电流和压力对接地装置磨损的影响
2022-11-11牛凯李强
牛凯,李强
(河南理工大学材料科学与工程学院,河南 焦作 454003)
接地装置是动车组牵引系统的关键零部件,其稳定性是影响动车组行车安全的重要因素之一,其磨耗性能在很大程度上影响了动车组的修程设置,也对行车安全有一定的影响。而接地装置的摩擦磨损性能在摩擦副一定的条件下主要受电流和压力的影响,研究摩擦副摩擦磨损性能受电流、压力的影响规律,寻出符合服役环境的临界值,即具有理论意义也是接地装置运行安全需要的重要参数。动车组通过受电弓从接触网接受电流,电流通过车载电气设备后经由动车组接地系统流入钢轨,最终回流至牵引变电所。为了防止转向架轴承通过大电流产生电蚀现象,在转向架安装了接地装置[1-3],接地装置是整车接地系统的重要环节。
动车组的轴端接地装置主要由摩擦盘、碳刷、碳刷架、恒力簧、接地盖和电缆组成,其中摩擦盘和碳刷组成一对摩擦副,是该装置的核心,不仅要求材料具有良好的导电性,还要具有耐磨性[4],摩擦盘安装在高速旋转的轴端,其角速度和车轮相同,载流摩擦磨损形式可以分为3种[5-6]:纯机械磨损;机械磨损+电气磨损;纯电气磨损。文中以动车接地装置为研究对象,在自制动车组接地装置仿真试验台上进行试验,研究了不同电流和不同压力对接地装置磨损的影响。
1 试验部分
通过自制动车组接地装置试验台对接地装置进行磨耗试验,并采用扫描电镜(SEM)对碳刷摩擦面进行形貌观察,采用X射线衍射分析仪(XRD)对碳粉磨屑物进行衍射分析。
1.1 试验材料和试验设备
1.1.1 碳刷材料
碳刷材料为石墨/铜复合材料,石墨/铜复合材料不仅具有铜的良好机械性能,高的导电性、导热性和耐磨性,而且具有石墨良好的自润滑性能[7-8]。应用于导电性和耐磨性较高的零部件上,例如,动车组弓网系统的滑板,动车组接地装置和各种滑动电接触材料[9-10]。目前石墨/铜复合材料主要由粉末冶金工艺制成[11-12],石墨/铜复合材料碳刷的化学成分见表1。

表1 碳刷的化学成分测试结果 质量分数:%
碳刷材料的主要机械性能见表2。

表2 碳刷材料的性能
1.1.2 摩擦盘材料
