9自由度爬行焊接机器人控制系统*
2022-11-07华攸水张浩罗健吴华昶蒋晓明
华攸水 张浩 罗健 吴华昶 蒋晓明
特约论文
9自由度爬行焊接机器人控制系统*
华攸水1张浩2罗健1吴华昶1蒋晓明2
(1.广东工业大学机电工程学院,广东 广州 510006 2.广东省科学院智能制造研究所,广东 广州 510070)
为解决大型曲面焊接作业场景中自动化焊接程度低,以及现有爬行焊接机器人自由度低导致的灵活性差等问题,设计一款9自由度爬行焊接机器人控制系统。首先,介绍9自由度爬行焊接机器人控制系统组成、系统框架和软硬件功能;然后,通过曲线焊缝跟踪实验和爬行焊接实验,证明该机器人控制系统具备立面焊接的作业能力以及曲线焊接的适应能力。
9自由度爬行焊接机器人;控制系统;磁吸附;大曲面焊接
0 引言
当前大型船舶、石化储罐和风电塔等大型钢结构件的焊接作业,具有焊缝长、曲率变化大、焊接姿态多变等特点;大多由人工完成,存在作业环境差、风险高等问题[1-3]。因此,针对此类大曲面焊接作业,设计自动焊接机器人具有重要意义。
爬行焊接机器人与常规轮式移动焊接机器人、固定基座式焊接机器人的区别在于,其作业时无需事先铺设爬行轨道,通过摄像头等设备辅助,可实现大型钢结构件的全位置爬行作业[4]。2003年,KAM等[5]开发一种四轮移动焊接机器人,结构小巧,能够在狭小空间实现焊接。2012年,葛文韬[6]设计一种用于水下大型结构件焊接的四轮移动机器人,各轮不具有转向机构,通过四轮差速实现转向,稳定性较高。2013年,陈锦云等[7-8]利用基于差速转向的磁吸附轮足复合式机器人,通过机械结构配合,实现越障焊接。现有的爬行焊接机器人虽具备全向移动能力,但自由度偏低,通常只有5~6个自由度;灵活性较差,直线焊缝的适应能力较强,但不适用于空间曲线焊缝。
为此,本文设计一款9自由度爬行焊接机器人控制系统,并对该件控制系统的软硬进行开发,实现立面焊接的功能,并具备曲线焊缝适应能力。
1 9自由度爬行焊接机器人
9自由度爬行焊接机器人由移动小车、机械臂、焊枪、相机等组成,样机及主要技术参数如图1所示。

