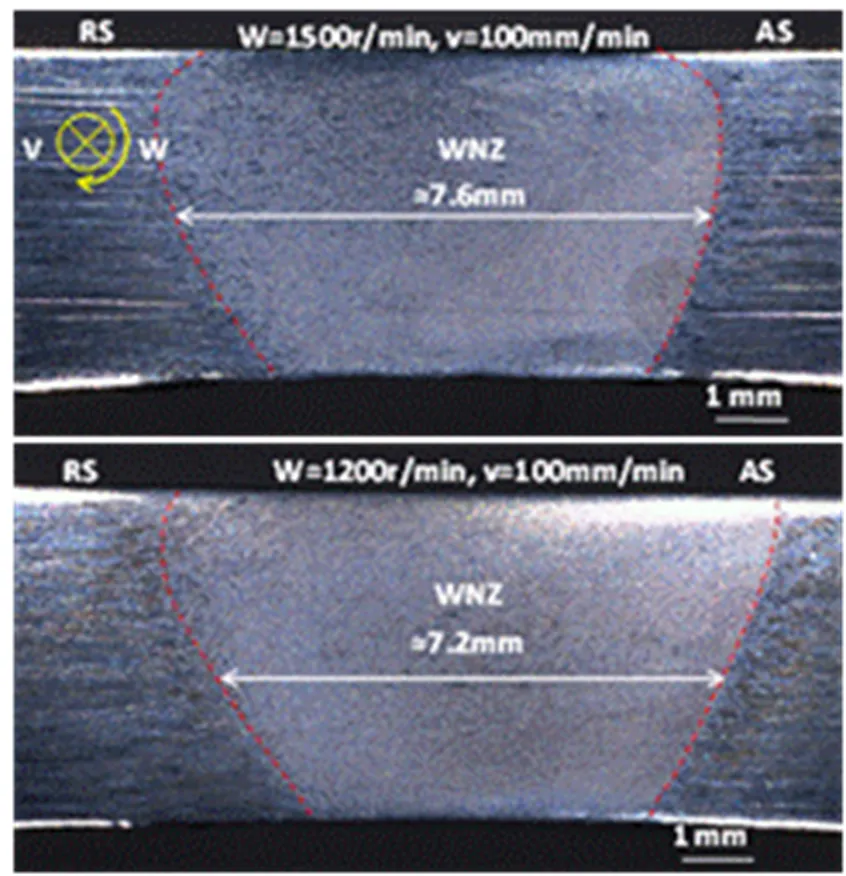
图7 搅拌针转速100mm/min的接头宏观形貌
4.3 接头微观组织
采用SEM观察接头各区的增强相分布特征,如图8所示。各区的增强相为Al2Cu,尺寸在1~10μm范围内,呈颗粒状且弥散分布在α-Al基体中。母材区BM的Al2Cu沿着轧制线水平分布,热机影响区TMAZ的Al2Cu沿着弯曲变形α-Al晶界斜向上分布,而焊核区WNZ的Al2Cu增强相沿着α-Al等轴晶晶界断续分布。仔细对比发现,焊核区WNZ的Al2Cu弥散颗粒相的尺寸明显小于BM与TMAZ区的Al2Cu相尺寸。剧烈的机械搅拌、复杂塑性变形等作用促进粗大Al2Cu相破裂并沿着α-Al晶界均匀分布。

图8 增强相的分布特征
4.4 接头力学性能
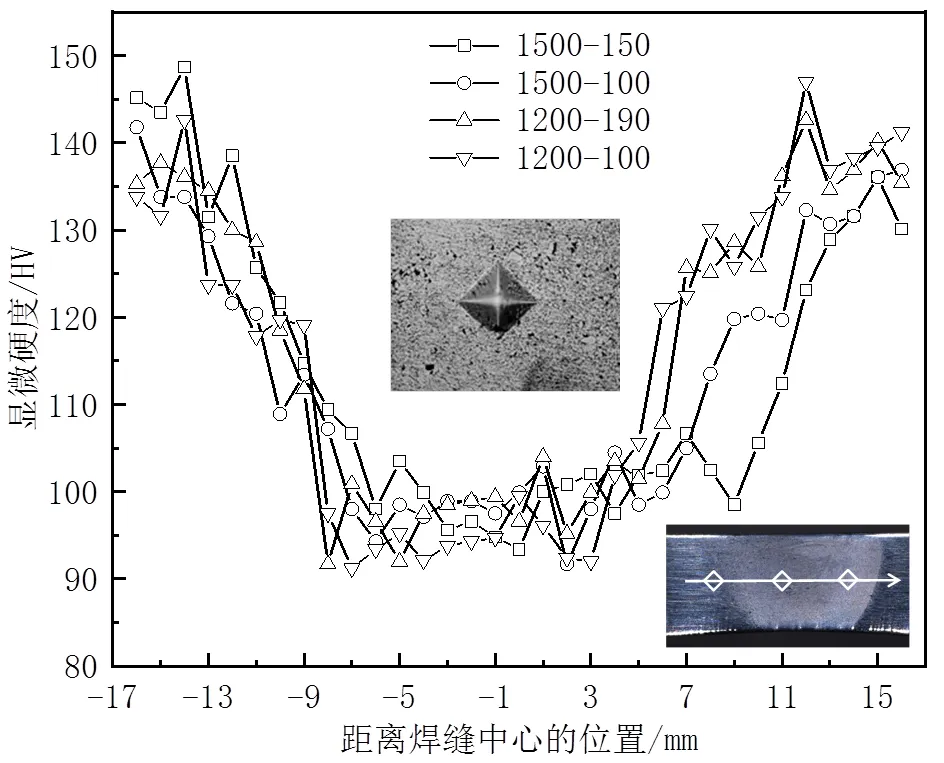
图9 SSFSW对接焊接头显微硬度分布特征
沿着焊缝横截面中间位置从左至右,均匀打点测试接头显微硬度值,测试区域横跨母材、热影响区、热机影响区和焊核区。显微硬度分布如图9所示,硬度值整体呈“W”形分布,焊核中心硬度值分布在90~100HV,与母材硬度相比降低了50~40HV。所有接头的最低硬度均出现在软化的HAZ区域,这是由于该区域经历高温热循环,组织粗化和强化相析出长大造成的。焊核区的显微硬度增大,这与焊核区动态再结晶形成细小等轴晶粒有关。另外,在固定转速条件下,随着焊接速度的增大,焊核区的显微硬度均值呈增大的趋势,这与焊核区α-Al等轴晶尺寸变化密切相关。相关研究表明,随着焊接速度的增加,焊接热输入量相对减小,焊接接头软化区宽度逐渐减小。
经检测,焊缝质量满足QJ 20045规定的I级焊缝要求,接头机械性能如表2所示,抗拉强度皆超过母材的70%、延伸率超过4%。在搅拌针转速1200r/min、焊速190mm/min时,接头拉伸性能最佳,抗拉强度达333MPa、延伸率达5%。当转速为1500r/min,焊速从100mm/min依次增加到150mm/min、190mm/min、235mm/min时,试板抗拉强度均值从317MPa逐渐增加到327MPa,但断后伸长率呈轻微下降趋势。结合转速1200r/min焊接的两组试板抗拉强度,适当提高焊速有利于改善接头强度和提高焊接效率。
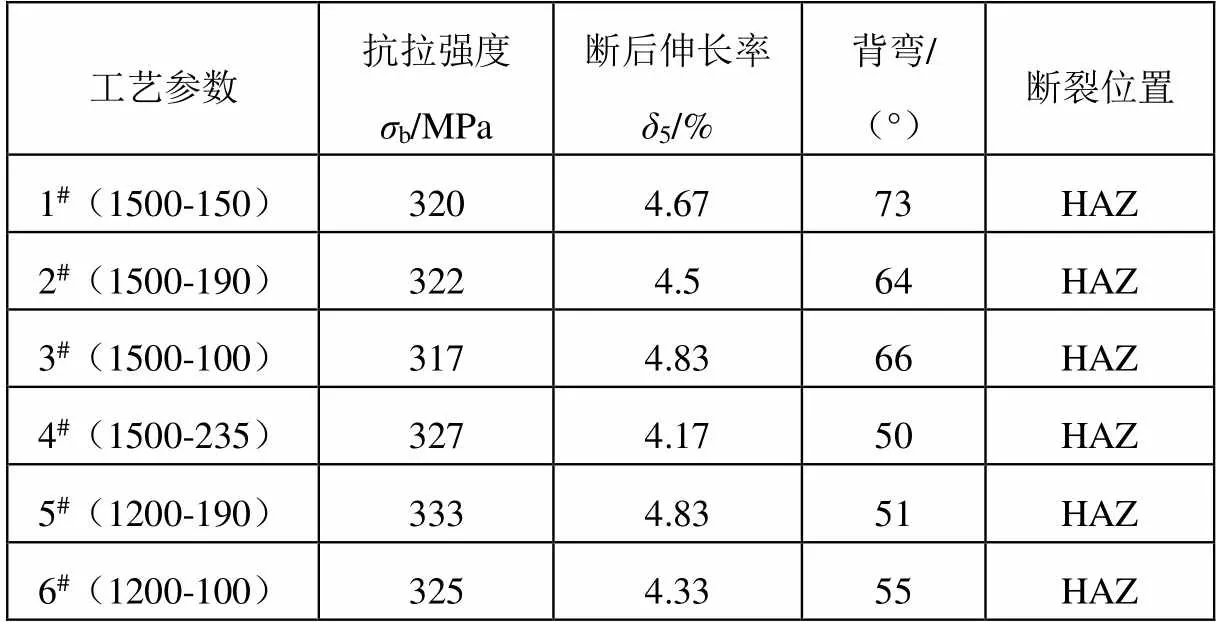
表2 不同焊接参数下接头机械性能
5 结束语
a. 基于机器人搅拌摩擦焊接系统,完成了静轴肩搅拌摩擦焊搅拌头结构设计,实现了稳定焊接。
b. 静轴肩搅拌摩擦焊缝表面规整平滑,无飞边,基本无减薄,搅拌针转速1200~1500r/min、焊速100~190mm/min内皆能实现5mm厚2219铝合金成形良好、无缺陷的可靠焊接。
c. 强化相的析出形态及分布状态使得接头各区显微硬度有较大差异,整体呈现“W”形分布;接头质量及性能满足QJ 20045规定的I级焊缝标准,当搅拌针转速1200r/min、焊速190mm/min时,接头达最大抗拉强度333 MPa、延伸率5%。
d. 本研究为2219铝合金静轴肩搅拌摩擦焊的工程应用奠定基础。
