TFT-LCD产品光学测量设备的MSA研究
2022-11-16刘孟义刘玉安陈亮党亮英朱东艳
刘孟义 刘玉安 陈亮 党亮英 朱东艳
(北京京东方显示技术有限公司 北京市 100176)
1 引言
1.1 TFT-LCD产品光学原理介绍
TFT‐LCD 模组产品由背光源、驱动电路、液晶屏三部分组成,其中背光源作为光源,由LED 发光,经导光板、扩散片、棱镜片等膜材作用发光至液晶屏表面,通过偏光片、液晶及驱动电压作用,最终展示为不同像素点发光亮度,进而表现为TFT‐LCD 模组整体显示效果。
TFT‐LCD 产品模组设计如图1 所示,其主要光学资材作用如下:
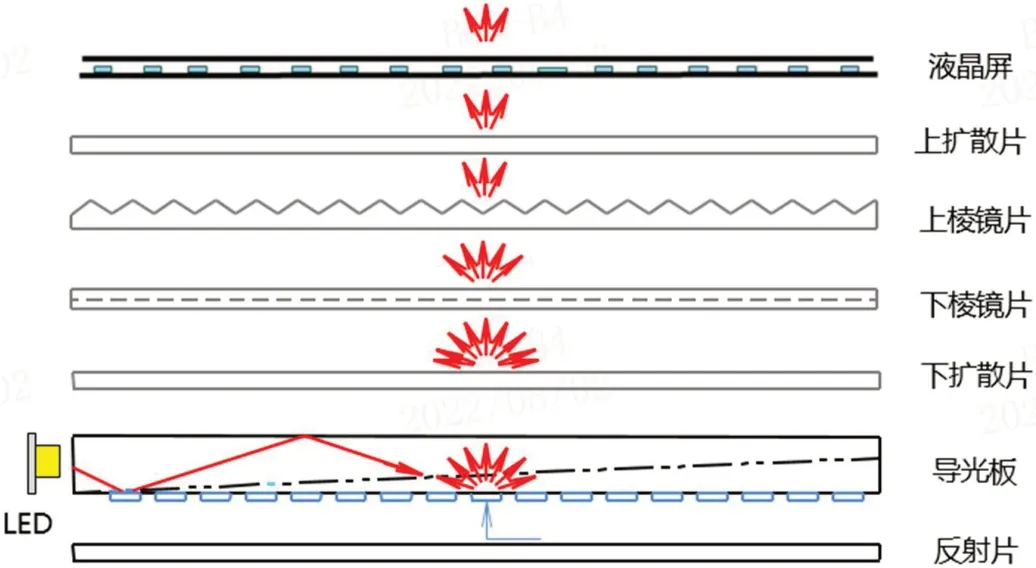
图1:模组设计示意图
LED:LCD 产品光来源,提供LCD 模组产品所需光源;
导光板(Light guide plate,LGP):控制光的方向,将LED 传来的灯光分散到panel 各处,将线光源转变为面光源,提高显示器亮度均一度;
反射片(Reflector):反射光,提高光利用率;
扩散片(Diffuser):在LGP 的上端,将从LGP 出来的光通过粒子涂布层向各个方向散射;
棱镜片(Prism):提升产品亮度;
液晶屏(LCD panel):通过RGB 像形成像素点色点,各像素点组成液晶显示画面效果。
1.2 测量系统分析介绍
测量系统分析(Measurement Systems Analysis,MSA)是指用统计学的方法了解测量系统中的各个波动源,以及它们对测量结果的影响,最后给出本测量系统是否合乎使用要求的明确判断。分析测量系统所测数据的统计特性,从而确定其质量水平。测量系统的统计特性,通常用偏倚、线性、稳定性、重复性和再现性5 个指标来评价[1]。各个指标具体定义如下:
