电励磁直驱风机发电机主轴承卡死故障分析及解决方案研究
2022-10-27杨玉龙李黎明韩勇莉
张 涛,杨玉龙,李黎明,韩勇莉
(平高集团有限公司,河南平顶山 467000)
引言
电励磁直驱风电机组是我国风力发电机常用的机组,机组主传动链使用双列圆锥滚子轴承,整个传动轴系采用单主轴承、外圈旋转结构,内圈通过过盈固定到支撑锥轴上,发电机为电励磁的内转子、外定子布局。从2015 年1 月,该机型在运转过程中主轴承开始在各个风场陆续发生损坏情况,其表现的迹象是保持架发生损伤,随着机组的运行,机组主轴承发生异常响声,伴随机组振动,油脂大量溢出,油脂颜色变黑,进一步恶化进而导致风轮卡死,机组无法工作。本解决方案就是在主轴承开始的原因分析基础上提出系统性解决方案。
1 故障原因分析
1.1 主轴承卡死原因分析
1.1.1 主轴承结构问题
电励磁主轴承原始设计选择双列圆锥滚子轴承,整个结构采用单主轴承支撑,平衡风轮和转子质量,同时将机组工作时风轮产生风载传递到机舱。主轴承供应商采用铁姆肯、SKF、FAG 以及NTN,其中铁姆肯和SKF 主轴承均出现主轴承损坏和卡死现象。一般风机机组采用的事PEEK 分段式保持架,分段式保持架在主轴承工作时由于风载的作用产生承载区和非承载区,在机组工作过程中,主轴承的承载区和非承载区转换过程中,分段式保持架之间产生撞击,这个撞击会导致保持架的局部损坏,保持架损坏到一定程度,失去了保持架引导滚动体的能力,从而使保持架在轴承内部出现挤压粉碎,进而使滚动体不能正常沿滚道运动,产生滑动摩擦,严重出现滚道损伤和滚动体破损,从而导致主轴承出现机械卡死现象[1-2]。
1.1.2轴系结构布局不合理
电励磁采用的主轴承是外圈旋转,由于该机型是采用单主轴承结构,因此在机组正常发电时,载荷传递路线是从主轴承的外圈经过滚动体传递到主轴承的内圈。由于周期性风载作用,轴承就会发生滚动体与滚道冲击,长期运行会导致轴承滚子和保持架损坏。因此该机型的主轴承轴系结构存在不合理的地方。
1.1.3 主轴承PEEK 保持架温度影响
PEEK 材料为一种高分子工程塑料,有一定的工作温度范围,常规要求工作温度不能超过120 ℃,机组设定的报警温度是85 ℃,由于主轴承的测温传感器是测量主轴承内表面,由于主轴承的结构特点,滚道的温度与内圈的表面会形成一个温度差,这样当测量到的温度为85 ℃时,滚道面的温度会达到100℃以上,长期运转从而导致PEEK 保持架的热疲劳破坏,而保持架一旦损坏会使主轴承运行状态进一步恶化。电励磁机组的导流罩与轮毂铸件形成封闭空间,机舱内的空气无法流动,轮毂形成一个“死区”,不利于主轴承的散热。由于发电机主轴承处于轮毂和机舱的环境中,改善轮毂和机舱的环境温度可以一定程度上缓解发电机主轴承温升[3]。
1.1.4 温度对润滑效果影响
主轴承润滑的作用是对轴承的滚动体和滚道接触面、滚动体与保持架之间的接触面提供润滑,通过防止磨损来提高轴承的性能。现有的电励磁发电机主轴承使用“美孚460WT”来进行润滑,油脂泵按照控制设定的参数对主轴承进行注油脂润滑,而润滑油脂有一定的工作温度(-30 ℃~150 ℃),随着主轴承零部件表面温度的升高,润滑油脂的性能会减弱,润滑油膜会变薄,不利于主轴承的润滑油膜的形成。
1.1.5 原设计电励磁机组轴系结构(双列圆锥滚子轴承)
在主轴承外圈旋转过程中,受风载倾覆力矩影响,主轴承滚子和轴承滚道会产生与初始的设计状态不符的正游隙情况,而在主轴承的校核过程中把保持架作为非承受载荷作用的稳定单元进行仿真,从而产生主轴承的计算仿真结果能够满足要求,但是实际在运行过程中主轴承发生损坏失效的严重故障,见图1、图2。

图1 二列圆锥滚子轴承破损图

图2 二列圆锥滚子轴承滚道
1.2 主轴承技术改造思路
1.2.1 电励磁原结构说明
电励磁原发电机结构,主轴承结构采用大直径双列圆锥单主轴承结构,轴承的内环通过过盈配合与发电机的锥筒装配在一起,然后通过压盘将轴承内环进行轴向定位[4]。外圈的一个端面与发电机的转子进行连接,另一端与密封座和轮毂连接在一起,是外圈旋转的主轴承结构,见图3。
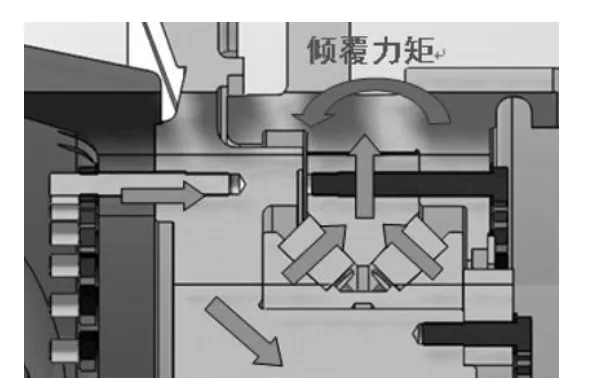
图3 二列圆锥滚子轴承效果图
1.2.2 解决主轴承问题的技术方向
