基于嵌入版MCGS与西门子PLC的串级温度控制系统设计
2022-11-21刘冰琪刘焕伟
刘 鹏,郭 颂,刘冰琪,刘焕伟
(泰山科技学院,河北 衡水 271000)
0 引言
MCGS组态屏,DC24V供电,可视性好,分辨率高,通信稳定,通用性强。本次所选的西门子PLC S7-1200包含模拟量输入输出端口和数字量输入输出端口,便于温度信号的采集、运算。PLC稳定性相对较好,工作频率快,周期短,与单纯的继电器和接触器等组成的硬件系统相比,体积小,可靠性好,稳定性强。温度控制在冶金炼钢、孵化、供暖、生物医药、化学化工都极为常见,温度控制是否精准,直接关系到结果的成败,关乎产品精度。温度控制系统在现实中不可避免地包含多种扰动,设计为串级控制,将主要扰动和较多扰动包含在副回路中,可以有效地提高抗扰性能、调节速度和稳态精度。基于MCGS和PLC的温度控制系统具有直观方便可靠的控制性能。
1 搭建MCGS组态文件
MCGS以动画显示、报警处理、流程控制和报表输出等多种方式向用户提供解决实际工程问题的方案,在自动化领域有着广泛的应用。
嵌入版MCGS包含主控窗口、设备窗口、用户窗口、实时数据库和运行策略[1]。本次采用的组态屏是触摸屏,考虑到工业中,参数修改频繁,为保护触摸屏,延长使用寿命,本系统设置了外置键盘,可以通过外置键盘在MCGS组态屏上设置相关参数。因为是外置键盘,这里需要在组态界面添加键盘移动光标,当光标移动到需改参量时,还需要启用设置选中键才可以进行参数输入或修改。因此每个可改参量不仅要有“输入框”,在其下方还需设置光标键和设置选中键。
在运用嵌入版MCGS时,首先建立实时数据库,点击实时数据库,新增对象,双击新增的对象进行属性设置。光标键和设置选中键在实时数据库中进行新增对象设置时,它们的基本属性设置为开关型,数据对象名称为了方便与MCGS自身的设备编辑窗口的通道名称以及与PLC中的变量对应,在命名时尽量保持相近,方便后续检查和修改。例如,副控制器的“比例参数”设置选中键在PLC变量窗口中的地址是“%M19.0”,那么在设备编辑窗口的通道名称列起名为“M019.0”,实时数据库中起名为“读写M019_0”。