偏倚:指观测均值与基准值之间的偏差。
线性:在计量器具的测量范围内评价测量的一种特性,测量器具线性:是指在量程范围内,偏倚是基准值的线性函数。
稳定性:表示经过一段时间用同一计量器具对同一部件进行测量时测量值的总变动。
重复性:由一个操作者采用同一种测量仪器,多次测量同一零件的 同一特性时获得的测量值变差称为量具的重复性[2]。
再现性:由不同操作者采用相同测量仪器,测量同一零件的同一特性时获得的测量值的变差称为量具的再现性[3]。
1.3 TFT-LCD光学测量设备介绍
实验室用光学测量镜头为PR730,其特点是测试亮度、色度等参数精确度高,主要用来测量TFT‐LCD 产品色坐标、亮度、均一度、对比度、Gamma、可视角等光学参数。
通过对TFT‐LCD 产品光学原理及MSA 分析原理分析,结合产品光学特性、设备特点、及测量系统分析数据要求,选取光学重要表现参数L255 画面最大亮度,作为测量系统分析参数,通过对测试人员、测试手法、测试样本等不同变量下测量的不同L255 画面最大亮度数据分析,确认TFT‐LCD 产品光学测量设备的重复性、再现性。
2 测量系统分析方案
2.1 测量方案检讨
(1)测量设备:光学测量设备PR730(测量设备经过校准且在校准有效期内[4]);
(2)测量人员:选定光学设备操作人员A、B、C 三人;
(3)测量样本:选取21.5、23.8、27 三种尺寸样本各5 块样本,共计15 块,并对测试样本进行编码,21.5 寸产品编码为1 至5,23.8 寸产品编码为6 至10,27 寸产品编码为11 至15,15 块样本分别对应各自编码编号;
