高强紧固件用高温抗氧化涂层的研制
2022-10-27周小军白晓东
刘 尖,崔 健,梁 斌,赵 刚,2,周小军,2,白晓东
(1.宁夏东方钽业股份有限公司,宁夏 石嘴山 753000;2.国家钽铌特种金属材料工程技术中心,宁夏 石嘴山 753000)
航天、航空用高强紧固件,在加工组装、材料方面,作为处于最恶劣的工作环境的关键部件,虽然个体不大,但在发动机强度和使用可靠性等方面起着十分重要的作用。随着航天、航空技术的进一步发展,航天发动机比冲性能要求日益提高,工作温度不断升高,亟需对紧固件用涂层材料进行改进,解决涂层可能存在的与铌钨合金物理、化学相容性差,涂层抗氧化能力不足,涂层后合金力学性能下降过大等一系列问题。
1 铌钨合金的性能
铌钨合金(牌号Nb521)自研制成功以来,因其密度适中、高温力学性能优良、加工/焊接性能出色等优点,在我国航天领域的应用逐年增多[1-3],铌钨合金物理参数、力学性能见表1和表2。铌钨合金在高温有氧环境下会发生氧化“PEST”现象,必须涂覆抗氧化涂层材料。国内诸多单位如航天材料及工艺研究所、上海硅酸盐研究所、中南大学、昆明贵金属研究所等单位研制了多种铌钨合金用抗氧化防护涂层材料,主要分硅化物涂层和贵金属涂层两大类。其中硅化物涂层研究较多,形成了Si-Cr-Ti、Si-Cr-Fe、Si-Mo-W等多种体系。这些涂层使用温度一般在1 400℃左右,短时可以在1 500℃下使用,已经在多种航天轨、姿控发动机上应用[4-7]。
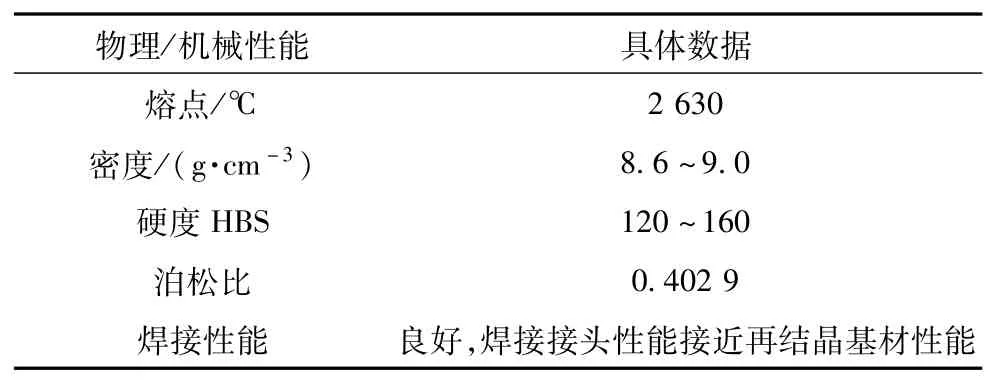
表1 铌钨合金物理参数