在实时数据库中建立的对象涉及比例、积分、微分系数、炉内温度的设定和测量以及出料温度的设定和测量值等对象时,设置为数值型对象。为了保障设备安全和产品的高利用率,这里部分数值型的参量设置了上下限报警,一旦温度触碰到报警值,就会自动报警,并记录发生报警的时间和具体数值,如果长时间出现故障报警,系统便会自动断电保护,允许故障存在的时间长短可以在PLC程序中用定时指令来设置。
在用户窗口组建画面,点开工具箱,选用输入框,以“进料电动调节阀开度”为例进行说明。设置数据对象的名称,打开与实时数据库对应的“变量选择”窗口,选择相应的变量“进料电动调节阀开度”,为了方便明确,在用户界面窗口和实时数据库中采用了同样的名字。因为是电动调节阀开度,所以单位为“%”,0~100%可调,四舍五入仅显示整数位。
组态屏上的“进料阀屏设/现场切换”按钮,直接用“标签”工具来写,为了表明是屏幕调节状态还是现场调节状态,可以填充颜色,通过切换颜色辨别。
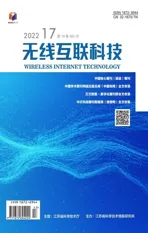
在用户窗口建立系统模型时,打开工具箱,找到插入元件,选中要插入的元件,点击确定,元件便会出现在用户窗口的左上角,可以自己调整大小和角度[2]。最终的用户界面如图1所示。
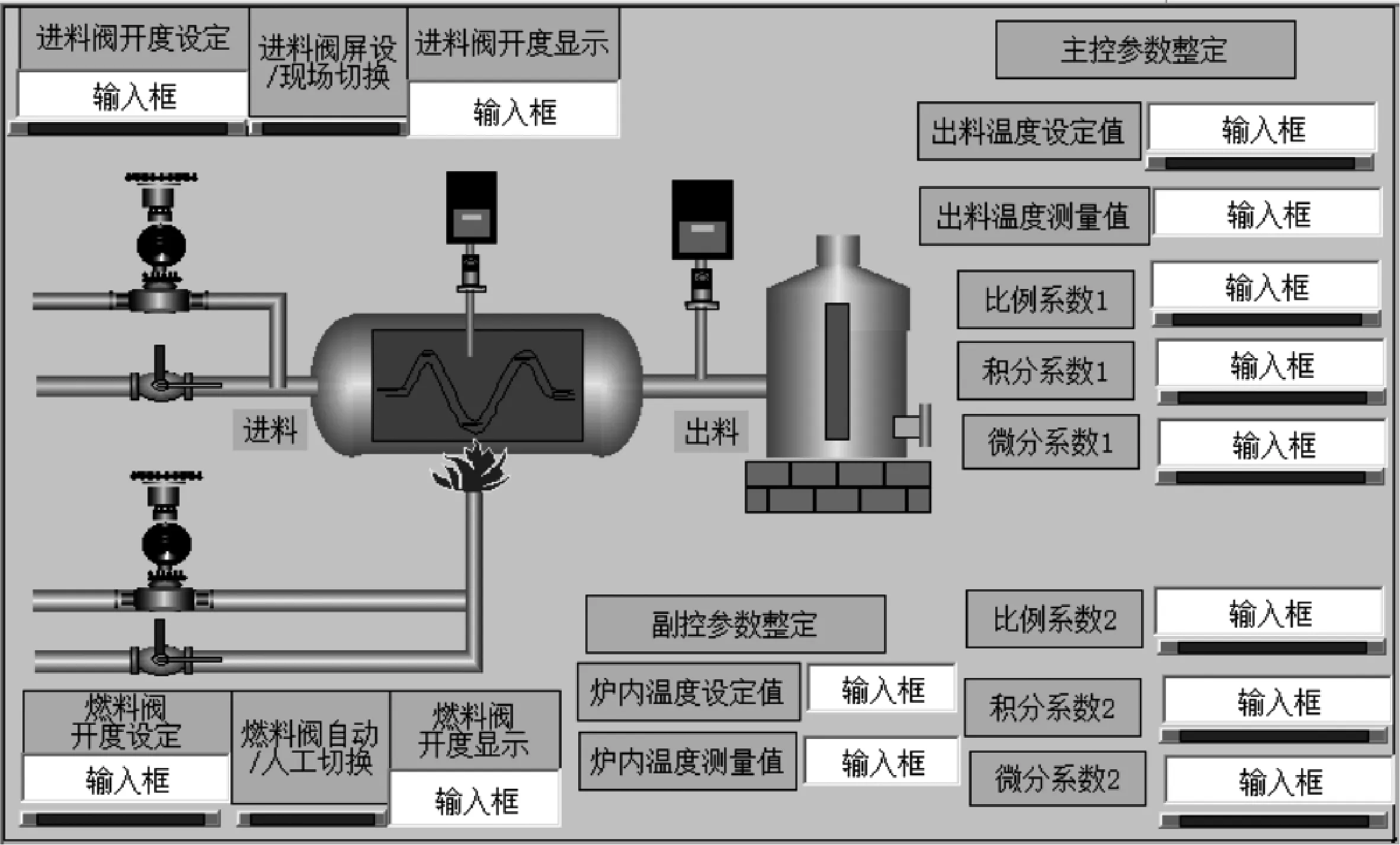
图1 温度串级控制MCGS的用户窗口界面
