成本约束下数控铣削刀具路径与参数低碳化研究
2022-11-21尹瑞雪李付春
尹瑞雪,李付春
(贵州大学机械工程学院,贵州 贵阳 550025)
1 引言
由于能源消费强度不断加大,能源消耗对环境的影响日益突出,全球制造业正面临着前所未有的能源消费压力。根据相关数据显示,2015 年,我国制造业能源消耗约占工业能源总消耗的84%[1]。数控机床是制造加工系统的主体,其在生产制造、加工使用过程中均消耗大量电能、产生大量间接二氧化碳排放量[2],同时数控机床在使用过程中能耗高、能量利用率低等问题使机床具有很大的节能减排潜力。因此,对数控加工过程碳排放量化、评估与优化可以减少环境污染,增加企业利润,对制造业的发展有重要意义[3],同时也是促进低碳制造的重要方法之一。
实现节能减排,首先应解决切削过程的碳排放量化问题。实际生产加工中,碳排放很难直接测量,只能对其进行间接计算,对碳排放进行量化并对其优化是实现加工过程节能减排的重要途径。因此,机械加工过程中碳排放的量化成为了当前国内外研究的热点。文献[4]建立了电能和碳排放之间的关系,并引入电能碳排放因子对加工系统产生的碳排放进形量化。文献[5]研究了机床生命周期内的碳排放特性,将机械加工过程的碳排放分为固定碳排放和可变碳排放。以上研究主要针对普遍切削过程,但实际上,针对不同的切削工艺,碳排放的影响因素略有不同。刀具切削路径对加工过程中的能耗、碳排放以及加工成本有很大的影响。文献[6]为了解决曲面加工过程中的空行程问题,提出了一种基于混合遗传算法的刀具切削路径优化方法。文献[7]对曲面加工时的刀具切削路径进行优化,并与往复形刀具切削路径、45°平行刀具切削路径和流线形刀具切削路径进行比较,研究表明,优化后的刀具切削路径长度最大减少了20.46%,加工时间减少了17%。因此,加工过程的碳排放与刀具切削路径的选择有紧密的关系,合理优化刀具切削路径是促进机械加工走向低碳高效和可持续发展的有效途径之一。
除刀具切削路径对数控切削碳排放有着明确影响外,切削参数的选择也直接关系到机床的能耗、能效和碳排放,并影响产品质量和企业的生产率、加工成本等。切削参数的优化对降低机床加工碳排放、成本及提高机床能效有重要的意义。文献[8]以机床能耗为优化目标,对加工参数进行优化,优化结果表明,在较高主轴转速和每齿进给量的情况下选择尽可能大的横向切深并合理选择纵向切深能够降低加工能耗。文献[9]建立了数控铣床稳定切削阶段的能耗模型,对切削参数进行优化,得到了最佳的切削参数组合,极大程度地利用了数控铣床性能潜力,同时大幅提高了数控铣床的能量效率。文献[10]对外圆车削的单位体积能耗进行研究,得出在保持材料去除率不变的情况下优化后的切削参数可明显降低能耗。文献[11]分析了切削参数与能耗的关系,以能耗为优化目标,对切削参数进行优化,同时研究了各切削参数对能耗影响的灵敏度。
综上所述,已有的大多数研究主要对刀具切削路径与切削参数的优化来降低加工能耗和碳排放,而忽略了加工成本的约束,导致研究成果在实际生产中缺乏指导意义。基于此,综合考虑加工碳排放和加工成本并以此为优化目标,同时,集合刀具切削路径和切削参数优化,不仅对实际的生产更有效,更实用,还对促进加工过程的可持续性有一定的意义。首先,分析了数控铣削加工过程中碳排放及加工成本与切削参数和刀具切削路径的关系,并建立相应的碳排放和加工成本模型;其次,以相同的切削参数对某平面进行铣削加工,得出加工碳排放和成本最低的刀具切削路径;最后,以机床、刀具以及加工质量等为约束条件,采用遗传算法对模型进行求解,通过实际案例来验证了模型的有效性。
2 数控铣削加工碳排放估算模型
数控铣削加工的碳排放主要有能源(电能)碳排放Ce、原材料碳排放Cm、辅助碳排放Cs(刀具磨损碳排放Ct、切削液碳排放Cf)、切屑处理碳排放Cc。原材料碳排放包括原材料的开采、运输、加工等过程产生的碳排放,原材料的选择取决于工艺设计,切屑处理与加工参数无关,故原材料碳排放与切削处理碳排放不作考虑。构建的碳排放模型只考虑单一工序下数控铣削产生的碳排放。则数控铣削加工过程的碳排放为式(1):

