装配工艺对机用接线端子可靠性的影响研究
2022-11-17黄明俊陈鸿雁陈毓彬雷军潘俊平
黄明俊,陈鸿雁,陈毓彬,雷军,潘俊平
(1.国营芜湖机械厂,安徽 芜湖 241007;2.工业和信息化部电子第五研究所,广东 广州 511370)
0 引言
连接器接线端子是电气系统的一种重要元件,用于实现电信号的传输与控制和电气设备之间的电连接,应用数量大、范围广,并担负着机械连接和电气连接的重任,其可靠性直接决定了电气系统甚至整个飞机的安全可靠的运行能力。机用接线端子长期工作在复杂的环境中,飞行过程中温度的升高,空气中的粉尘、冰晶和腐蚀性电解质,以及机身的振动都会直接或间接地造成机用连接器接线端子的可靠性降低,给飞机的正常飞行带来潜在的风险。其中,接线端子的磨损、断裂和腐蚀是常见的破坏性失效形式。研究表明,机械性能及密封防腐性是评价接线端子工艺可靠性的重要指标,可以通过改进接线端子的装配工艺来提高[1]。本文选取了分别采用5种不同装配工艺的一款连接器接线端子进行试验、对比和分析,研究在不同的环境试验和机械试验后,采用不同的工艺对接线端子的机械性能和密封防腐性的影响。
1 接线端子的连接工艺
目前,接线端子与导线装配工艺通常采用焊接及压接两种工艺。焊接、压接端子如图1所示。

图1 焊接、压接端子示意图
焊接工艺是使焊料在一定温度下熔化,熔流态的焊料借助于毛细管吸力沿焊件表面扩散,形成焊料与焊件的浸润,把端子和导线的芯线牢固地粘合在一起。因此,这种连接方式的优点是简便、易操作、易维修;缺点是可能存在虚焊[2]。
压接又被称为压连接,是永久性的一种电气与机械的连接形式。即在常温下使用外部工具或者设备对装有导线端子的压接筒施加适量的机械外力,促使其发生塑性变形,紧密结合,实现电气与机械可靠地连接在一起的一种工艺压接方式。作为永久性的一种连接方式,压接可分成热压接、冷压接两种类型。因此,压接工艺的优点有加工工艺简单、适合大批量生产、接触性能可靠;缺点是压接后无法拆卸致使压接质量不易被检验[3]。
2 试验样品及试验方法
2.1 试验样品及分组
本文选用某厂一款连接器接线端子,导体截面积为0.2 mm2的飞机用电线做为试验用样品,最小拉伸力参考值为44 N。样品如图2所示。
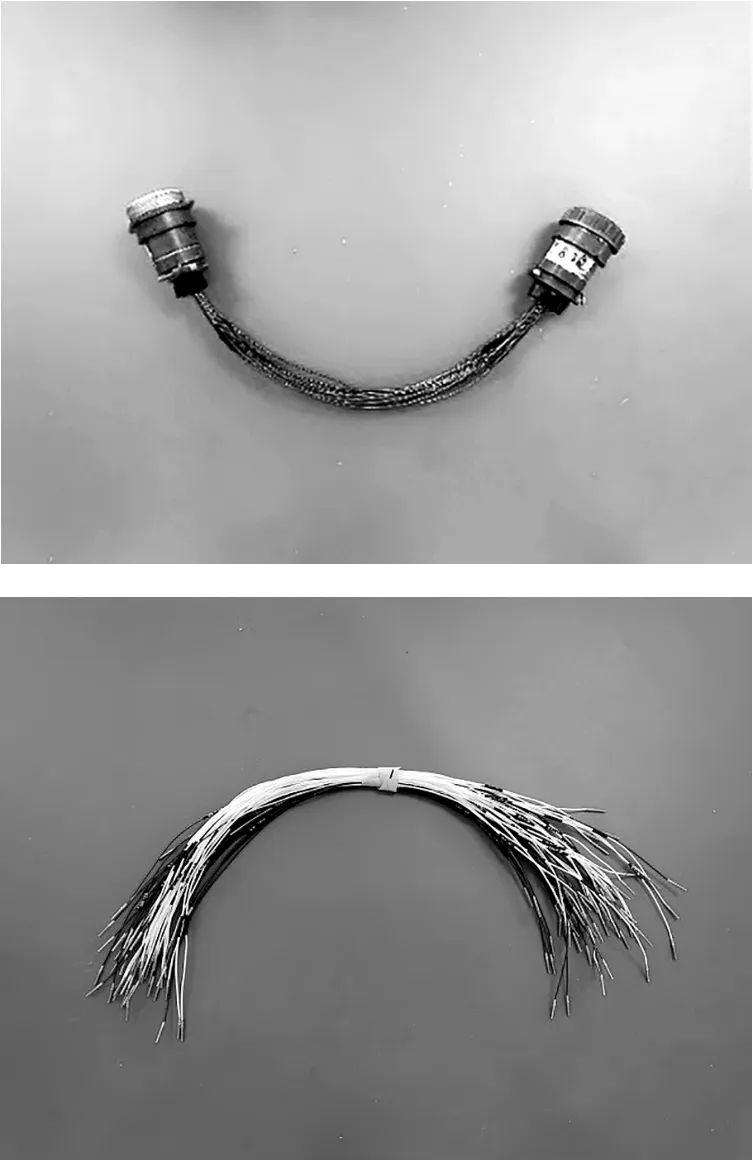
图2 样品图片
接线端子分别采用直接焊接、加2根0.35导线丝焊接、加1根0.35导线丝焊接、直接压接和添加3根0.35导线丝压接这5种装配工艺制作[4]。焊接的接线端子和压接的接线端子X光内部结构图如图3所示。