1 Cui Lei, Yang Xinqi, Zhou Guang, et al. Characteristics of defects and tensile behaviors on frictions welded AA6061-T4 T-joints[J]. Materials Science and Engineering: A, 2012, 543: 58~68
2 董春林,李继忠,栾国红. 机器人搅拌摩擦焊发展现状与趋势[J]. 航空制造技术,2014,461(17):76~79
3 库卡机器人有限公司. 工业机器人[EB/OL]. https://www. kuka.com. [2019-11-14]
4 张昊,黄永德,郭跃,等. 适用于机器人焊接的搅拌摩擦焊技术及工艺研究现状[J]. 材料导报,2018(1):128~134
5 武颖,李迎,张玉芝. 2219 铝合金静轴肩搅拌摩擦焊接头组织及性能[J].宇航材料工艺,2018,48(3):56~60
6 Li Jinqin, et al. Effects of tool rotation speed on microstructures and mechanical properties of AA2219-T6 welded by the external non rotational shoulder assisted friction stir welding[J]. Materials & Design,2013,43:299~306
7 申浩,杨新岐,李冬晓,等. 6061-T6 铝合金的静轴肩搅拌摩擦焊工艺及组织性能[J]. 焊接学报,2016,37(5):119~123
8 Chen, Shujun,Jiang Xin. Texture evolution and deformation mechanism in friction stir welding of 2219Al[J]. Materials Science and Engineering: A,2014,612:267~277
9 许志武,李政玮,冯艳,等. 静轴肩辅助铝镁搅拌摩擦搭接接头的组织与性能[J]. 焊接学报,2017,38(4):1~6
10 刘会杰,李金全,段卫军. 静轴肩搅拌摩擦焊的研究进展[J]. 焊接学报,2012,33(5):108~112
11 万强,吴修玉,吴智慧,等. 搅拌摩擦焊工业机器人结构性能分析及实现研究[J]. 制造技术与机床,2018(11):66~69
12 Wang Gangqiang, Zhao Yihai, Hao Yingfei. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing[J]. Journal of Materials Science & Technology, 2018, 34(1): 73~91
Research on Robotic Stationary Shoulder Friction Stir Welding Process of Aluminum Alloy