根据以上分析结果以及结合风场机组具体情况,确定如下技术方向:(1) 提高主轴承轴系结构刚性,减小主轴承运转过程中的变形;(2) 采用整体式保持架结构,由于保持架的牵制,在承载区和非承载区的转换时,不会产生保持架的冲击,从而彻底消除保持架损坏导致轴承失效的隐患[5];(3) 改变润滑通道结构,使废油出通畅,保证轨道面润滑效果,改善主轴承滚动体和滚道的润滑环境。
1.2.3 技术改进的目标和边界条件
(1) 技术改进目标:消除机组主轴承卡死问题,保证机组20 年的设计寿命,机组发电性能达到原设计要求,机组载荷满足原设计要求;(2) 边界条件:利用现有的机组结构,最大限度的控制成本。
2 解决方案
2.1 解决主轴承卡死技改方案设计
主轴承卡死技改需要根据总体方案、工艺要求、复杂工序、施工标准以及验证准则来执行,需要较强的技术能力、专业能力以及丰富的现场经验,确保工程安全和质量[6]。三排圆柱滚子轴承的结构特点:(1)三排圆柱滚子实际上是一个圆柱滚动体轴承和两个轴向止推轴承的组合轴承,具有良好的轴向和径向承载能力;(2) 由于圆柱轴承的局限性,因此在三排轴承的安装后不论是轴向游隙或径向游隙不可能是负游隙状态,理论状态下轴向游隙可以做到零,轴承处于过定位,因此三排圆柱滚子轴承的工作过程是正游隙状态;(3) 三排圆柱滚子轴承的布置方式是外圈旋转,内圈是通过螺栓直接与锥轴连接在一起,不是通过过盈安装,因此安装方式比较简单[7-8];(4) 由于三排滚子轴承自身刚度比较好,在特定载荷作用下,具有比较好变形控制能力;(5) 三排圆柱滚子轴承采用整体铜质保持架,保持架具有良好的整体结构特性,在主轴承运转过程中对滚动体的引导作用好,其强度不会因为主轴承运转温度而导致结构损坏。
综上:基于以上三排圆柱滚子轴承的结构特点,解决双列圆锥滚子轴承卡死问题采用三排圆柱滚子轴承对电励磁的双列圆锥滚子轴承进行技改成为可能。
2.2 主轴承技改技术方案说明
在结构布局上,电励磁机组轴系改造是采用三排圆柱滚子轴承替代双列圆锥轴承,依然采用主轴承外圈旋转的结构布局形式,保持轮毂和机舱与发电机连接接口的一致性,由于主轴承的安装方式存在差异,因此在轴系结构(轴承及周边结构)上进行更改,具体如下:(1) 轴系旋转部分的联接形式。这一点上,采用双列圆锥轴承与三排圆柱滚子轴承的轴系一致的,均是轮毂、密封座、主轴承外圈,以及转轴通过长螺栓串联接在一起,随着风轮同步转动。(2)轴系静止部分的联接形式。三排圆柱滚子轴承的轴系是轴承内圈与锥轴采用法兰联接在一起,而双列圆锥轴承的轴系是轴承内圈与锥轴采用过盈配合联接在一起,并用轴承压盖压紧轴承内圈。(3) 采用三排圆柱滚子轴承替代双列圆锥轴承后,为了解决主轴承及轮毂高温的问题,增加主轴承冷却系统和轮毂循环风冷系统。
2.3 电励磁主轴承轴系技改整机载荷分析
由于对主轴承轴系进行改造,三排圆柱滚子轴承的轴向尺寸比双列圆锥滚子轴承要大,导致风轮具塔筒的悬垂距离增加了200 mm,同时由于三排滚子轴承自身重量的影响,导致技改后的发电机重增加了1.3 t,因此采用Bladed4.3软件根据机组的实际参数进行仿真载荷计算[9]。
有限元计算结果表明该型号轴承本体以及相关的连接螺栓能够满足电励磁主轴承轴系技改结构设计要求。
2.4 电励磁主轴承轴系技改采用的三排圆柱滚子轴承校核
根据上述总体载荷计算情况,保持原机组的机舱和轮毂接口尺寸不变,拟选择相关厂家生产的三排圆柱滚子轴承,通过对该型号的轴承进行了经历计算和有限元仿真计算,计算结果满足设计要求。
2.5 电励磁机组主轴承轴系技改第三方校核情况说明
为了进一步控制设计风险,与行业权威机构鉴衡认证中心进行合作对电励磁机组主轴承轴系技改方案进行评估,鉴衡认证中心从技术方案、传动链动力学分析、零部件(锥轴、主轴承、连接螺栓)以及制造工艺和维护要求四个方面进行评估,评估结果采用三排圆柱滚子轴承对原设计结构进行技改是合理可行的[10]。
3 电励磁机组主轴承轴系技改整体解决方案
对电励磁机组主轴承轴系整体解决方案包括拆卸风轮,然后发电机下架,对损坏的发电机进行维修检查,定转子绝缘检查,轴系改造完成后发电机进行总装测试,将维修好的发电机运输至风场,恢复吊装[11-12]。
电励磁机组发电机维修质量流程要求,见表1。
4 结论
通过以上内容和设计过程控制,采用三排圆柱滚子轴承对出现主轴承卡死的2 MW 电励磁机组进行轴系技改,可以解决主轴承卡死问题,提高机组运行可靠性。