图3 接线端子的X光内部结构图
按照线缆工艺可靠性验证方案建立原则,对装配好的样品进行如表1所示的试验,其中试验项目主要测试装配样品的机械及密封防腐性;另外考核装配样品经受一定时间的振动和热应力之后,其机械及密封防腐性是否仍满足要求。所有试验的检验场所环境条件为:温度在15~35℃之间,相对湿度为20%RH~80%RH,大气压力为检验场所大气压。为了比较试验前后的机械性能,增加一组数量为5的未经过试验的样品直接进行拉伸力试验,与上述试验后的样品的拉伸力进行对比和分析。
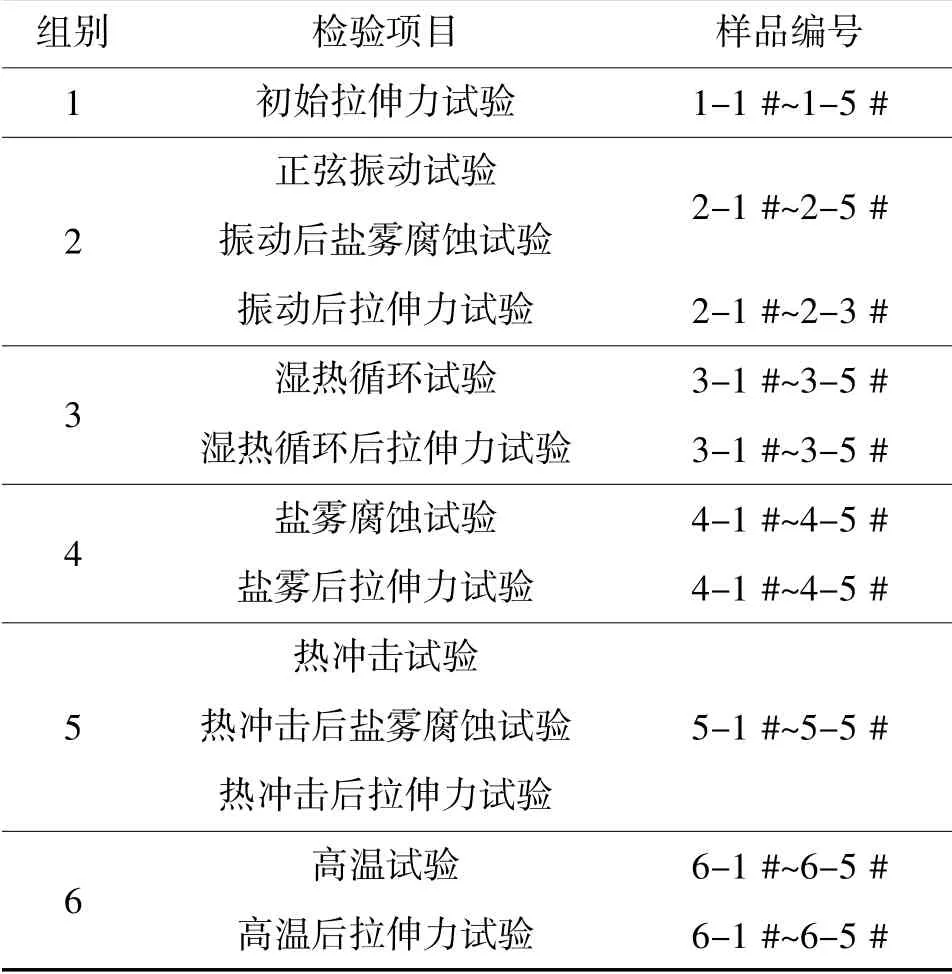
表1 试验分组
2.2 试验方法
试验方法按照美国电子电气协会试验标准(EIA)进行,该试验标准被广泛地应用于航空航天项目电气标准件试验中。其中,试验依据的标准、试验设备和具体试验条件如表2所示[5-10]。具体的试验过程如图4所示。