(4)测量次数:每位测量人员每块样本分别测试三组数据;
(5)测量步骤:
1.操作员A 随机测量一次所有样本,并记录测量数据;
2.操作员B 随机测量一次所有样本,并记录测量数据;
3.操作员C 随机测量一次所有样本,并记录测量数据;
4.重复步骤1‐3 直至每位操作员每块样本测量3 次,得到15 块样本的9 组测试数据;
5.使用Minitab 软件进行量具R&R 分析。
将测量数据录入Minitab 软件,在统计工具栏中选择质量工具、量具研究、量具R&R 研究(交叉),进而得到,光学测量设备的量具R&R 分析结果。
(6)测量系统分析:
结合量具R&R 分析结果,从测量系统的变动(贡献度)、测量系统的精确度/过程波动比、以及测量系统的识别力三部分进行测量系统稳定性及再现性结果判定。判定标准如表1 所示[5]。

表1:判定标准
2.2 测量方案执行
按照既定测量系统分析方案,安排A、B、C 三位操作员分别使用光学设备PR730 测量选取的15 块测试样本,测量过程中,测试顺序随机,A、B、C 三位操作员每块样本每次测量结果如表2 所示。
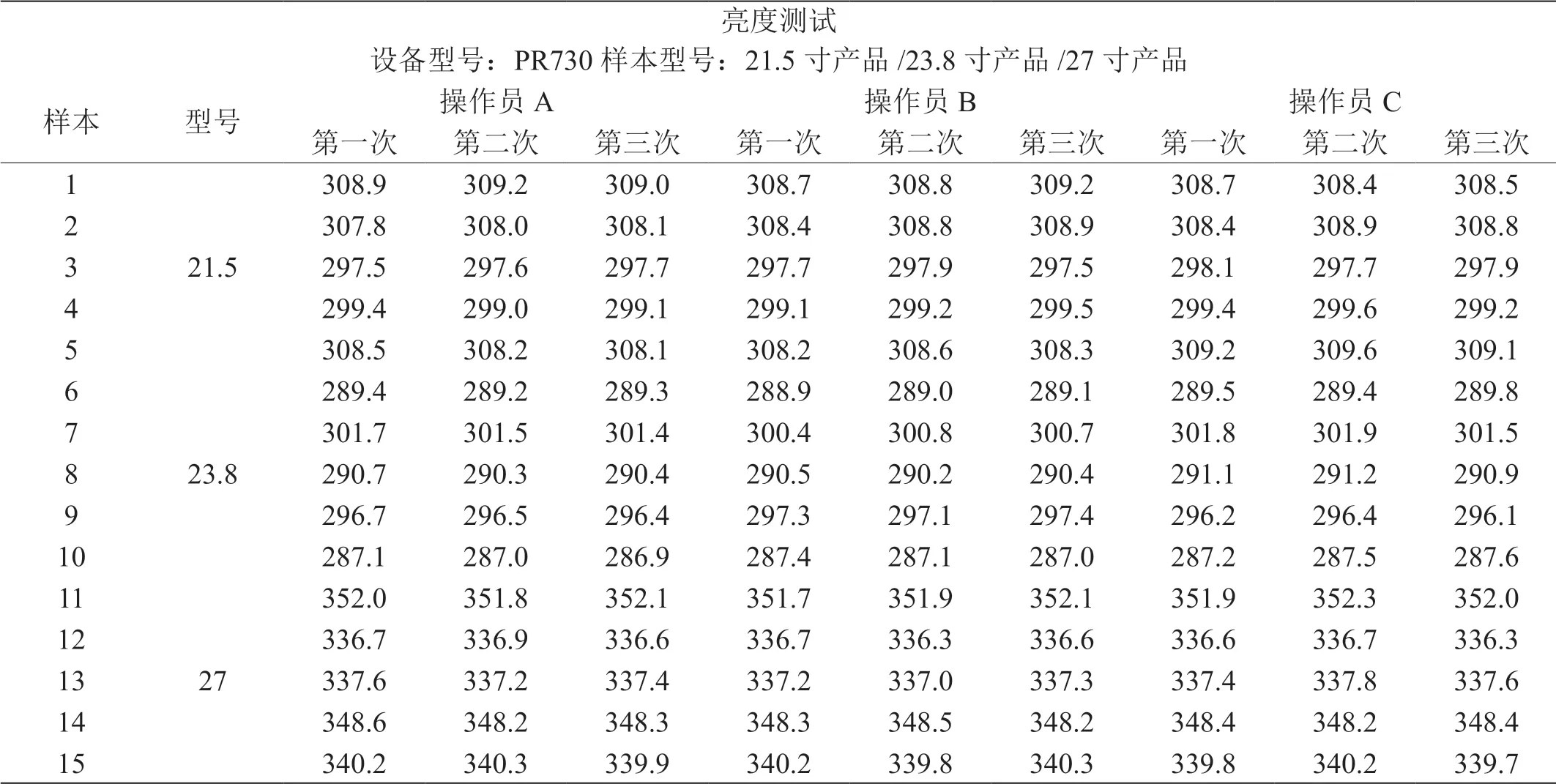
表2:测量结果
使用Minitab 软件对测量数据进行量具R&R 分析,可以得到测量系统中,关于变异分量、R 控制图(按测量者)、Xbar 控制图(按测量者)、测量值与样本编号、测量值与测量者、样本编号乘测量者交互作用、测量系统的变动(贡献度)、测量系统的精确度/过程波动比、以及测量系统的识别力等相关信息分析结果。
3 结果与讨论
变异分量、R 控制图(按测量者)、Xbar 控制图(按测量者)分析结果如图2 所示。