图1 9自由度爬行焊接机器人样机及主要技术参数
在大曲面焊接场景中,焊接作业表面大都是竖直曲面。9自由度爬行焊接机器人具备的主要功能包括:在竖直曲面爬行作业能力;在大曲面全向移动能力;焊缝自动跟踪和焊接能力。
2 控制系统总体框架
9自由度爬行焊接机器人控制系统按层级划分为系统级、子系统级和部件级,系统总体框架如图2所示。
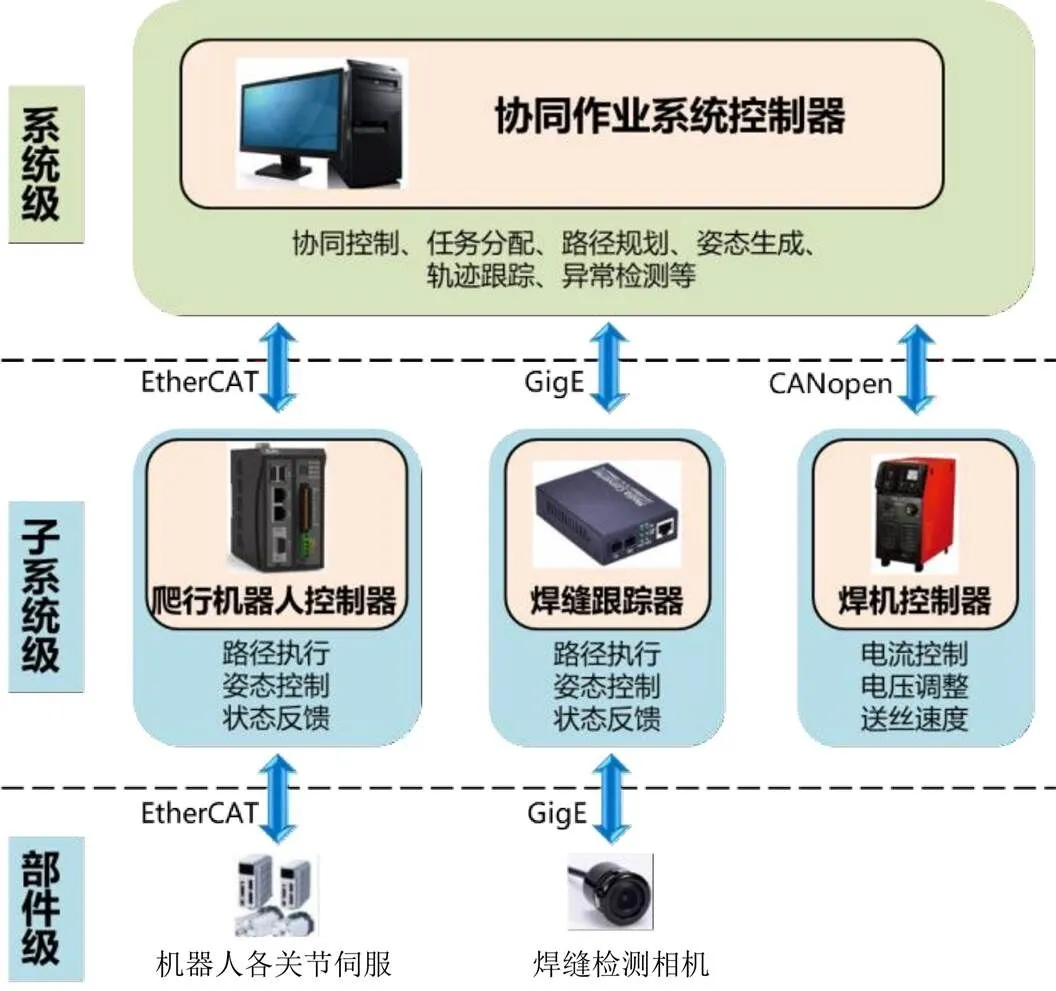
图2 9自由度爬行焊接机器人控制系统总体框架
系统级协同作业系统控制器主要负责协同控制、路径规划、姿态生成、轨迹跟踪等任务的调度和分配;子系统对以上任务进行分解和执行;部件级主要完成任务所需的具体功能。9自由度爬行焊接机器人控制系统主要通过EtherCAT、CANopen和GigE通信。
3 控制系统硬件
9自由度爬行焊接机器人控制系统硬件主要包括工控机miniPC、摄像头、机械臂、焊机、运动控制器、移动小车伺服电机等,硬件架构如图3所示。
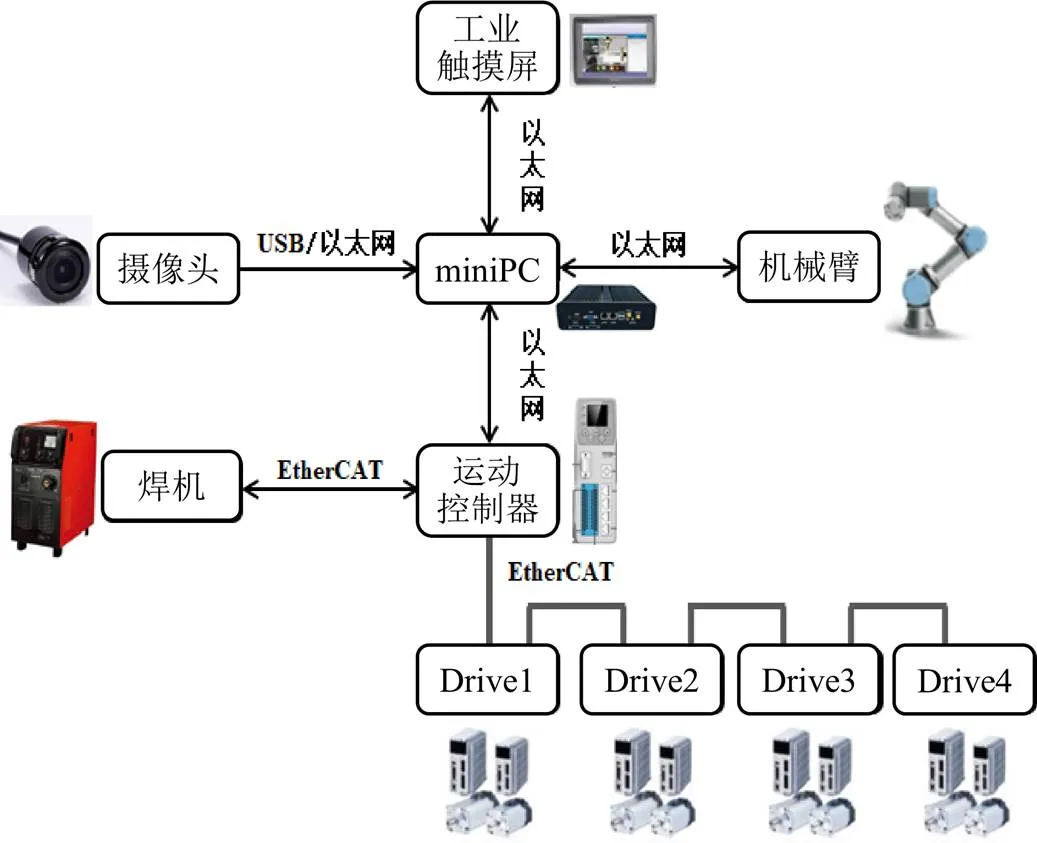
图3 9自由度爬行焊接机器人控制系统硬件架构
工控机miniPC采用酷睿i3-4010U的迷你工业主机,主要负责对系统的硬件设备进行管理和控制。
机械臂采用CB-series系列的协作式UR机械手,配合移动小车和焊机共同完成焊接作业。
采用NBC-250GF气体保护焊机,调节焊接工艺参数以及完成气保焊接。
运动控制器是一个EtherCAT主站,以总线方式控制焊机和4个移动小车伺服电机,并通过有线以太网与工控机进行数据交互。
采用ECMA系列的移动小车伺服电机作为EtherCAT从站设备,可与运动控制器进行通信。
4 控制系统软件
9自由度爬行焊接机器人控制系统软件包括上位机软件和下位机软件。上位机软件提供人机交互界面,方便技术人员操作;将操作输入进行任务分解和调度,并转换成命令消息发送给下位机处理。下位机软件接收和处理上位机的命令;并反馈9自由度爬行焊接机器人实时数据给上位机。
4.1 上位机软件
上位机软件采用Qt5.8编写,主界面主要分为小车控制区、机械臂控制区、焊接管理区和日志信息4个区域,如图4所示。