式中:Cp—数控铣削加工总碳排放(g)。
2.1 电能碳排放Ce
机床的电能碳排放Ce指制造加工过程中消耗电能产生的碳排放,其值可由电能碳排放因子与消耗电能乘积表示。

式中:Fe—电能碳排放因子(kgco2/(kwh)),指消耗1kWh电能所产生的CO2当量。
机床能耗与机床所处的工作状态有关。数控机床在加工过程中主要可分为待机阶段、空载阶段和材料去除阶段。
2.1.1 待机阶段
数控机床的各种软硬件系统处于开启状态但未进行加工生产,其待机功率较为稳定可视为常数。该阶段时间的长短与工人操作熟练度有关,与切削参数无关。因此,待机阶段的碳排放不予考虑。
2.1.2 空载阶段
数控机床主轴系统和进给系统处于工作状态但未进行材料去除。在该阶段,机床主要包含的加工动作有快速进给,主轴空转和空进给。机床快速进给功率与快速进给速度成正比,但在实际加工中,快速进给时间与材料去除时间相比非常短暂,可忽略不计。空进给功率与主轴空转功率相比低得多,可不作考虑。因此,在该阶段快速进给与空进给消耗的电能和产生的碳排放可忽略不计。机床主轴空转功率与机床主轴转速有关,由文献[12]可知,机床主轴空转功率可表示为机床转速的二次函数:

数控机床在空载阶段消耗的电能可由机床空载功率Pu与其工作时间乘积计算。在加工过程中各时段的机床功率变化波动较小,因此可将空载状态时的机床损耗功率视为定值,则机床空载状态消耗的电能为:

式中:tu—机床空载时间(min)。
2.1.3 材料去除阶段
在该状态下,数控机床主轴系统、进给系统处于工作状态且进行材料去除。切削功率主要包含去除材料的有效切削功率Pcut和附加载荷损耗功率Pad。即:

去除材料的有效切削功率Pcut为:

式中:Fc—铣削力(N);vc—铣削速度(m/s);CFc—铣削力参数;aP—纵向切深(mm);fZ—每齿进给量(mm/z);fZ=aC—横向切深(mm);Z—铣刀齿数;d—铣刀直径(mm);n—主轴转速(r/min);xF、yF、uF、qF、wF—铣削深度、每齿进给量、铣削宽度、铣刀直径与主轴转速的影响系数。
数控机床在进行铣削加工时由于铣削力和载荷的增加会引起附加载荷损耗功率Pad,由文献[13]知,附加载荷损耗与有效切削功率成正比。即:

式中:α—机床附加载荷损耗系数,可视为常数。
材料去除阶段消耗的电能可由材料去除功率与材料去除时间的积分计算。当机床处于稳定切削状态时,其材料去除功率变化很小,可视为定值,则在材料去除阶段消耗的电能为:

式中:tc—材料去除时间(min)。
2.2 刀具碳排放Ct
刀具碳排放指在加工过程中因刀具磨损产生的碳排放,刀具切削磨损会产生间接碳排放,而根据磨损体积和质量来量化刀具碳排放十分困难,为了简化模型,从刀具的耐用度出发,将刀具在制造过程中产生的碳排放分摊到零件的生产加工过程中,数控铣削过程中刀具碳排放可表示为式(9):

式中:Ft—刀具碳排放因子(kgco2/kg);Wt—刀具质量(kg);Tt—刀具耐用度(min)。
2.3 切削液碳排放Cf
切削液主要分为水基液和油基液,在计算数控加工中切削液碳排放时,主要考虑最常用的水基切削液。切削液引起的碳排放主要为切削液的制备和切削废液的处理引起的碳排放。在具体的机械加工中,切削液碳排放按时间标准折算。