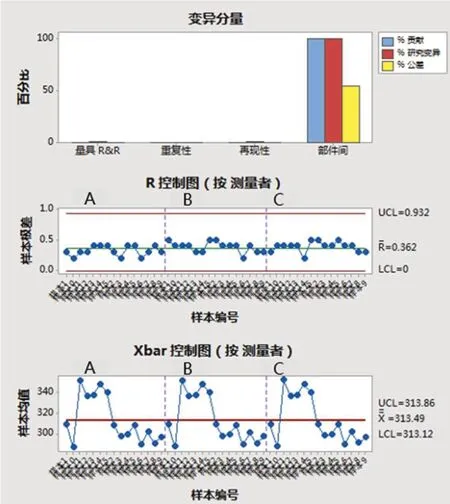
图2:变异分量、R 控制图、Xbar 控制图分析结果
变异分量表,主要表现测量数据变异来源,影响变异各因素所占百分比,从变异分量相关图表中可以确认,变异主要由部件(测试样本)的不同导致,量具重复性及再现性在变异分量中所占比例很小,表明测量系统本身产生的变异小。R 控制图中,样本极差均处于控制线以内,表明测量结果良好,测量系统稳定。Xbar 控制图中,测试样本之间波动较大,大部分样本位于控制线两侧,选择的样本如实的反映了工艺分布。
测量值与样本编号、测量值与测量者、样本编号乘测量者交互作用分析结果如图3 所示。
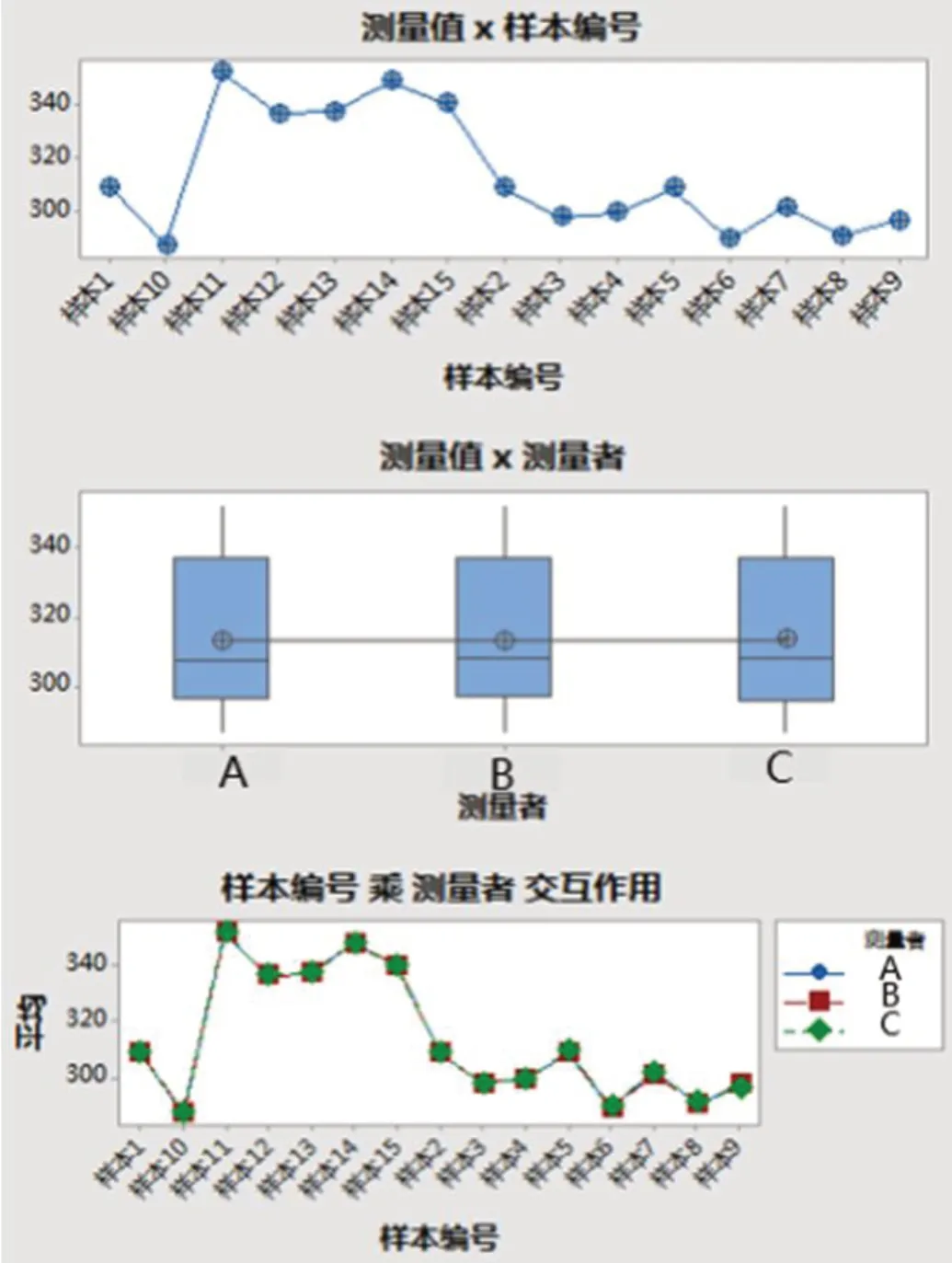
图3:交互作用分析结果
测量值与样本编号图表现了测量样本的实际分散情况,从表中可以确认,选取的各样本测量结果离散程度较小,且样本间波动较大,表明样本选择及设备测量结果良好。测量值与测量者信息比较表现了不同测量者测量结果对比,从图中可以确认,各操作员测量平均值连线近似为一条直线,表明操作员测量能力良好。样本编号乘测量者交互作用表现了样本各测量者是否进行相互不同的测量,实测表格分析结果表明样本与操作员间无明显交互作用。
测量系统的变动(贡献度)、测量系统的精确度/过程波动比、以及测量系统的识别力分析结果如图4 所示。
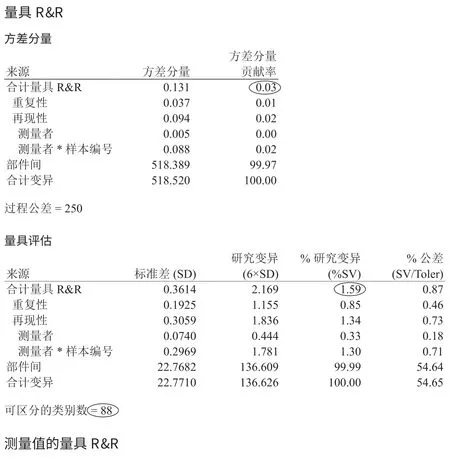
图4:识别力分析结果
从分析结果中,可以得到以下信息:样本贡献率为0.03%,小于1%的评价基准要求,该测量系统自身变异较为稳定;测量系统的波动占过程总体波动的百分比为1.59%,小于10%的评判基准要求,测量系统的变动范围在可接受范围内;可区分的类别数为88>14,说明该测量系统的分辨力可满足要求。