摩擦盘材质为锡青铜,其化学成分为见表3,摩擦盘材料的主要机械性能见表4。

表3 摩擦盘的化学成分测试结果 质量分数:%

表4 摩擦盘材料的性能
1.1.3 试验设备
试验所用设备为自制动车组接地装置仿真试验台示意图如图1所示,由仿真试验台、六度空间振动试验台、可编程大电流发生器和操作台组成。试验台两端可以连接2套接地装置,其原理为变频电机通过一级带传动带动摩擦盘运转。运转速度可通过变频系统调节,电流从一个接地装置流入,通过盘从另一个接地装置流回,构成电流回路。其中温度传感器可以测量装置内部的温度。电流发生器可以改变电流的大小,该试验台机械部分建立动车组模型,能够模拟出与动车组运行时相同的车速。

图1 动车组接地装置仿真试验台
1.2 试验方法
试验前取2套接地装置,对每个碳刷进行标号,用精度为0.01 mm数显游标卡尺测量碳刷长度,用精度为0.000 1 g的天平测量质量。为了保证试验结果准确性,碳刷和摩擦盘均为同批次样件,每组试验结束更换新的碳刷和摩擦盘,将2套接地装置装配完成,安装在试验台两侧,通过调速系统调节转速,试验台模拟动车运行速度380 km/h转换为试验台转速为2 333 r/min,动车组接地装置使用额定电流为470 A,该套接地装置在动车组运行时所用恒力簧为28 N,根据电流变化范围及恒力簧使用情况对试验分2组进行,第一组设置不同的电流,相同的压力和相同的速度:
电 流为0、100、200、300、400、470 A,压力 为28 N,速度为380 km/h。
第二组设置不同的压力,相同的电流和相同的速度:
压力为18、22、26、30、34 N,电流为470 A,速度为380 km/h。
每组试验运行10万km,再次测量碳刷的长度和质量,并记录数据。试验结束之后用扫描电镜(SEM)对不同电流情况下碳刷摩擦表面形貌进行观察,用X射线衍射分析仪(XRD)对碳粉进行衍射分析。
2 结果与分析
2.1 电流对载流摩擦磨损的影响
2.1.1 不同电流下摩擦副温度