式中:Tf—切削液跟换周期(min);Foil—切削液制备碳排放因子(kgco2/L);Fwc—废切削液处理碳排放因子(kgco2/L);CC、AC—初始切削油用量和附加切削油用量(L);δ—切削液浓度。
综上所述,数控铣削加工碳排放,如式(11)所示。

3 铣削成本估算函数
在实际加工中,铣削加工成本主要涉及设备成本、劳动成本、能源成本、刀具成本、切削液成本和碳排放成本。

(1)设备成本:主要为机床的使用成本。

式中:Cmt—机床成本(元);ttotal—加工时间(min);Tmachine—机床的使用寿命(min)。
(2)劳动成本可表示为:

式中:sh—单位时间的劳动成本(元/时)。
(3)能源成本可表示为:

(4)刀具成本:可根据实际加工时间占整个刀具耐用度的比例来计算。

式中:Ct—刀具价格(元);tc—材料去除时间(min);Tt—刀具耐用度(min)。
(5)切削液成本:包括切削液的消耗成本和切削废液的处理成本。

式中:bf—切削液的流量(L/s);N—切削液的循环次数;k1、k2—单位体积的切削液制备成本和切削废液处理成本(元)。
(6)碳排放成本可表示为:

式中:sc—碳税价格(元/吨)。
4 刀具切削路径设计
在实际加工中,对同一种加工特征而言,不同的刀具切削路径会产生不同的加工碳排放和加工成本。为研究不同刀具切削路径对加工碳排放和加工成本的影响,设计了三种常用的平面加工刀具切削路径分别为往复形切削、回形切削、螺旋形切削,如图1所示。
枣树叶片的光和速率以及枣树的蒸腾作用是影响枣树果实形成的两个重要生理特性,光和速率影响枣树植株营养的输送和吸收、蒸腾作用直接影响枣树的产量,因此研究施肥和覆盖对枣树光和生理特性的影响有一定的必要性。试验结果表明,经过覆膜处理的枣树叶片的光和速率优于未经覆盖处理的枣树,原因主要是覆盖处理改良了枣树的土壤质量,降低了土壤的水分蒸发量,改善了土壤盐碱化情况,减轻了缺水对于枣树造成的伤害。
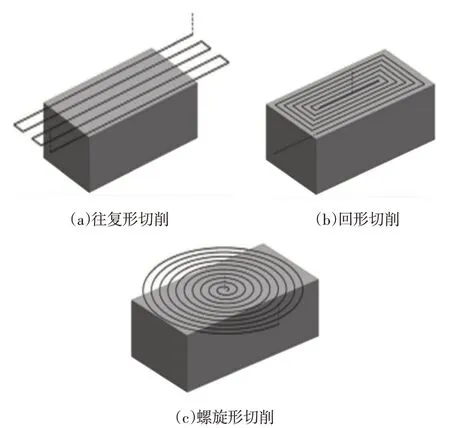
图1 三种面铣削刀具切削路径Fig.1 Cutting Path of Three Kinds of Face Milling Tools
往复形切削时,刀具切削路径长度和空切路径长度分别为:

式中:n—刀具切削路径循环次数;l1—一次循环中刀具的实际切削长度(mm);ls—刀具与工件之间的安全距离(mm);ae—横向切深(mm);l0—刀具切削路径不足一个循环时的刀具路径(mm);la—安全距离(mm);lr—退刀距离(mm)。
回形切削时,刀具切削路径长度和空切路径长度分别为:

