发动机稳定器激光焊接工艺
2022-11-07张彦东,滕彬,陈永秋,徐富家,柳明
张彦东, 滕彬, 陈永秋, 徐富家, 柳明

摘要: 稳定器组件是发动机的重要部件之一,成品是由若干个连接耳座焊接在环形曲面上(薄板高温合金特种冲压件),因其复杂的曲面形状,以及环形件内外都需要在相应位置上进行耳座焊接,使其组装难度大,焊接质量难保证,焊接变形难控制,目前主要采用手工组装和手工氩弧焊进行焊接。针对以上问题和难点,提出了用于发动机稳定器组件激光焊接的自动工装夹具及相应自动激光焊接工艺。通过试验验证,激光焊接工艺替代TIG工艺具有可行性,开发的自动化工装夹具有助于实现稳定器产品的自动化焊接,操作简便,质量稳定可靠。
关键词: 穩定器; 激光焊; 自动化焊接
中图分类号: TG 456.7
Laser welding process of engine stabilizer
Zhang Yandong1, Teng Bin1, Chen Yongqiu2, Xu Fujia1, Liu Ming1
(1. Harbin Welding Institute Limited Company, Harbin 150028, Heilongjiang, China;
2. Harbin University of Science and Technology, Harbin 150080, Heilongjiang, China)
Abstract: Stabilizer assembly is one of important components of engine. The finished product is that several connecting ear seats were welded on circular surface (special stamping parts of thin plate superalloy). Because of its complex surface shape, and ring parts inside and outside need to be welded on the corresponding position, which makes assembly difficult, welding quality difficult to guarantee and welding deformation difficult to control. At present, manual assembly and manual argon arc welding are mainly used. In view of the above problems and difficulties, automatic fixture for laser welding of engine stabilizer components and the corresponding automatic laser welding process were put forward. Through experimental verification, laser welding process was feasible to replace TIG process, and automatic fixture was developed to realize automatic welding of stabilizer products. The operation was simple and the quality was stable and reliable.
Key words: stabilizer; laser welding; automatic welding
0前言
航空发动机、燃气轮机被誉为工业领域皇冠上的明珠,它们是高度复杂和精密的热力机械,作为飞机和轮船的心脏,不仅是飞机飞行和轮船航行的动力,也是促进航空和船舶事业发展的重要推动力[1-2]。发动机稳定器是维持火焰稳定燃烧的重要部件[3]。为达到稳定器在高温环境下仍具有可靠的运行状态,焊接接头质量对于稳定器在高温工作时的安全性和稳定性等指标起着决定性因素,而焊接工艺的稳定可靠性是保障焊接接头质量的关键因素。
目前,稳定器的焊接大多采用TIG焊接工艺,在焊接时容易产生大热输入导致的焊后变形问题,由于稳定器结构复杂,一般采用人工方式完成,一定程度上稳定器焊接的质量取决于焊接操作人员的技术水平,而随着技术的不断进步,自动化水平大幅提升,激光焊接技术具有焊接速度快、热影响区小、熔深大、变形小等特点,因此焊接效率、可靠性、自动化生产等方面优势明显[4-5]。