图4 上位机主界面
小车控制区对移动小车进行转向和速度控制,通过速度和差速滑条共同设置左右两侧轮子的转速,并通过6个方向键控制移动小车的前进方向;机械臂控制区对机械臂关节角度和末端姿态进行调整,通过选择不同的机械臂控制模式,分别对机械臂的关节和姿态进行控制;焊接管理区对焊机进行管理,包括焊机的开关机、摆弧控制等;日志信息区打印9自由度爬行焊接机器人运行状态报告。
上位机提供3种机械臂运动控制模式:关节模式、笛卡尔模式和位置模式,如图5所示。

图5 6自由度机械臂控制模式
关节模式可以控制机械臂的关节按自定义的速度和加速度连续转动;笛卡尔模式可调整机械臂末端位姿;位置模式在关节角度输入框中输入角度,可控制机械臂运动到自定义位置。
为方便用户直观地了解9自由度爬行焊接机器人的运动情况,设计机械臂和移动小车状态显示界面,如图6所示。

图6 机械臂和移动小车状态显示界面
4.2 下位机软件
下位机软件基于ROS环境开发,由多个ROS节点组成,节点架构如图7所示。

图7 下位机ROS节点架构
RobotCommand节点接收上位机指令,转换成ROS消息包发送给RobotControl节点。
RobotRespond节点反馈9自由度爬行焊接机器人实时数据给上位机。
RobotControl节点是9自由度爬行焊接机器人底层控制节点,包括对机械臂、移动小车及焊机的读写功能。
CarPlaning和Tracking是运动规划节点,规划包含9自由度爬行焊接机器人的运动参数命令包,发送给RobotControl节点,对9自由度爬行焊接机器人进行控制。
MindVision是焊缝识别节点,识别焊点在9自由度爬行焊接机器人坐标系下的位姿,并将焊点数据发送给运动规划节点。
5 实验
为验证本文提出的9自由度爬行焊接机器人控制系统的可行性,设计焊缝跟踪和爬行焊接实验。焊缝跟踪实验在地面进行,目的是验证9自由度爬行焊接机器人能否跟踪曲线焊缝以及是否具备可接受范围的焊缝跟踪精度。爬行焊接实验在竖直壁面进行,目的是验证9自由度爬行焊接机器人是否具备在立面上边爬行边焊接的作业能力。
5.1 焊缝跟踪实验
焊缝跟踪实验设计如表1所示,焊缝跟踪实验实物图如图8所示。

表1 曲线焊缝跟踪实验设计表

图8 焊缝跟踪实验实物图
图8由焊缝跟踪过程中4个时刻的跟踪场景构成,包括焊缝长度、宽度方向的跟踪场景摄像图。焊缝长度方向的跟踪场景主要用于观察移动小车的移动与焊枪末端的俯仰姿态;焊缝宽度方向的跟踪场景主要用于观察焊枪末端(TCP)与焊缝的对准情况。
实验组ST的跟踪效果通过TCP的跟踪误差(即TCP的实际运动轨迹与焊缝之间的偏差)来评估,如图9所示。