因为是串级控制,所以副被控对象热交换炉的温度设定值是由主控制器输出的,这里只能显示,不能调整。出料温度的测量值和炉内温度的测量值是由温度传感器传回的,所以也只能显示,不能修改。进料阀开度可以在屏幕中设置,也可以现场调节。燃料阀开度可以在屏幕中强制设置,此时称为人工调整;也可以由PID调节器自动调整。当燃料阀开度设置为人工调整时,相关的主副控制器的PID参数此时是不起作用的。
2 PLC程序的建立
本设计的主要目的是加热并控制好出料口的物料温度,首先在MCGS界面输入物料加热后的期望温度值R,图2中R1表示与设定值R相对应的电信号。设定温度转换后的电信号R1与出料的实际温度Y1采集变换后的值Z1比较后,得到偏差E1,并将其传送给主控制器——出口物料温度控制器。主控制器的输出作为副回路炉温控制的设定值R2[3],在自动状态下,副环可以快速调整进入副环的扰动,比如锅炉外界温度的扰动、氧气含量的扰动、燃气纯度的扰动等,这里针对副被控对象的扰动用F2来表示,针对主被控对象物料的扰动用F1来表示,例如物料的进料温度、进料流量等。该温度串级控制系统的结构如图2所示。
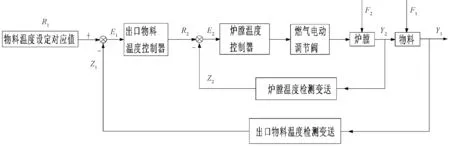
图2 温度串级控制系统结构
本项目选用S7-1200系列PLC,利用博图V16版软件进行编程,主要用到PID控制算法,S7-1200的PID指令采用了不完全微分PID和抗积分饱和等改进的控制算法。
模拟量与数字量之间的相互转换和PID程序的执行都是周期性的操作,其间隔时间称为采样周期Ts。博图指令列表的“工艺”窗格的PID控制“Compact PID”文件夹中,有3条指令,这里采用PID Compact,该指令具有抗积分饱和功能,并且能够对比例作用和微分作用进行加权运算。其计算公式为:
式中,y为PID算法的输出值;Kp为比例增益;b为比例作用权重;w为设定值;x为过程值;s为自动控制理论中的拉普拉斯运算符号;TI为积分作用时间;TD为微分作用时间;a为微分延迟系数;微分延迟为aTD;c为微分作用权重[4]。