针对稳定器复杂结构,研制开发自动化焊接工装,保证该稳定器的自动化激光焊接需求。在激光焊接工艺方面针对实际结构,优化激光焊接工艺,从表面成形及熔透等方面分析激光焊接工艺可行性,并利用典型产品件对自动化焊接工装进行实际工艺验证。
1产品介绍及自动化工装系统设计
1.1产品介绍
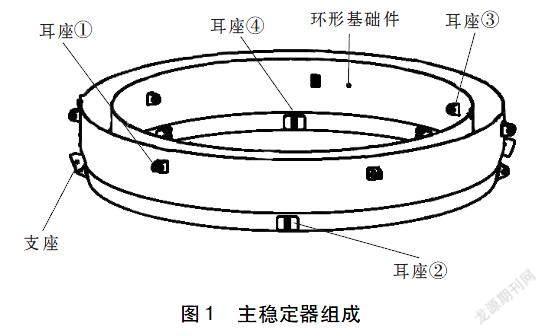
该型稳定器是由4种耳座、1种支座与环形基础件焊接组成,整体直径750 mm,主体结构厚度为3 mm,耳座和支座材料为GH536高温合金,焊接结构为角焊缝形式。其中4种耳座若干个,平均分布在稳定器内圈和外圈,支座2件,位于稳定器外圈,可见稳定器总体结构复杂,操作空间紧凑,对自动化设计难度大,其结构如图1所示。
为了实现稳定器的自动化激光焊接,针对稳定器的复杂结构,自动化工装系统的设计尤为重要,是保证自动化激光焊接的核心技术。
1.2自动化工装系统设计
由于稳定器结构复杂,完全实现自动化生产难度非常大,因此对工装设计思路采用两步法形式:①固定点焊系统:采取人工和自动相结合方式进行,保证工件精准定位,并进行工件点焊固定。位置精度的保证是固定点焊系统的关键技术核心,同时也为后续激光自动化焊接提供必要保证;②自动焊接系统:采取自动夹紧、自动焊接的设计思路,实现稳定器的耳座和支座激光自动化焊接。激光焊接工艺稳定性、可靠性是保证稳定器焊接质量的核心环节。
1.2.1定位点焊系统设计
稳定器点焊系统如图2所示。主要由回转工作台和点焊夹具组成;点焊夹具主要由夹具体、高精度回转支撑、工件基座、分度定位装置、支座定位夹持装置、耳座①定位夹持装置、耳座②定位夹持装置、耳座③定位夹持装置、耳座④定位夹持装置和定位压紧上盖等零部件组成。保证稳定器耳座和支座的位置精度是定位点焊系统的关键,为满足要求,整套工装加工采用精密数控加工机床进行加工制造,以保证焊接工装的精度要求。
稳定器点焊系统的工作原理如下:人工将定位压紧上盖将稳定器工件与工件基座固定,将要焊接的耳座工件安装到图3所示的耳座定位夹持装置上,由快卸销定位夹紧后,推动快速夹钳将安装在直线导轨机构的耳座定位组件推到限位装置后对耳座进行点焊。点焊后,退出快卸销让焊接后的耳座与耳座定位夹持装置脱离,撤回到该耳座定位夹持装置初始位置,将分度定位装置的定位销通过快夹方式与定位孔脱开,并将工件基座旋转到下一个定位孔处,再将分度定位装置的定位销复位,进行该种耳座的第2个件的焊接,以此类推,将4种耳座依次固定并点焊到相应位置。
2个支座分别通过2套支座定位夹持装置进行定位夹持,操作过程如下:将需要焊接的支座工件安装到支座定位销上,如图4所示,推动快速夹钳将支座移动到指定位置进行焊接,快速夹钳和支座定位销安装在支座定位夹持装置基座上,当第1个支座焊接完成后,反向推动快速夹钳让支座定位夹持送给装置退回到初始位置,完成相应支座的点焊焊接。
定位点焊系统是利用高精度分度转台和定位夹具保证耳座和支座定位精度,实现4种耳座和2个支座与环形基础件的高精度点焊焊接。同时操作者只需在1个固定位置进行耳座和支座的装夹定位和点焊焊接,减少了人员无效工作时间和工作量,提高了工作效率。定位点焊系统开发保证了后续激光自动焊接质量精度要求。
1.2.2激光自动焊接系统设计
激光自动焊接系统如图5所示。主要由激光焊接单元、运动单元、自动焊接工装及焊接变位机等组成。除激光焊接工艺因素外,焊接工装设计及制造精度、空间位置关系设计、焊接轨迹及顺序的排布等因素同样对焊接质量、变形存在影响。激光自动焊接系统通过控制焊接变位机翻转到适合于焊接的角度,再由控制系统通过机器人和激光焊接单元协作进行耳座和支座的自动化焊接。
自动焊接工装要完成的重点任务是保证耳座和支座的焊接质量,激光焊枪位置的可达性是工装设计制造的重点。考虑到激光焊枪的可达性,自动焊接工装在设计上最大程度的满足了工件的焊接空间要求,其整体结构如图6所示。自动焊接工装主要包括夹具体、压紧气缸、保护气上盖组件和工件定位组件等零部件。主要工作原理是将完成点焊的稳定器安装到激光自动焊夹具的夹具体的定位环上,完成同心圆定位,通过工件定位组件与点焊完成的耳座配合,完成稳定器圆周方向的定位,定位精度在0.2 mm内,以保证自动焊接工装被焊工件的位置一致性,然后将保护气上盖组件安装到稳定器上表面处,保护气上盖组件与稳定器形成封闭空间,工件安装到位后,4组压紧气缸同时动作,将工件压紧牢固,同时稳定器内部通过夹具体充入焊接保护气,使被焊位置背面形成稳定的气保护,提高焊缝成形质量。
结合激光自动焊接系统工作原理和结构组成进行详细分析与论证,该焊接系统的工件自动压紧形式简单,操作方便,保证该系统充足的焊接空间,增加焊缝背面气体保护功能,提高了工件焊接精度和质量。该系统的研制开发为复杂结构件的自动化焊接提供了新思路、新方法。