实验室温度为室温条件,温度为25℃左右,对接地装置内部摩擦副附近进行监控,结果显示,温升过程可以分为2个阶段,快速上升阶段和稳定阶段。在开始试验后温度急剧升高,升高的速度逐步缓慢,最终达到稳定状态,随着电流的增加,稳定后温度越高,载流摩擦磨损过程中,主要产生的热量为摩擦热、电阻热和电弧热[13],稳定后的温度是摩擦热量产生和散失的结果。另外,电流通过接触点会形成收缩电阻,提高摩擦材料的温度[10-11]。无电流时,只有摩擦热产生,没有电弧热和电阻热,温度较低,随着电流增大,产生的电弧热和电阻热增多,因此温度升高。不同电流情况下,接地装置内部摩擦副附近温度,如图2所示。无电流时温度为58.3℃,电流100 A时温度为75.6℃,电流200 A时温度为83.2℃,电流300 A时温度为95.6℃,电流400 A时温度为106.3℃,温度470 A电流时为114.5℃。
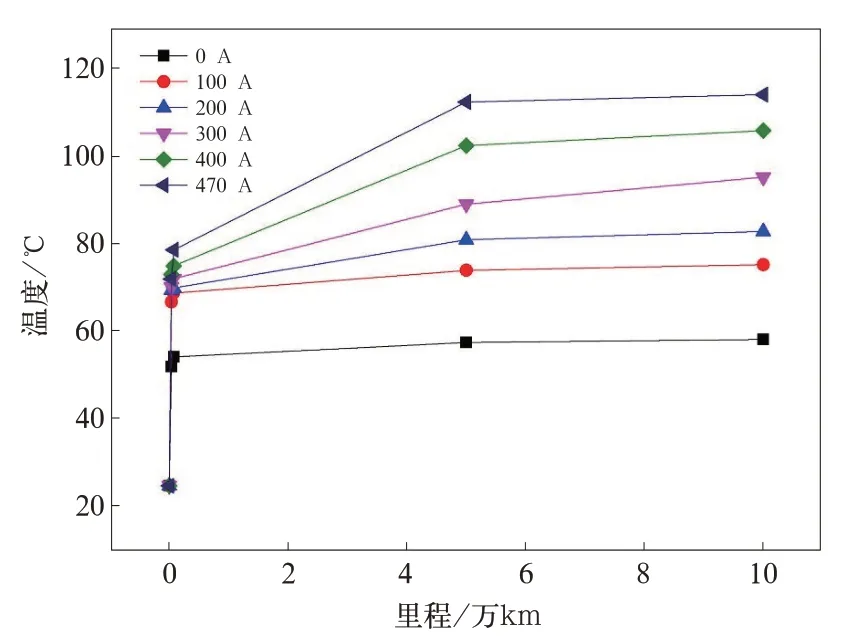
图2 不同电流下温度变化曲线
2.1.2 不同电流下碳刷磨损长度
由图3可知,从0到470 A随着电流的增大,碳刷磨损量先减小后增大,在0 A时磨损长度最大为2.12 mm,从100 A到470 A随着电流的增大磨耗长度增加。在470 A时,磨耗长度为1.48 mm。
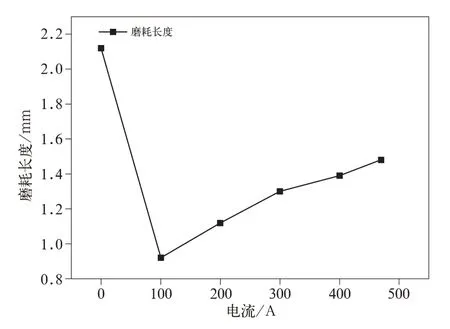
图3 不同电流条件下碳刷磨损长度
2.1.3 不同电流下碳刷磨损质量
由图4可知,磨损质量与磨损长度一致,从0到470 A随着电流的增大,磨损量先减小后增大,在0时磨损量最大为7.74 g,从100 A到470 A随着电流的增大磨耗质量也增加,在470 A时,磨耗质量为5.86 g。

图4 不同电流条件下碳刷磨损质量
载流摩擦磨损初期,摩擦副接触面真实接触面积较小。在无电流时,碳刷主要的磨损方式是纯机械磨损;有电流加入之后,磨损型式由纯机械磨损变为机械磨损和电气磨损并存,电流的加入使得在摩擦副表面生成氧化膜和润滑层,能够增加润滑作用,降低磨损量;当电流继续增大时,温度升高,摩擦副表面形成的氧化膜被破坏,碳刷和摩擦盘的接触状态变差,容易产生电弧烧蚀,磨损量增大,电流主要通过电阻热和电弧放电影响载流摩擦副的摩擦磨损性能。电阻产生的电阻热使材料得到软化,降低摩擦材料的磨损量,另一方面,电弧放电可以产生几千度的瞬时高温,降低材料的耐磨性,破坏摩擦副间的氧化膜和润滑层。