式中:k—回形圈数;l1、l2—刀具沿X和Y方向的刀具路径长度(mm)。
螺旋形切削时,刀具路径为平面螺旋线,刀具路径长度能在极坐标下求得,第i圈螺旋线的长度为:
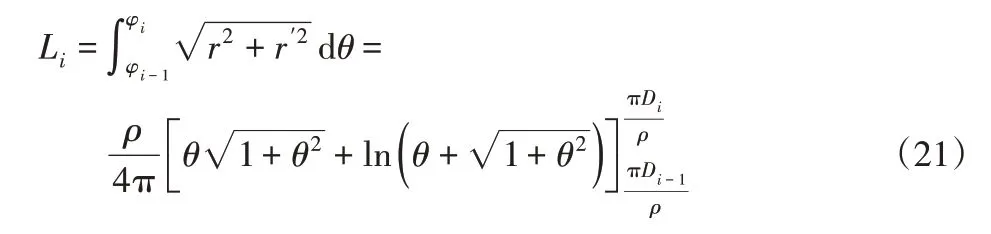
式中:r=αθ,其中—半径Di相对于的极角。
刀具切削路径长度和空切路径长度分别为:

式中:φn—外圈螺旋线所对应的极角。
5 优化模型
5.1 优化目标
在实际生产加工中,为了降低对环境的影响而忽略加工成本或者只考虑企业利益而忽略对环境的影响,会导致优化结果缺乏实际生产意义。综合考虑加工碳排放和加工成本对实际生产加工有一定的指导意义。因此,在构建碳排放模型和成本函数的基础上,把加工碳排放和加工成本作为优化目标。综合考虑加工碳排放和加工成本属于多目标优化问题,很难同时到达最优,所以,将多目标问题转化为单目标问题。

式中:ω1、ω2—权重系数,ω1+ω2=1。
5.2 约束条件
数控铣削过程中,由于受机床性能、切削参数、刀具以及加工质量等限制,所以在进行加工碳排放和加工成本优化时,必须满足以下约束。
(1)机床约束。数控铣削加工中,铣削力不能超过许用值,铣削功率和扭矩不能超过机床额定功率和额定扭矩。

式中:Pe—机床额定功率;
η—机床效率;
Te—机床额定扭矩。
(2)切削参数约束。在加工过程中主轴转速、横向切深和纵向切深必须在数控机床允许的最大值与最小值之间。

式中:d—刀具直径。
(3)刀具约束。在加工中刀具的实际耐用度受切削参数的影响,所以在选择切削参数时应保证刀具的实际耐用度应不小于理论耐用度。

式中:Tmin—最小刀具耐用度。
(4)加工质量约束。零件加工后的表面粗糙度必须满足表面粗糙度的最大允许值。

式中:fz—每齿进给量;
rε—刀尖圆弧半径;
Ramax—零件表面粗糙度的最大允许值。
6 案例分析
6.1 基本参数设置
使用立式加工中心铣削某零件来验证所建立模型的有效性。根据经验选取切削参数,计算出最低加工碳排放和加工成本的刀具切削路径,然后在最佳刀具切削路径的基础上进行切削参数优化。零件材质为45#钢,尺寸为(100×100×50)mm,如图2 所示。刀具为硬质合金铣刀,要求达到的表面粗糙度Ra为6.4um。机床、刀具、切削参数,如表1~表3所示。

表1 机床基本参数Tab.1 Basic Machine Parameters

表3 切削参数Tab.3 Cutting Parameters

图2 某45#钢零件Fig.2 A 45 # Steel Part
由文献[14]可知,切削力的各项系数分别为KFC=0.25、xF=1.0、yF=0.75、uF=0.85、qF=0.73、wF=-0.13、CFC=119。主轴转速系数m1=0.23、m2=-0.67×10-6。切削液碳排放相关参数,如表4所示。