表2 铌钨合金力学性能
2 试验方法
2.1 合金试样制备及预处理
应用真空电子束炉熔炼出铌钨合金铸锭,经挤压、锻造、轧制工艺制成δ1±0.1 mm合金板材,剪板机剪成70±2 mm×8±1 mm×1±0.1 mm规格,用40#→600#→1 000#砂纸粗磨、精磨去除试样边角尖锐部分使其圆滑过渡,然后喷砂处理得到合金试样,酒精清洗后待用。
2.2 涂层制备
将纯度≥98.0%,粒径-200目的Si粉、Cr粉、V粉、Mo粉等原料按一定配比要求称量后,添加1%~5%的聚乙二醇和与粉料等体积的酒精,然后使用球磨机以250~350 r/min的转速,球磨使原料颗粒细化分散,制成料浆A。
先将铌钨合金试样浸入料浆A,使浆料在试片表面形成均匀覆层,静置阴干干燥后经真空熔烧制成底层涂层。烧制完成后将已制备完成的试片再次浸入料浆A,再次形成A浆料的均匀覆层,静置阴干干燥后再经真空熔烧后形成面层涂层。
2.3 涂层性能检测
涂层高温性能检测方法均使用内热法(试样本身通电加热法)达到规定检测温度在大气环境内进行检测。检测温度范围控制目标测试温度±10℃。
1.静态抗氧化测试,使涂层试样快速升温至目标检测温度(1 800℃/1 600℃),使用红外辐射测温仪测量试样温度,调整电流大小使试样温度稳定在1 800±10℃/1 600±10℃,持续加热至试样表面出现可见黑斑(涂层出现缺陷)。从升温至目标检测温度(1 800℃/1 600℃)开始到试样表面出现黑斑时结束,所经历的时间间隔为涂层静态抗氧化寿命。
2.水冷抗热震测试,使涂层试样快速升温至1 800℃,短暂保温3~10 s后停止加热,使用纯水/自来水快速冲刷试片表面,使其降温至室温。如此循环直至试样表面出现黑斑时结束,所经历的循环次数为涂层的抗热震性能。
2.4 涂层后合金力学性能检测
按照国标GB/T 6397-1986《金属拉伸试验试样》,制备高温力学性能拉伸试样,并对试样按照1.2涂层制备方式进行涂层制样,待合金表面形成涂层后,进行1 200℃/1 300℃高温力学拉伸检测。
3 结果与讨论
3.1 试样的表面质量
图1是铌钨合金涂层后试样实物照片,合金试样整体被浅灰色的涂层均匀、平整包覆,无凸起、褶皱、分层等表面缺陷情况发生。