Zhu Zhi Zheng Sengmu Ou Xiaoqin Yu Chao Wang Xiangdong Song Haibin Tang Shuai Su Yinan
(Sichuan Aerospace Changzheng Equipment Manufacturing Co., Ltd., Chengdu 610100)
Based on KUKA heavy load industrial robot, the stationary shoulder friction stir welding tool was designed and the welding experiment was completed with 2219-T87 aluminum alloy of 5mm thickness. The effect of welding parameters on weld formation, welding defect, microstructure and mechanical property of the weld joint were studied, and then the welding parameters were optimized. The result showed that the stationary shoulder friction stir welding process could stably complete with the designed tool when matching the optimized process parameters. The surface of the weld seam was smooth, and there is no defect in the joint. When welding with rotation speed of 1200r/min and welding speed of 190mm/min, the welding joint tensile strength was up to 333MPa and the elongation up to 5%. The results of the study provided a basis for engineering application of stationary shoulder stir friction welding of 2219 aluminum alloy.
2219 aluminum alloy;stationary shoulder friction stir welding;structure design of friction stir tool;microstructure and mechanical property

TG457.1
A
四川省科技计划项目资助(2021YFG0057)。
朱志(1991),工程师,机械工程专业;研究方向:先进连接技术研究。
2022-09-07
