3D打印聚乳酸灯饰产品的设计应用
2022-10-26王琛丁可青周徵艺
王琛,丁可青,周徵艺
(南京林业大学家居与工业设计学院,南京 210037)
在现代家居中,灯饰伴随着家居装饰的兴起显得越发重要[1]。灯饰是灯具的升华,不仅能够满足日常照明的功能,还对室内空间的构造、装饰情感的表达、家居风格的塑成起着举足轻重的作用[2]。随着人们生活水平的提高,追求个性、强调自我的观念正在逐渐成为主流。3D打印灯饰产品,将个性化定制的特点充分融入到灯饰的设计中,满足了人们对于个性化和多样化灯饰的需求,打造了迎合个人喜好、适配家居环境的专属产品[3]。
聚乳酸(PLA)是以乳酸为主要原料聚合而成的,为熔融沉积3D打印工艺的常用耗材之一[4]。3D打印PLA材料具有较高的强度和韧性,其收缩率较低,不易翘边、开裂,可以打印较大尺寸的模型,打印时不会有刺激性气味,安全环保[5-8]。笔者对3D打印PLA材料的光学性能进行了实验探究,从颜色、层高、壁厚三个方面对3D打印PLA材料的透光率和雾度进行测试对比,总结出用于3D打印PLA灯饰产品制造的优选成型参数。通过功能分析、形态设计、材质与颜色设计,进行3D打印PLA灯饰产品的设计实践,设计出三款艺术性装饰台灯并完成3D打印模型制造,研究流程如图1所示。
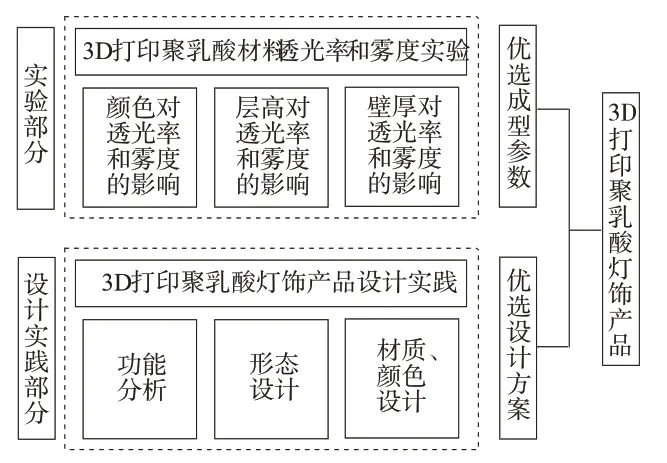
图1 研究流程图
1实验部分
1.1 主要原材料
PLA打印丝:乳白色、无色3D打印丝(1.75 mm),昆山市奇迹三维科技有限公司。
1.2 主要设备及仪器
3D打印机:GRAM-3DS型,天津微深科技有限公司;
紫外分光光度计:U-3900型,日本日立株式会社。
1.3 试样制作
通过Solid Works软件设计长方形薄壁试件,长为30 mm、高为50 mm,由于不同试件对应不同的壁厚尺寸(包括0.5,1,1.5 mm)。在以下研究中,对不同试件的壁厚尺寸均作具体说明。使用熔融沉积3D打印机制作试件,打印材料选用直径为1.75 mm的PLA 3D打印丝,挤出头温度设置为210℃。
1.4 性能测试
使用紫外分光光度计对不同试件的中心点位置进行透光率和雾度测试[9]。其中,雾度用积分球的方式来测试,参考标准为ISO-14782-2021。
2 实验结果与讨论
2.1 颜色对透光率和雾度的影响