图4 试验过程图
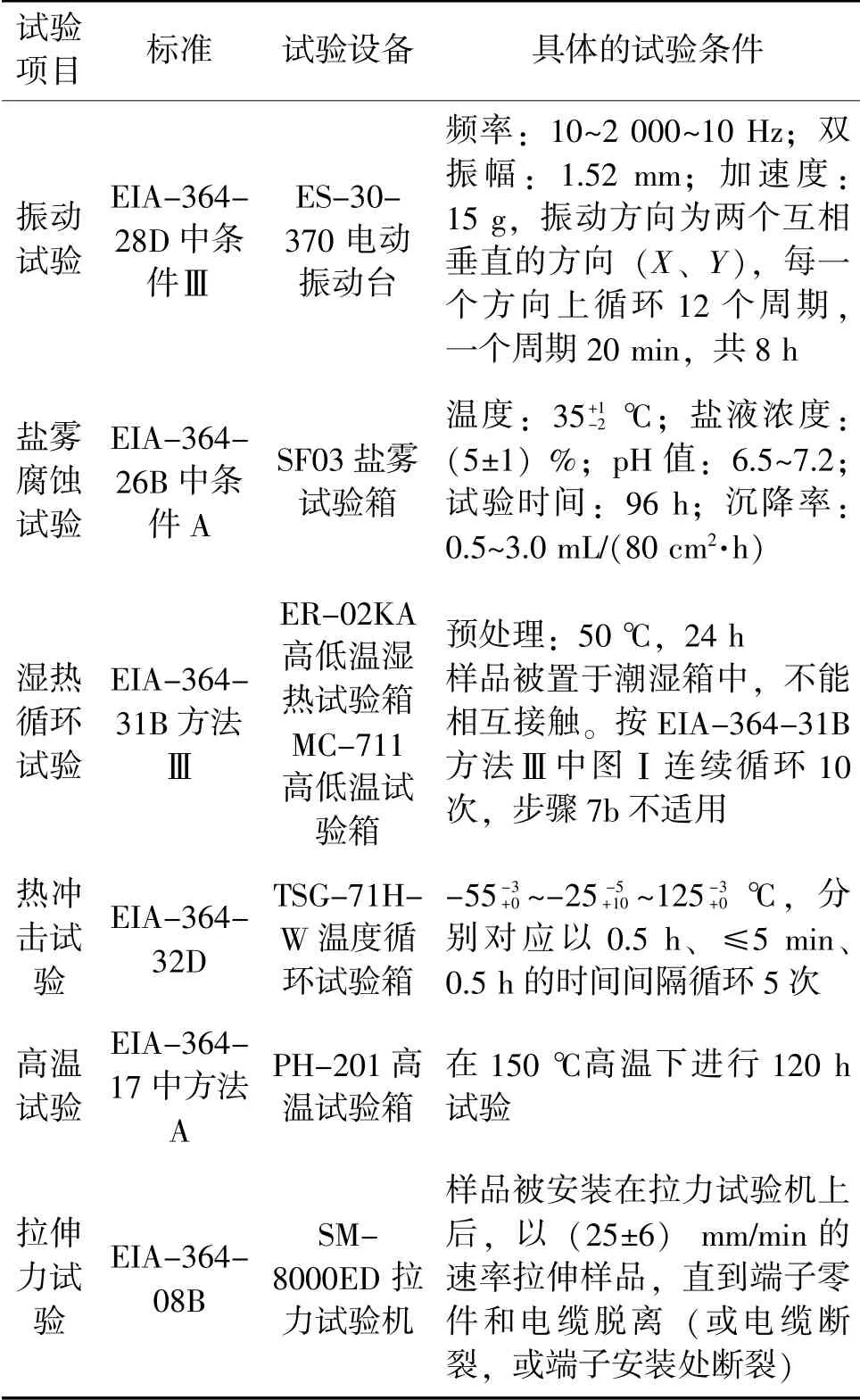
表2 试验条件
3 试验结果与分析
3.1 拉伸力试验结果与分析
3.1.1 样品失效方式
在实际的试验过程中发现:样品除了在端子安装处断裂失效外,还会因为导体断裂或绝缘处断裂而导致失效。统计样品的失效方式,分为以下3种:绝缘处断裂、端子安装处断裂和导体处断裂。样品失效实物图如图5所示。3种失效方式所占的比例如图6所示。