2.1.4 不同电流下碳刷扫描电镜(SEM)形貌分析
试验采用Merlin Compact型场发射扫描电子显微镜(SEM)对不同载流条件下碳刷摩擦磨损表面形貌进行观察,图5中a、b、c电流分别为0、100、470 A,速度为380 km/h,压力为28 N条件碳刷摩擦面扫描电镜(SEM)形貌图。电流为0时,摩擦表面主要为不规则的,大的片状坑,表面粗糙不平,有一些犁沟并且表面粘着些许磨屑,典型的机械磨损中的磨粒磨损和黏着磨损。电流为100 A时,碳刷表面分布较少犁沟,并且表面较为光滑。当电流增大到470 A时,随着电阻热和电弧热共同作用,使得接触截面处材料性能弱化,塑性变形加剧,会增加碳刷和摩擦盘接触点熔焊的现象,导致黏着结点不断地被剪断和形成,如此不断地循环更易形成黏着磨损,在碳刷表面有较多电弧烧蚀的麻点是典型的电弧烧蚀。
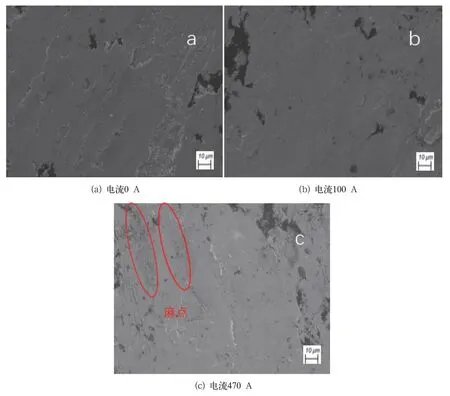
图5 不同电流摩擦磨损SEM图
2.1.5 不同电流下碳粉X射线衍射(XRD)分析
试验采用Smart-lab型X射线衍射仪,对压力为28 N,速度为380 km/h,电流分别为0、100、200、300、470 A条件下碳刷粉末进行衍射分析,试样的2θ角均为20°~110°,由图6可知,碳刷主要成分为Cu和C,加载电流进行试验之后试样生成Cu2O,Cu2O作为氧化膜覆盖在碳刷表面,将摩擦形式由最开始的干摩擦转变为流体润滑摩擦。无电流时,碳刷与摩擦盘直接接触摩擦,摩擦类型为干摩擦,磨损量较大;有较小电流加载时,有部分氧化物生成覆盖在摩擦副表面,使得摩擦方式转变为流体润滑摩擦,磨损量较小;随着电流增加,由于电弧影响越来越大,使得氧化层破坏,磨损量有所增加。
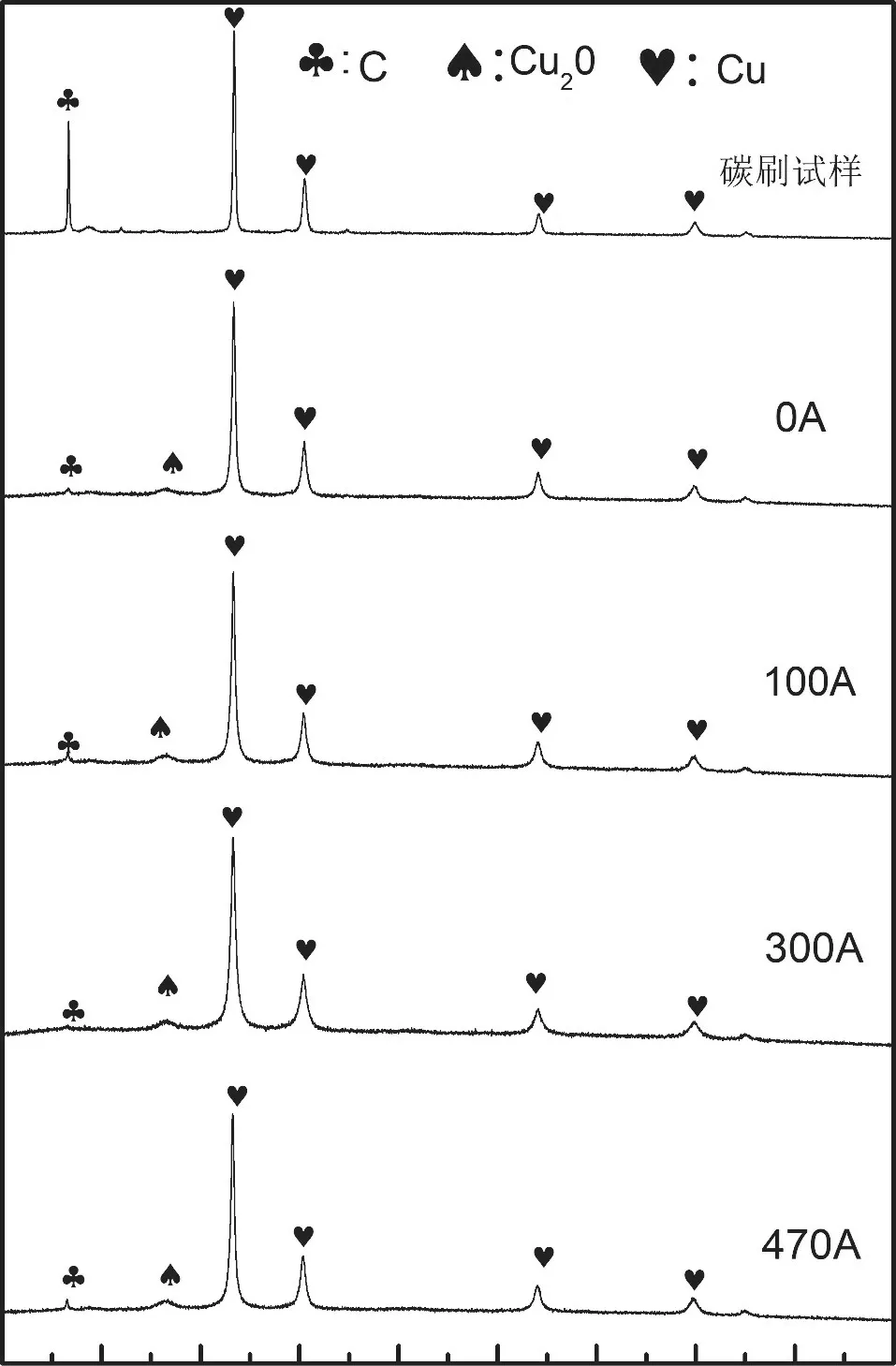
图6 不同电流下碳粉XRD衍射分析
2.2 不同压力对载流摩擦磨损的影响
2.2.1 不同压力下碳刷磨损长度