灯饰产品的颜色多种多样,其中乳白色和无色为灯饰产品常用的材料颜色[10]。选取乳白色和无色两种3D打印PLA材料分别制作两组打印试件,对其透光率和雾度进行测试。两种3D打印材料制作试件的层高均设置为0.1 mm、壁厚设置为1 mm。图2~图3分别为乳白色和无色PLA试件的透光率、雾度测量结果。从图2可见,无色PLA材料在紫外(λ<400 nm)、可见(λ为400~720 nm)、红外(λ>720 nm)光谱区的透光率值均在85%以上,与市场上常见的浮法玻璃透光率83%接近,透光性能较优。其在长波紫外区域(λ为350~400 nm)有较高的透光率,因为长波紫外线有较高的频率,其穿透性更强。乳白色PLA材料在紫外(λ<400 nm)光谱区的透光率值在20%以下,在可见(λ为400~720 nm)、红外(λ>720 nm)光谱区的透光率值在50%~65%之间,均小于无色PLA材料的透光率,透光性能一般。由于乳白色PLA材料中的着色剂为钛白粉(主要成分为二氧化钛),对紫外线有较强的截止作用,因此在长波紫外区域(λ为350~400 nm)出现了失透现象[11]。
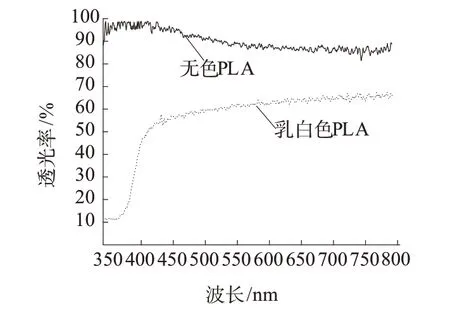
图2 颜色对透光率的影响
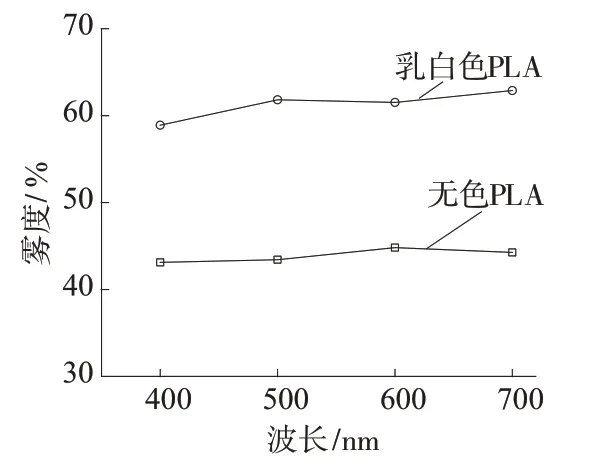
图3 颜色对雾度的影响
从图3可见,乳白色PLA材料在400,500,600,700 nm波长下的雾度值平均值为61.28%,大于无色PLA材料在400,500,600,700 nm波长下的雾度值平均值43.91%。乳白色PLA材料中的二氧化钛颗粒作为分散相,在PLA组成连续相中破坏了媒质均匀性,当入射光线照射在折射率不同的物质分界面时,光散射现象发生,从而实现了柔和均匀的出光效果[12]。因此,乳白色PLA材料比无色PLA材料的光散射性增强,出光均匀性增加,照明舒适度改善,但与高性能的LED照明用光散射材料90%以上的雾度相比仍有一定差距[13]。
2.2 层高对透光率和雾度的影响
选用乳白色3D打印PLA材料,试件打印壁厚设置为1 mm,选取0.1,0.2,0.3 mm三个层高数值分别制作三组打印试件,对其透光率和雾度进行测试。图4~图5分别为0.1,0.2,0.3 mm层高的PLA试件透光率、雾度测量结果。从图4可见,三组打印试件在紫外(λ<400 nm)光谱区的透光率值均在20%以下,在可见(λ为400~720 nm)、红外(λ>720 nm)光谱区的透光率值均在50%~65%之间。