图9 实验组ST实时TCP跟踪误差
由图9可知,焊缝跟踪实验TCP的跟踪误差在±2 mm区间,说明TCP能保持在焊缝位置。本系统在跟踪曲线焊缝时具有可接受的跟踪精度。
5.2 爬行焊接实验
在与水平地面夹角为90°的竖直墙面上进行爬行焊接实验,9自由度爬行焊接机器人能够自动跟踪焊缝并进行焊接,如图10、11所示。

图10 爬行焊接实验实物图

图11 焊后成型效果图
由图11可知,9自由度爬行焊接机器人能够稳定地吸附在竖直作业表面并进行焊接作业,焊后焊缝基本成型,说明本系统具备自主爬行焊接作业能力。
6 结论
本文提出的9自由度爬行焊接机器人控制系统可跟踪曲线焊缝,并在跟踪曲线焊缝时的焊缝跟踪精度可以稳定在±2 mm的误差范围内;具备在立面焊接的基本作业能力。本系统后续将围绕焊缝跟踪精度提升和结合焊接工艺的焊枪姿态优化继续展开深入研究。
[1] 陈光明,黄旋.基于高压水射流的船体清洗机器人关键技术分析[J].流体机械,2019,47(9):56-62.
[2] 郜海超,韩海敏,陈会涛,等.针对风电机维护任务的爬壁机器人设计与研究[J].机床与液压,2018,46(9):13-16.
[3] 俞国庆,王晓佳,郜世杰,等.船舶复杂曲面爬行机器人自动焊接的关键技术研究[J].船电技术,2018,38(10):5-9.
[4] 张浩,曹立超,周勇,等.基于EtherCAT总线的轻量型爬壁机器人系统[J].自动化与信息工程,2021,42(4):7-11.
[5] KAM B O, JEON Y B, KIM S B. Motion control of two-wheeled welding mobile robot with seam tracking sensor[C]// IEEE International Symposium on Industrial Electronics. IEEE, 2003.
[6] 葛文韬.四轮驱动全轮差速转向移动焊接机器人移动机构设计与仿真[D].南昌:南昌大学,2012.
[7] 陈锦云.轮足组合越障全位置自主焊接机器人控制系统研究[D].上海:上海交通大学,2013.
[8] 吴明晖.面向焊接任务的轮足式非接触磁吸附爬壁机器人研究[D].上海:上海交通大学,2014.
Control System of 9-DOF Crawling Welding Robot
HUA Youshui1ZHANG Hao2LUO Jian1WU Huachang1JIANG Xiaoming2
(1. Guangdong University of Technology, Guangzhou 510006, China 2. Institute of Intelligent Manufacturing, Guangdong Academy of Science, Guangzhou 510070, China)
In order to solve the problems of low degree of automation welding in large curved surface welding scene and poor flexibility caused by low degree of freedom of existing crawling welding robot, a control system of 9 degree of freedom crawling welding robot is designed. Firstly, the composition, system framework, software and hardware functions of the control system of the 9-DOF crawling welding robot are introduced; Then, through the curve weld seam tracking experiment and crawling welding experiment, it is proved that the robot control system has the operation ability of vertical welding and the adaptability of curve welding.
9-DOF crawling welding robot; control system; magnetic adsorption; large curved surface welding
TP242.2;TP242.6
A
1674-2605(2022)05-0002-05
10.3969/j.issn.1674-2605.2022.05.002
广东省重点领域研发计划(1953211500006)
华攸水,张浩,罗健,等.9自由度爬行焊接机器人控制系统[J].自动化与信息工程,2022,43(5):8-12.
HUA Youshui, ZHANG Hao, LUO Jian, et al.Control system of 9-DOF crawling welding robot [J]. Automation & Information Engineering, 2022,43(5):8-12.
华攸水,男,1999年生,硕士研究生,主要研究方向:机器人与自动化。E-mail: h_youshui@qq.com
张浩,男,1993年生,硕士研究生,主要研究方向:机器人与自动化。E-mail: h_zhang@giim.ac.cn
罗健,男,1998年生,硕士研究生,主要研究方向:机器人与自动化。E-mail: 798073059@qq.com
吴华昶,男,1997年生,硕士研究生,主要研究方向:机器人与自动化。E-mail: huangchang_wu@163.com
蒋晓明,男,1973年生,博士研究生,主要研究方向:电力电子、数控技术与自动化。E-mail: xm_jiang@giim.ac.cn
