一种撬装装置大型设备检修吊装工装的设计
2022-11-02王欢王礼梅宋骏赵元熠闫韬付博
王欢,王礼梅,宋骏,赵元熠,闫韬,付博
(1.中国石油西南油气田公司天然气净化总厂,重庆 401120;2.中国石油西南油气田公司通信与信息技术中心重庆总站,四川 成都 610000)
天然气工业撬装装置具有模块化、撬装化、工厂化的优势,通过三维建模实现装置的可视化设计与施工,便于工艺管道、设备布置,提高施工质量;同时,装置撬装化后,更有利于材料、设备的批量化采购,有效地节约了成本;工艺装置的“工厂化”减少了现场施工的工作量,减轻工人室外劳动强度,提高施工效率。此外,撬装装置具备结构紧凑、节约空间、拆迁方便、便于流动等优势,在石油天然气领域中有广泛的应用前景。但其缺点是维修空间狭小、检修施工难度大,特别对于橇内大型设备部件的安装与维修,常用的吊装设备,如汽车起重机无法作业,通常采用手动葫芦等起重方法进行施工,导致劳动强度大、安全性差以及效率低下,极不利于人员、设备的安全。因此设计一种橇装装置大型设备检修吊装工装结构,解决现存施工难题,提高对橇内大型设备的检修效率与能力是极为必要的。
1 装置概况
该天然气净化厂硫磺回收单元采用超级克劳斯(SuperClaus )硫磺回收工艺,包括一个热转化段,3个克劳斯催化段和1个超级克劳斯段。在正常运行条件下,超级克劳斯硫磺回收装置的回收效率可达到99.2%以上,热转化段的反应如下所示:
其后,废热锅炉移走过程气部分热量,将气相硫冷凝回收。通过以上可见硫磺冷凝器在系统中重要性,该设备采用撬装结构安装,工艺布置共3层,其中硫磺冷凝器4台,位于撬装的底层(层高6M),固定管板式硫磺冷凝器外形尺寸为2100/2300×12292mm,设备总重量52300kg,前端距橇装边缘为870mm,上部被4台对应布置反应器遮挡,尾端盲板直径为2590mm,厚度为147mm,单块重量为6.08T。受撬装结构的影响,在对设备进行年度检维修时,无法采用常规的汽车起重机作业。操作人员花费大量时间及精力,采用2个5T手拉葫芦为主吊,将盲板直接放置于平台格栅板上,再用1个3T手拉葫芦往后拉0.5m固定(如图1、2),存在手拉葫芦超极限使用情况,安全、进度受到严重影响。

图1 盲板打开方式
1.1 施工过程中存在的问题
(1)盲板无稳定固定点,尾端承重葫芦为3T,盲板重量超葫芦最大能力200%,存在重大安全隐患。(2)无设备维护操作空间,捕雾网检查更换,流体管疏通等无法进行。(3)盲板复位不能上、下、左、右实现微调,本设备密封面台阶间隙为2mm,安装难度大。(4)盲板自重大,人工吊装耗费大量时间与体力,不利于快速复工复产。

图2 盲板固定方式
2 解决办法
吊装工装设计:经测量现场量跨度、计算吊件重量,选定吊梁规格。
计算载荷标准值:Qk=(g+q)×b
式中,g为永久载荷;q为可变载荷;b为简支梁间距。
载荷设计值:qd=(1.3g+1.5q)×b
最大弯矩:Mmax=1/8qd×b2
截面抗弯模量:W=Mmax/rxf
式中,rx为塑性发展系数;f为抗弯设计值。
根据需求,在该橇装装置内硫磺冷凝器盲板正上方安装对应规格的H型钢作为轨道,选用市场上已成熟应用的GCL型手拉单轨小车,吊挂安装在H型钢下翼缘板上,结合手拉小车,实现设备部件左右、上下平稳移动(如图3)。轨道采用焊接方式连接,通过力学计算确定轨道补强位置并进行补强,

图3 手拉小车与轨道安装图
采用两个单轨小车平行起吊,小车设计能力应不小于被吊部件最大重量,从而保证在单边失稳情况下可安全操作。
(1)轨道力学校核(要求同上)。该硫磺冷凝器端盖重量为6.08t,拟选材质为Q235的300×200×8×12mm H型钢作为小车轨道,吊装时可视为简支梁受力模型,滑动小车在轨道中点时受力最大。受力分析如下(图4、5)。

图4 Q235 型材力学性能

图5 Q235 H型钢受力分析
由Q235型材力学性能表与H型钢受力分析表可知,300×200×8×12mm的H型钢在中点承受6t重量时强度为68.52N/mm²,小于Q235材质抗压、抗弯强度215N/mm²(安全系数3.13),能够满足该天然气净化厂硫磺冷凝器盲板吊装需求。(2)轨道安装位置力学校核。轨道与橇装装置采用焊接连接,通过ANSYS进行建模分析,得出在部件吊装移动过程中,轨道两端与橇主梁连接位置因结构不连续,是整个吊装工装受力薄弱点,应进行相应补强(如图6)。补强板采用与H型钢翼缘板等厚度(12mm)原则,单边大于焊接热影响区尺寸贴焊可保证强度及其稳定性要求。

图6 轨道补强位置
3 焊接技术要求
焊接采用手工电弧焊,焊接前清除焊缝周围20㎜范围内油污、铁锈等并显现金属光泽。担任工程焊接焊工必须持证并经考核合格,焊接过程中严格控制层间温度≦250℃。焊接完成后焊缝表面不得有裂纹、气孔、未熔合、未焊透等缺陷并清理焊渣、飞溅等。焊接参数见表1。

表1 焊接参数
4 案例分析
在对硫磺冷凝器检修时,安装2台5T手动葫芦在单轨小车上,悬挂在设备盲板两边吊耳正上方;手动葫芦稍稍受力,待拆除设备盲板连接螺栓后完全受力;水平移动手拉小车,打开盲板(图7、8)。待维修结束后回装时螺孔对位可实现毫米调节。

图7 设备打开前
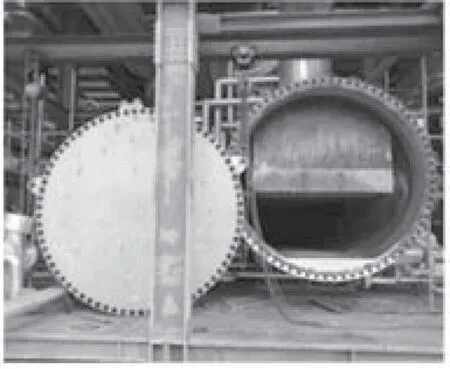
图8 设备打开后
5 结语
通过该吊装工装的设计及使用,能够实现撬装装置大型设备部件的吊装,较现有的施工手段如人工吊装、大型吊车吊装等,有更高的经济性和安全性,降低劳动强度,提高工作效率,在同类型设备检修中具有推广意义。