对比三组打印试件在各段光谱区域的透光率曲线均比较靠近、透光率差值较小。选取500~600 nm波长下的透光率曲线进行放大,从放大曲线可见,0.1 mm层高的打印试件透光率最好,0.3 mm层高的打印试件透光率最差,随着层高的增加,透光效果变差,但差距很小。从图5可见,0.1,0.2,0.3 mm层高的PLA试件雾度平均值分别为61.28%,61.53%,61.61%,雾度平均值非常接近,差值很小。综上分析,层高对透光率和雾度的影响均较小。
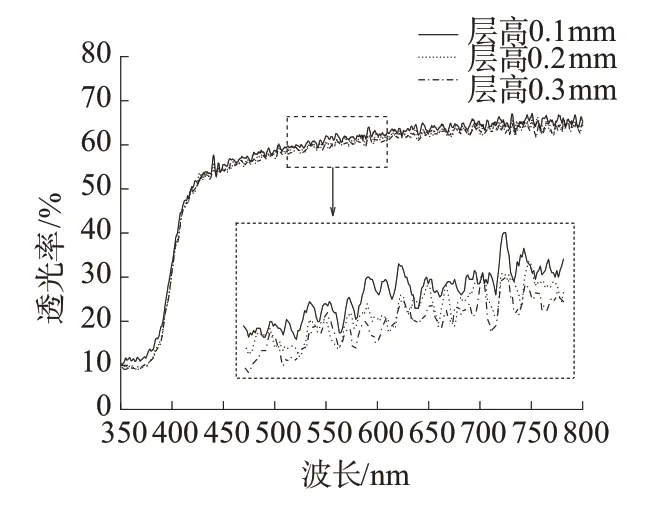
图4 不同层高时PLA材料透光率
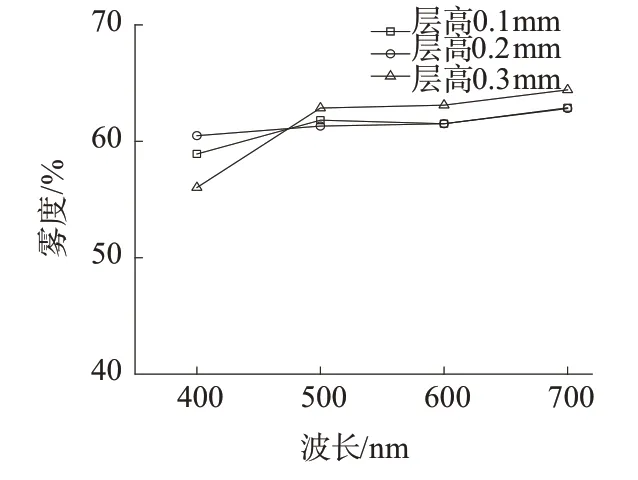
图5 不同层高时PLA材料雾度
2.3 壁厚对透光率和雾度的影响
选用乳白色3D打印PLA材料,试件层高设置为0.1 mm,填充率设置为100%,选取0.5,1.0,1.5 mm三个壁厚值分别制作三组打印试件,对其透光率和雾度进行测试。图6~图7分别为0.5,1.0,1.5 mm壁厚的PLA试件透光率、雾度测量结果。从图6~图7可见,0.5 mm壁厚的PLA试件在可见(λ为400~720 nm)光谱区的透光率值在65%~73%之间,雾度平均值为57.55%。1.0 mm壁厚的PLA试件在可见(λ为400~720 nm)光谱区的透光率值在50%~65%之间,雾度平均值为61.28%。1.5 mm壁厚的PLA试件在可见(λ为400~720 nm)光谱区的透光率值在30%~45%之间,雾度平均值为62.93%。综上分析,随着模型壁厚的增加,模型的透光率减小,雾度增大。
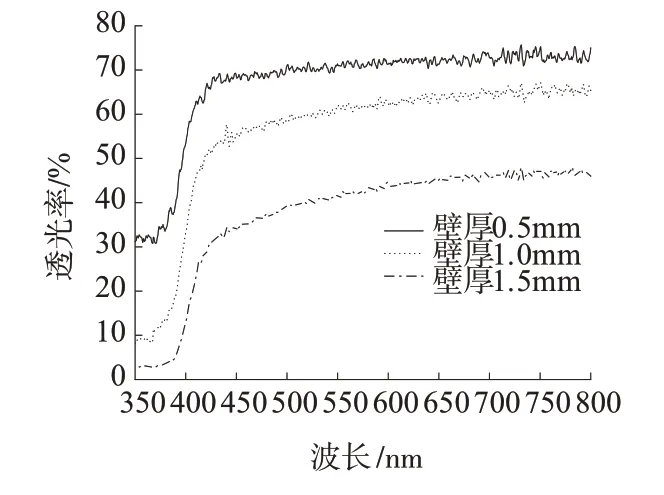
图6 不同壁厚时PLA材料透光率
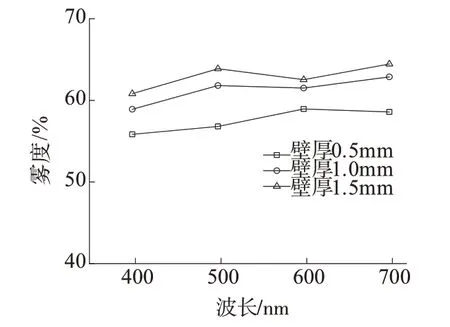
图7 不同壁厚时PLA材料雾度
3 3D打印PLA灯饰产品设计实践
3.1 功能分析
在对3D打印灯饰产品进行设计前,首先需要对它的功能用途进行定位。由实验结果可知,3D打印PLA材料的透光性和雾度与高性能的照明用光散射材料的透光率和雾度相比仍有一定差距,3D打印灯饰产品无法作为室内空间的主光源来使用,在功能用途上可定位为艺术装饰性台灯、吊灯或壁灯等。因此,设计的3D打印灯饰产品为卧室环境使用的艺术性装饰台灯。