图5 3种失效方式图片
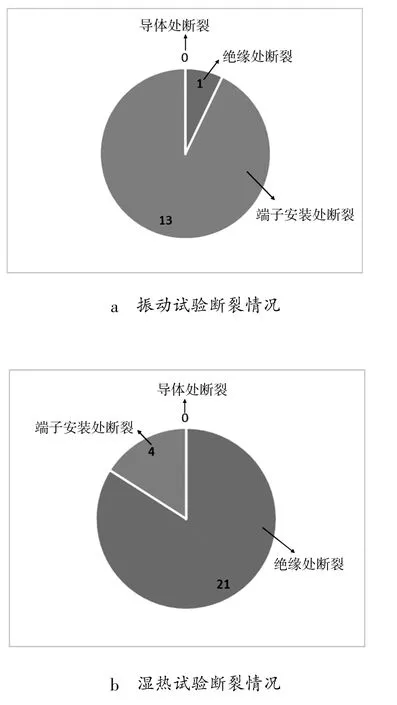

图6 样品失效方式情况
由图6可以看出,湿热循环试验后的样品,90%左右的样品失效的断裂方式都是绝缘处断裂,端子压接处却未脱离。说明绝缘层的拉断力过小,导致接线端子未脱离时,样品就已经失效。故该组试验数据体现不了连接工艺对样品拉脱力的影响。因此,样品在导体处断裂和绝缘层处断裂所测得的数据都无法用于分析接线端子的机械性能,在后续的对比和分析中都视为无效数据。
3.1.2 拉伸力试验结果
拉伸力是线芯与端子机械性能的一种量化表现。对接线端子施加外来轴向拉力,使导线芯线从端子压线筒内发生拉脱动作,从而确定导线芯线与端子压线筒之间的结合是否达到拉伸力设计值,以保证接线端子可靠性[11]。
拉伸力试验的具体数据如表3所示。数据统计趋势图如图7所示。
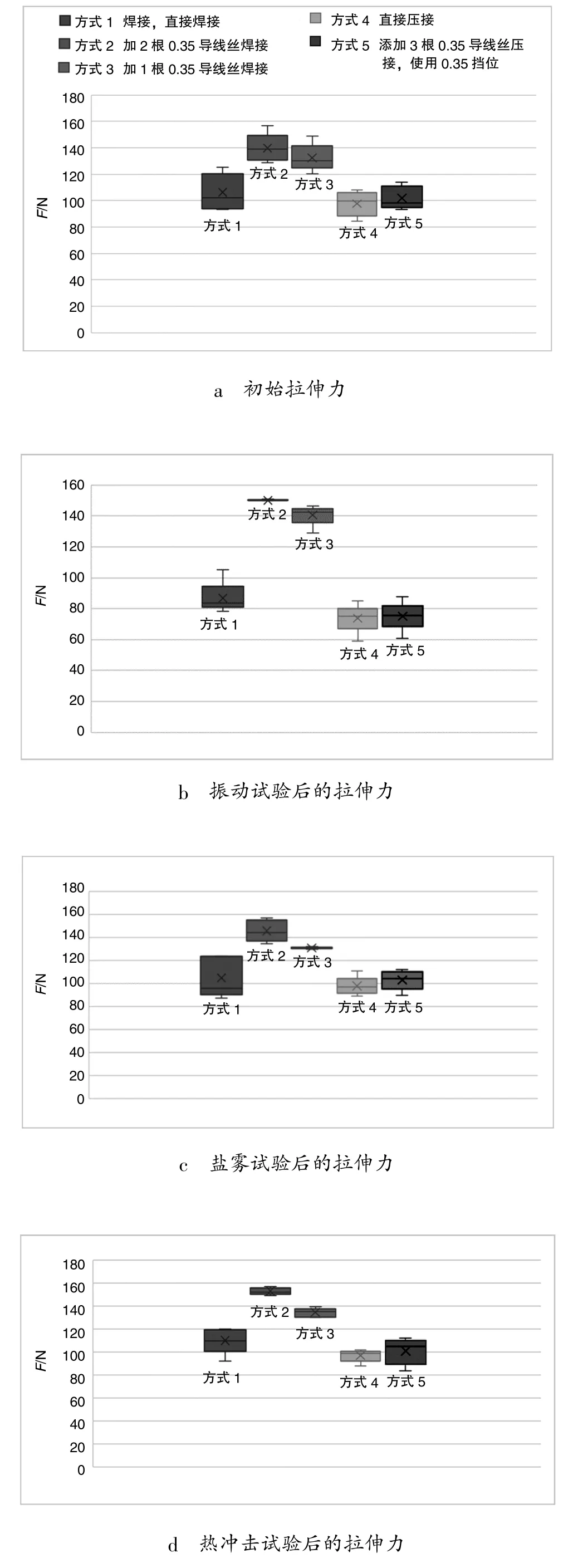