图1 铌钨合金试片涂层后实物照片
应用ZEISSSUPRA55电镜对涂层试样进行SEM和EDS分析。图2、图3为该涂层的表面和截面微观形貌照片。

图2 涂层的表面微观形貌
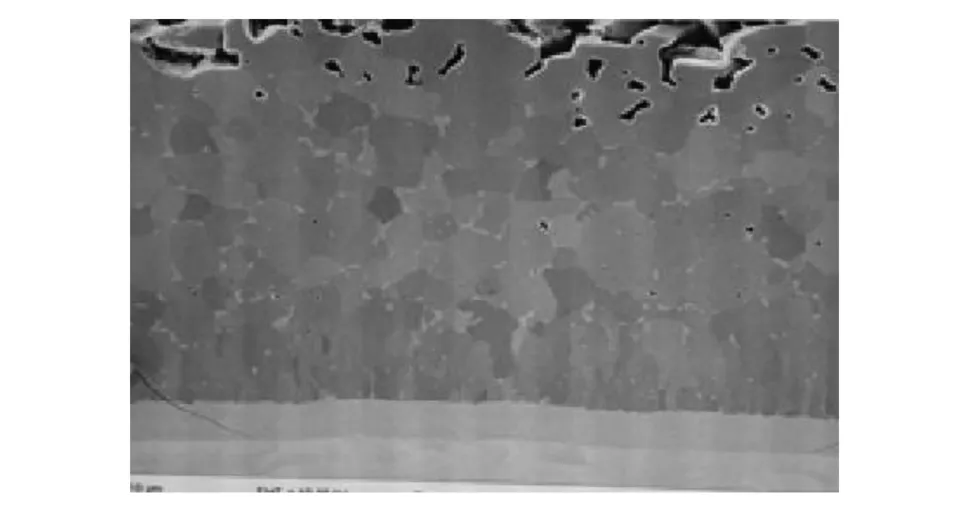
图3 涂层的截面微观形貌
从表面形貌可以看到,涂层外观较平整,表面形貌为椭圆状颗粒堆叠而成,表层由于颗粒堆叠,产生一些空隙,厚度约15μm,主层比较致密,厚度约40μm,由Cr、W、Mo、Nb等金属硅化物所组成。主层与合金之间还存在7~10μm的扩散层,主要是Nb与Si的化合物。扩散层的存在,有助于协调基材合金与涂层的热涨系数,同时也有利于提升涂层与合金的结合力。
试片涂层后EDS线扫描结果如图4所示。
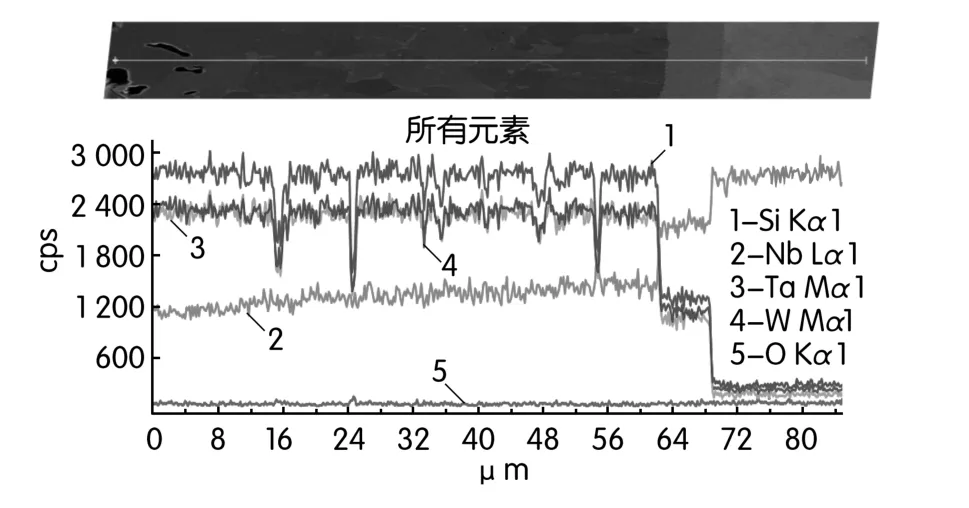
图4 涂层后EDS线扫描结果
3.2 涂层的性能
3.2.1 涂层的抗氧化性能检测
按试验计划,采用专用的高温测试平台对涂层高温静态抗氧化性能及室温~高温抗热震性能进行测试,过程使用日本岛津FP23程控表控制加热电流功率,实现升温、保温过程的自动化控制,得到涂层静态抗氧化和抗热震性能数据见表3和表4,测试结果为试验试片的测试极限性能,即在该条件下出现涂层缺陷,导致测试停止。

表3 涂层静态抗氧化性能

表4 涂层抗热震抗氧化性能
检测过程以及检测后部分试片形貌如图5~图8所示。

图5 15#试片涂层1 800℃水冷热震测试226次出现缺陷
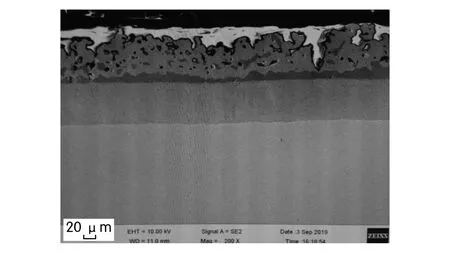
图8 3#试片涂层1 800℃静态测试出现缺陷区域
从涂层失效缺陷照片来看,静态高温抗氧化与热震抗氧化失效模式基本相似,本文取3#试片进行涂层抗氧化情况及失效分析。
图6为3#试片(1 800℃静态测试5 h 43 min后)的涂层试样,其表面经受高温部分完全釉质化,整体致密、均匀。失效部分有蓝白色的点状凸起。温度稍低的区域为氧化膜所覆盖,氧化膜颜色呈现明黄→暗黄→浅灰色的变化规律。