不同压力条件下碳刷磨损长度如图7所示,压力由18 N增加到22 N时,碳刷磨耗由1.09 mm下降到0.95 mm;压力由22 N增加到26 N时,碳刷磨耗由0.95 mm增长到0.96 mm基本保持稳定;压力由26 N增长到30 N时,碳刷磨耗由0.96 mm增加到1.03 mm;压力由30 N增长到33 N时,碳刷磨耗迅速增加,由1.03 mm增加到1.16 mm。
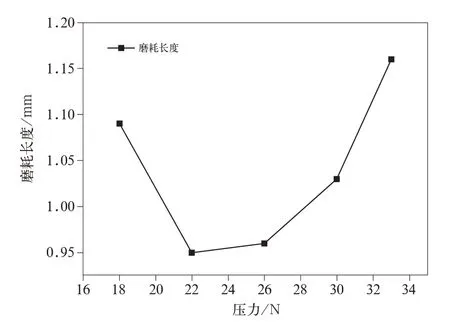
图7 不同压力条件下碳刷磨损长度
2.2.2 不同压力下碳刷磨损质量
不同压力条件下碳刷磨损质量如图8所示,当压力由18 N增加到22 N时,碳刷的质量磨损由5.2 g下降的4.5 g,下降了0.7 g;压力由22 N增加到26 N时,碳刷的质量磨损保持在4.5 g没有发生变化;当压力由26 N增加到30 N时,碳刷的质量磨损由4.5 g增加到了4.9 g,增加了0.4 g;当压力由30 N增加到33 N时,碳刷的质量磨损由4.9 g增加0.6 g,达到5.5 g。

图8 不同压力下碳刷磨损质量
运行10万km,当压力由18 N增加到22 N时,随着压力的增大,机械磨损逐渐增加,电气磨损逐渐减小,且电气磨损的减小量大于机械磨损的增加量,导致磨耗降低;当压力由26 N增加到33 N时,由于此时施加于碳刷的压力较大,碳刷的表面润滑膜被破坏,导致磨损量增加,机械磨损的增加量大于电气磨损的减小量;当压力为22 N到26 N之间时,随着压力的增加,产生电弧的数量持续减少,机械磨损持续增加,此时电气磨损与机械磨损达到最佳,碳刷磨耗最小。
3 结论
(1)在速度为380 km/h、压力为28 N条件下,电流从0增加到470 A,随着电流增大,摩擦副温度由58.3℃增长到了114.5℃。
(2)在速度为380 km/h、压力为28 N条件下,电流从0增加到470 A,随着电流增大,碳刷磨耗量先减少再增加,在电流为100 A时,磨损量最小。
(3)在速度为380 km/h,电流为470 A条件下,压力从18 N增加到34 N,磨损量先减少再增加,24 N左右时碳刷磨损量最小。
(4)碳刷的磨损方式电气磨损和机械磨损共同作用,机械磨损主要为磨粒磨损和黏着磨损,电气磨损主要为电弧烧蚀。