本设计采用1215C 型号PLC,定时间间隔执行PID指令,设置其循环时间为100 ms,在组态屏中设置好理想的出口物料温度值。
在构建PLC的PID控制器程序时,首先建立“组织块”,在程序块中选择添加新块,选择组织块,在左侧列中,找到工艺对象,选择新增工艺对象,打开新增对象窗口,选择PID,选择PID_Compact。打开组态窗口,在基本设置中,控制器类型选择“温度”,单位“℃”。“Input/Output参数”中均选择模拟量形式。
为适应工程实际的需要,在现场或者紧急情况中,为快速有效地调节或者实验,有可能需要手动调节的情况,所以在PID模块组态的高级设置中要勾选“启用手动输入”。当勾选“启用手动输入”后,可以用“MOVE”指令直接给PID参数进行设置。
主控制器的设定值“Setpoint”对应MCGS界面中设定的“出料温度设定值”,“Input_PER”对应实际的出料温度反馈值,如图3所示。
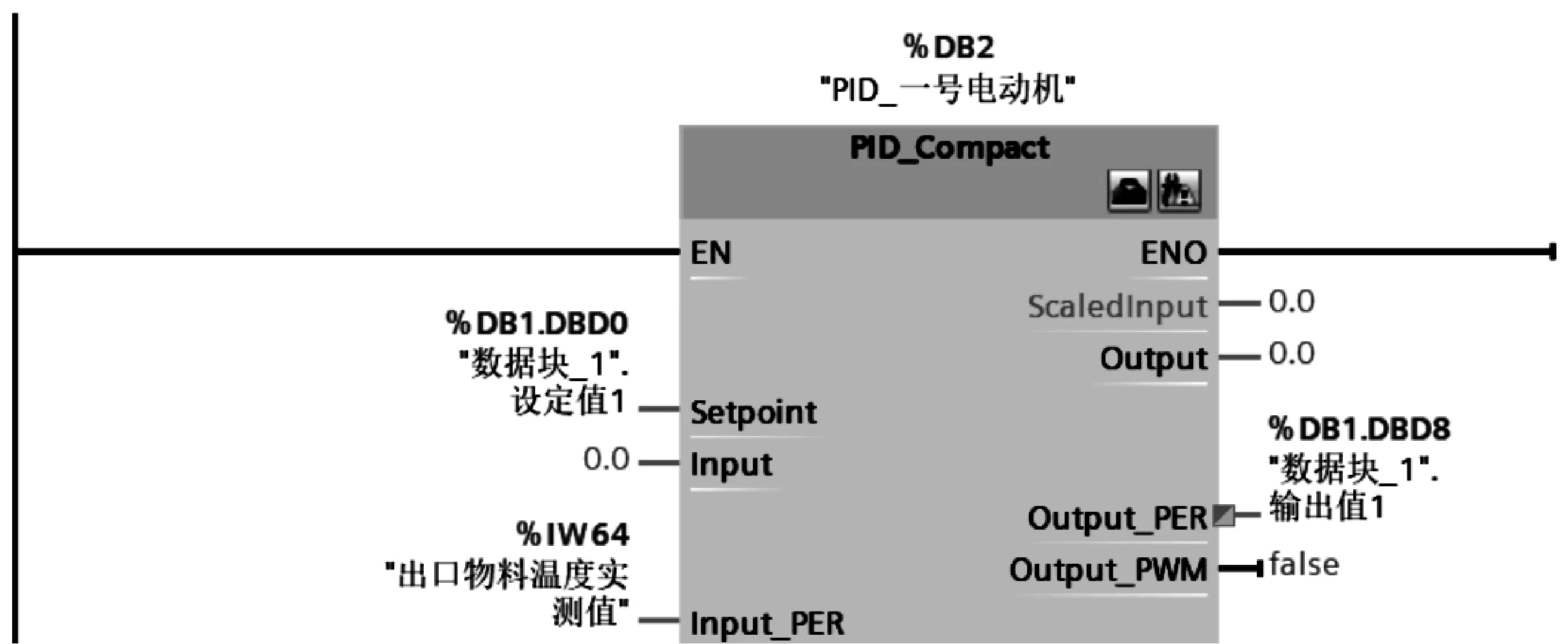
图3 主控制器设定和反馈值
在本程序中,利用ManualEnable,ModeActivate和Mode配合设置了手动调节和自动调节两种模式,同时设置了设定值的上下限报警和输出值的上下限报警。当设定值不合理时,无法进行有效输入;当偏差较大,且偏差时间较长时,不会让控制器的输出持续长时间增大,在保证快速性的同时,确保炉膛及物料温度在正常范围内。
3 结语
基于MCGS和西门子PLC的温度串级控制系统,融合了MCGS组态设计,PLC程序的编写,MCGS与PLC的通信以及变量连接。为保护组态屏,本系统设置了外置键盘,通过移动光标找到对应的参数,并进行设置。串级控制能快速调节燃气阀的开度,能够快速克服大部分进入副回路的扰动,比如氧气含量的扰动、燃气纯度的扰动等,外置PID参数在组态屏界面可调,能够实现手动自动控制。PLC控制性能稳定,方便实用。