图6 3#试片涂层1 800℃静态测试5 h 43 min出现缺陷
由图7可见,完好区域涂层仍然致密,未出现较大裂纹,涂层与基材接触的扩散层也明显增厚。
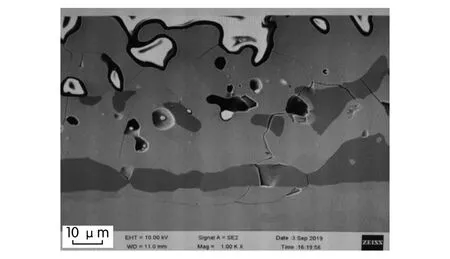
图7 3#试片涂层1 800℃静态测试完好区域
由图8可见,缺陷区域涂层的结构发生了较大变化,涂层表层也由灰色变为白色,涂层的主体层出现了较多的孔洞和裂纹,致密度明显下降,缺陷区域部分裂纹表面涂层已出现贯穿涂层开始扩散至扩散层的趋势。
3.2.2 涂层后合金力学性能检测
铌钨合金试样、涂层试样高温力学性能测试数据见表5。
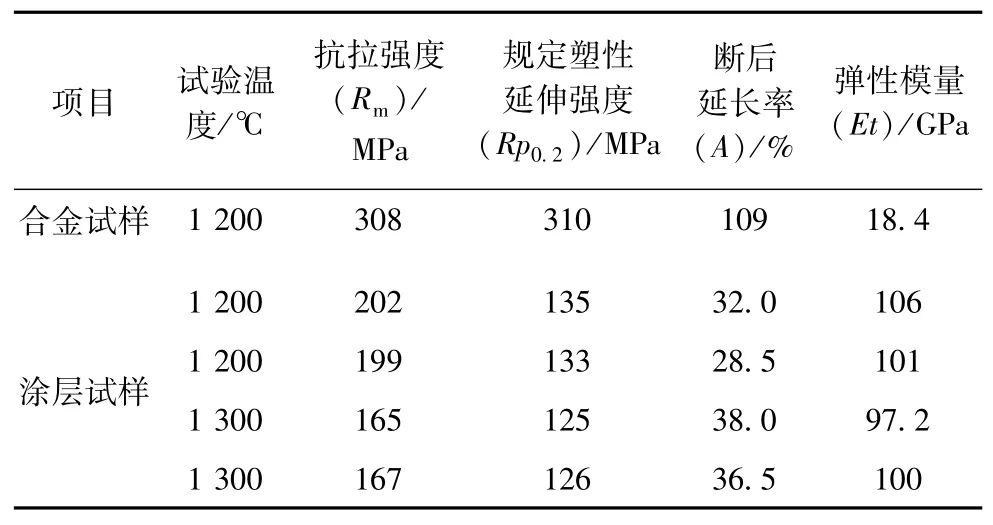
表5 铌钨合金试样、涂层试样高温力学性能测试数据
通过高温力学拉伸试样的检测得知,涂层后铌钨合金抗拉强度在1 200℃时可达到≥199 MPa,1 300℃时可达到≥165 MPa。与基材相比,涂层后合金1 200℃力学拉伸性能约可达到基材性能的65%。目前,行业内尚没有涂层后铌钨合金1 200~1 300℃力学性能的相关质量要求,此次试验也算为该内容做了有益补充。
4 结 论
1.应用多次料浆浸涂熔烧法,在铌钨合金(Nb521)上制备出了Si-Cr-V-Mo复合成分抗氧化涂层,涂层由表层、主层和扩散层组成。
2.涂层在高温下均有很好的抗氧化性能,在涂层厚度只有60±10μm的条件下,其大气环境下1 800℃静态抗氧化性能达到了4 h以上,1 600℃静态抗氧化性能达到了11 h以上,1 300℃静态抗氧化性能达到了22 h以上,可以经受1 800℃水冷热震次数可达到200次以上不失效。
3.Nb521合金经涂层处理后,经检测1 200℃抗拉强度≥199 MPa;1 300℃抗拉强度≥165 MPa。
4.涂层在高温下工作一段时间后,涂层主体开始变薄,同时涂层表层出现白色,继续工作,表层逐步向内层开裂,直至接触到基材,涂层失效。