2激光焊接工艺开发
2.1试验方法及设备
试验用试板材料为GH536高温合金。尺寸为400 mm×100 mm×3 mm,采用I形坡口角焊缝形式。焊接试验采用德国通快公司生产的TRUMPF Trudisk6002光纤激光器及激光头,焊接过程采用日本安川公司生产的MOTOMAN 20 kg机器人控制运动完成。焊前对试板进行打磨去除表面油污和氧化物。焊接过程采用99.99%高纯度氩气保护,保护气流量为25 L/min,可以得到保护良好的银白色焊缝;激光焊接采用激光自熔形式,焊接过程中采用自制保护气罩,在施焊前通保护气10 s,排除工作表面和背部周围的空气,焊接结束后继续通保护气5 s,使焊缝正反面的高温区域在冷却过程中依然得到保护。
2.2焊缝成形分析
试验针对3 mm 厚GH536高温合金,采用激光焊接方法针对角焊缝结构,分别从激光功率、焊接速度、激光倾斜角度3个方面进行了工艺试验优化。焊接工艺参数见表1,焊缝横截面形貌如图7所示。
1号、2号、3号、4号为采用45°激光倾斜角度(激光枪头与试板间夹角),并进行激光功率和焊接速度的变化,从焊缝横截面形貌可见,虽然熔深增加,但焊缝筋
板背面均未熔透,可见激光倾斜角度对焊缝筋板背面的熔透起到决定作用,焊接速度方面考虑后续产品焊缝均为短焊缝,焊接速度过快,不易于操作,因此后续试验中确定焊接速度为1.0 m/min进行试验。当对30°(5号、6号)和20°(7号、8号、9号)激光倾斜角度的试验发现,当采用倾斜角度为20°时角焊缝熔透效果最佳;并对激光功率进行了优化,当采用4.5 kW功率时,焊缝宽度增加,熔透效果最佳,过渡圆滑,图8为9号焊接参数下焊缝正反面成形效果。
综上所述,采取激光焊进行角焊缝焊接时,激光倾斜角度对焊缝的熔透影响因素最大,焊接过程中应严格控制激光倾斜角度;激光焊接能量集中,熔池小,为了增加自动焊接过程中的焊接适应性,同时考虑短焊缝焊接时焊缝的均匀性、可靠性,试验采用焊接速度1.0 m/min时焊接效果较好。
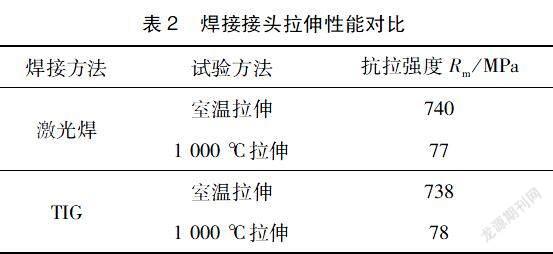
为了更好地评价激光焊接方法在其应用的可行性,针对GH536高温合金,分别进行了激光焊和TIG接头性能对比试验。对2种接头分别进行了室温拉伸和高温拉伸,室温拉伸性能试样根据GB/T 2651—2008《焊接接头拉伸试验方法》加工,高温拉伸试样根据GB/T 228.2—2015《金属材料 拉伸试验 第2部分:高温试验方法》加工。每种焊接方式拉伸试样数量为3个,拉伸试验结果取3个拉伸测试结果平均值。拉伸性能结果见表2。结果表明,激光焊拉伸性能与TIG拉伸性能一致,但激光焊接速度快、热输入小,特别对于稳定器薄壁构件,焊接变形与原有TIG相比,变形显著降低,固采用激光焊具有明显优势[6-7]。
3典型產品验证
利用文中自动化工装及前期工艺开发结果,对稳定器样件进行了试验验证,图9、图10为焊接工装实物,图11为焊后效果。经试验验证,文中所述的工装夹具从组装到焊接再到成品,不但工序节省、效率大大提高,产品的质量也大大改善,焊接过程中的能耗明显降低,操作简便。同时也减少了人员,节省了成本。成品率也大大提高,解决了之前手工组装,人工焊接,废品率太高的问题。
4结论
(1)针对3 mm 厚GH536高温合金,开发了激光角焊缝焊接工艺,其激光倾斜角度是影响焊接熔透的关键参数,当激光倾斜角度20°、激光功率4.5 kW、焊接速度1.0 m/min时,焊接效果最佳。
(2)开发了用于稳定器典型产品的焊接工装,实现复杂构件的自动化焊接,并经稳定器工件验证,操作简便,质量稳定可靠,焊接效率得到大幅提升。
参考文献
[1]杨小兵.航空发动机的现状与发展[J]. 中国航务周刊, 2021(45): 58-59.
[2]杨勇, 艾松, 贾文. 燃气轮机燃烧室燃烧稳定性分析[J]. 东方电气评论, 2012(1): 25-29.
[3]金莉, 谭永华. 火焰稳定器综述[J]. 火箭推进, 2006(1): 30-34.
[4]王旭友, 王威, 雷振. 激光焊接技术现状[J]. 机械制造文摘——焊接分册,2010(4): 1-5.
[5]宋天虎, 刘永华, 陈树君. 关于机器人焊接技术的研发与应用之探讨[J]. 焊接, 2016(8): 1-10.
[6]曹浩, 雷振, 黄瑞生, 等. 激光摆动焊接工艺参数对高强钢气孔率和焊缝成形的影响[J]. 焊接, 2019(4): 39-43.
[7]赵德民, 滕彬, 付傲, 等. 换热器鼓胀板对激光焊接站与工艺研究[J]. 机械制造文摘——焊接分册, 2019(4): 29-33.
收稿日期: 2022-06-26
张彦东简介: 学士,工程师;主要从事激光焊接相关设备设计的研究;yandong0106@163.com。