图7 环境试验后的拉伸力

表3 试验结果 单位:N
由上述数据可看出,全部试验结果都大于最小拉伸力参考值。在实施了所有的试验项目后,使用焊接工艺的样品拉伸力普遍优于使用压接工艺的样品拉伸力;加2根0.35导线丝焊接的样品拉伸力最大且拉伸力数值分布相对较为集中;除高温试验外,加1根0.35导线丝焊接的样品拉伸力均优于直接焊接的样品。直接压接的样品拉伸力和添加3根0.35导线丝压接的样品拉伸力对比变化不大。与初始拉伸力相比,振动且试验后加1根0.35导线丝焊接的样品和加2根0.35导线丝焊接的样品拉伸力变化不大,其他装配工艺样品拉伸力明显地下降;盐雾试验后5种工艺的接线端子拉伸力变化不大;热冲击试验后直接焊接和直接压接的端子拉伸力明显地变小;高温试验后5种工艺的接线端子拉伸力都明显地变小,其中加1根0.35导线丝焊接的样品拉伸力减小一半。
3.2 试验后的样品密封防腐性结果与分析
试验后的接线端子密封防腐性结果如表4所示,锈蚀现象如图8所示。振动试验且进行盐雾腐蚀试验后,直接焊接的样品有轻微锈蚀现象;分析原因可能是振动导致端子内部焊接部分发生裂缝,增大盐雾的渗透面积,导致端子耐腐蚀性能的降低。热冲击试验且进行盐雾试验后,直接压接和添加3根0.35导线丝压接的样品出现锈蚀现象;分析原因可能是热冲击过程中短时间内大跨度的温差使金属脆性增大,导致破裂或裂纹,从而使端子内部更容易受到盐雾的腐蚀。

图8 接线端子锈蚀图

表4 试验后的密封防腐性结果
4 结束语
机械性能和密封防腐性是评价接线端子可靠性的重要参数,是接线端子检验试验的必检项目,具有十分重要的意义。本文针对采用不同处理工艺装配的连接器接线端子,在不同的环境试验和机械试验后对连接器接线端子机械性能的影响进行研究。结果表明,不同的装配工艺会对接线端子的可靠性产生较大的影响。由上述试验数据及其分析可得到如下结论。
a)不同的制作工艺对接线端子的机械性能有直接且明显的影响,从拉伸力变化趋势角度看,焊接工艺优于压接工艺,并且焊接过程中添加2根0.35导线丝焊接优于其他制作工艺。
b)在不同的试验后,加2根0.35导线丝焊接制作工艺的接线端子综合机械性能最好。高温环境下加1根0.35导线丝焊接的端子其机械性能下降最大,表现最差,应谨慎地使用该工艺的接线端子。
c)接线端子在经受振动和热应力之后,其机械性能明显地下降,并且更容易受到环境腐蚀的伤害,因此在实际应用中应注意采取防范措施。
d)湿热环境对接线端子的可靠性带来影响的同时对其连接电线的绝缘拉伸性也有更高的要求,建议端子在使用过程中,注意防潮,以免影响总体拉伸力。