4 结论
通过对光学设备的测量系统分析(MSA),最终得到表3 分析结果。

表3:测量系统分析结果
进行测量系统分析的TFT‐LCD 产品光学测量设备重复性、再现性及设备状况良好,鉴于量具 R&R 各项分析结果均属接受,该设备当前应保持继续使用。
针对不接受情况,可从以下方向寻找原因检讨改善:
(1)再现性误差较大时,需考虑操作人员变动影响较大,可能由于操作员对使用方法和测量设备不够熟悉导致,故需对操作人员进行培训,提高操作人员作业能力。
(2)重复性误差较大时,需考虑测量设备变动影响较大,可能由于测量设备维护不足、测量设备固定方法或者位置问题等影响,故需对测量设备进行相关维护,以及检讨测量设备稳定测量方案。
针对测量系统量具R&R 分析不同结果,需结合测量分析过程中实际影响因素,考虑相关因素的影响因子,检讨改善方案,进行优化测量设备的重复性及再现性。
5 结束语
测量系统分析(MSA)是质量管理体系五大工具之一,重复性、再现性是计量型测量系统分析的评价方式之一,在TFT‐LCD 产品制造业中具有广泛应用[6]。通过对TFT‐LCD产品光学测量设备进行测量系统分析,能够有效保证光学测量设备的重复性及再现性,以及光学测量数据的准确性。其评价成本较低,且能有效发现影响设备测量的影响因素,对于发现测量设备问题,解决测量设备问题具有重要意义。该方法对于其他测量设备的测量系统分析(MSA)依然具有借鉴意义。
备注:本试验结论是基于以下限制条件:
1.本文所有数据均为脱密处理后数值(非实际测试数据),因此数据仅供参考;
2.文中数据处理采用Minitab 软件拟合得出。