表4 切削液碳排放相关参数Tab.4 Cutting Fluid Carbon Emission Related Parameters
通过实验以及计算得出了三种刀具切削路径的碳排放及加工成本,往复形切削的碳排放和加工成本较其他两种刀具切削路径较高,而螺旋形切削的碳排放和加工成本较低,相对于往复形切削少了12.4%的碳排放,节约了5.5%的成本;相对于回形切削少了7.7%的碳排放,节约了2%的成本。如表5所示。螺旋形刀具切削路径加工平面之所以碳排放和加工成本较低主要是因为螺旋形切削方式的刀具切削路径较短,在相同的切削参数下,其加工时间也就较短。所以对于平面铣削,在考虑加工碳排放和加工成本的情况下,螺旋形切削是最佳的刀具切削路径。
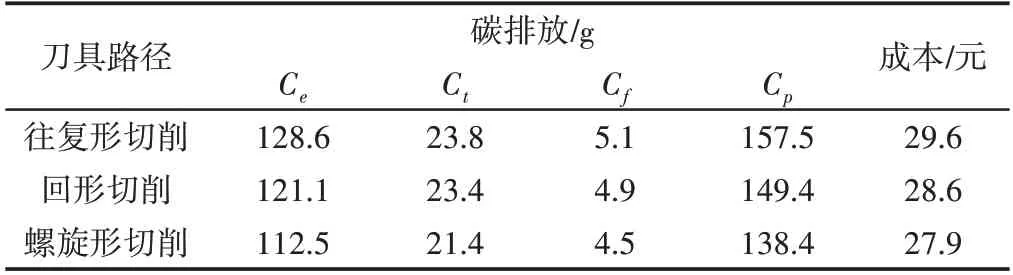
表5 三种刀具切削路径碳排放量及加工成本Tab.5 Carbon Emissions and Processing Costs of Three Tool Cutting Paths
6.2 优化及结果分析
为了避免材料去除量对优化结果产生影响,所以,在相同的纵向切深下进行优化。由以上分析可知,选择螺旋形刀具切削路径,并对切削参数进行优化。采用遗传算法对建立模型进行优化求解。遗传算法是一种模拟自然进化过程来搜索最优解的算法。通过Matlab自带的遗传算法工具箱来进行模型优化求解。遗传算法的交叉概率的取值区间为(0.4~0.75),为了防止算法停滞不前和搜索随机化,遗传算法的交叉概率取0.5,变异概率取0.05。收敛过程图,如图3所示。最终的参数优化结果,如表6所示。
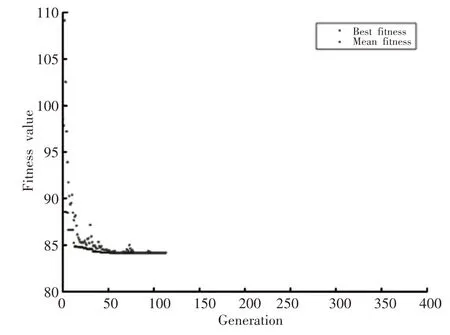
图3 遗传算法收敛过程图Fig.3 Genetic Algorithm Convergence Process Diagram

表6 优化前后结果比较Tab.6 Comparison of Results before and after Optimization
优化得出的最佳切削参数,转速为3843.8r/min,每齿进给量为0.2mm/z,横向切深为8.4mm。使用优化后的切削参数加工,无论是加工碳排放和加工成本都比使用经验切削参数加工具有明显优势,碳排放为84.2g,相对于经验方法减少了38.9%,加工成本为21.3元,相对减少了23.6%。由此可见,经验切削参数很大程度上浪费了机床的加工能力,而优化后的切削参数极大的运用了机床的加工能力并减少了加工碳排放和节约了成本,同时,对实际生产具有重要的指导意义。
7 结语
(1)在分析数控铣削加工过程中碳排放及加工成本与切削参数关系的基础上,结合了能源碳排放、刀具碳排放和切削液碳排放,以机床约束、加工质量约束、切削参数约束建立了基于切削参数的数控铣削加工碳排放模型和成本函数。(2)刀具切削路径的长短很大程度上决定了加工时间的长短。针对平面铣削加工,对常用的三种刀具切削路径即往复形刀具切削路径、回形刀具切削路径、螺旋形刀具切削路径进行分析,建立了三种刀具切削路径的长度模型。(3)以相同的切削参数铣削加工某平面,计算出三种刀具切削路径的碳排放和加工成本,以最低碳排放和加工成本为原则选择最佳刀具切削路径;最后,以碳排放和加工成本为优化目标,通过用遗传算法对模型进行优化求解,确定了最佳的切削参数组合,并通过具体案例进行验证。研究集合了刀具切削路径与切削参数对碳排放和加工成本的综合影响,更加具有实际指导意义。但研究主要针对单工步的平面铣削加工,实际生产加工中大多是多工序的复杂型面的加工,所以,多工序的复杂型面的碳排放和加工成本的建模与优化是今后研究的重点与难点。