3.2 形态设计
形态是传递产品信息的第一要素[14]。3D打印灯饰产品的形态设计在坚持实用性、功能性的前提下,首先需要考虑熔融沉积快速成型技术的工艺特点。根据3D打印经验总结,熔融沉积快速成型技术在进行复杂曲面(如扭曲面、异形面、悬空曲面、薄壁曲面)的打印过程中,容易出现孔洞、塌陷、凹坑、拉丝等工艺问题[15]。因此,在进行灯饰产品的形态设计时,对于其“形”,应尽量避免使用复杂曲面,可多使用规则的几何图形。对于其“态”,将规则的几何图形通过多种形态演变方式进行组合呈现,以展示其内在的气质,也就是形态特征。让产品自己说话,将所需传递的信息在产品上变现。笔者设计了三款艺术性装饰台灯,设计风格为现代前卫型,以简洁的几何图形为基本形,通过旋转、放样、扭曲、对称、阵列等形态演变方式构成规整而又灵动的灯饰产品,体现了超前性与科技感,更适合与现代的卧室装饰风格搭配,设计方案见图8、表1。

图8 3D打印灯饰产品设计方案展示
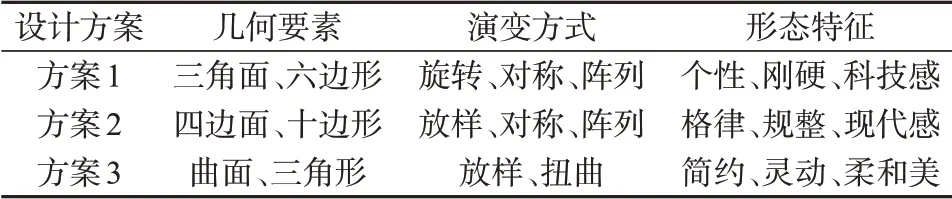
表1 3D打印灯饰产品设计方案
3.3 材质与颜色设计
艺术性装饰台灯,主体结构由灯罩、灯座和LED灯组成。其中灯罩的材质为塑料,也就是3D打印PLA材料,具有绝缘、坚硬、韧性好、质量轻、成本低等特点。灯座的材质为金属,具有坚硬、延展性、有光泽、耐用等特点。灯饰的颜色是由光源色和固有色组合而成[16]。光源色为灯泡光线的颜色;固有色为外界白光照射下,灯饰所呈现的颜色,主要为灯罩的颜色。为了与安静且温馨的卧室环境氛围相适,灯饰的光源色应偏向于中性色调或暖色调,因此,LED灯的颜色选择为淡黄色。灯罩在保证灯泡光线具有适中亮度的同时,需要兼顾柔和均匀的出光效果。由以上的研究对比可知,乳白色灯罩比无色灯罩具有更高的雾度,照明舒适度更好,其透光率也能保证灯泡光线具有适中的亮度。因此,选用乳白色作为3D打印灯罩的颜色。
3.4 切片处理与3D打印
设计方案中,灯座是现成品,无需进行3D打印,对三款灯罩进行三维设计、切片处理和3D打印。将SolidWorks软件建模完成的灯罩模型导出为.STL格式文件,使用Cura软件对三款灯罩进行切片处理。切片处理过程需要对主要成型参数进行设置,包括层高、壁厚和填充率等。根据层高对透光率和雾度的实验结果可知,层高对透光率和雾度的影响较小,综合考虑打印时间、打印成本等因素,宜选用较大的层高来制造灯罩模型,因此在Cura软件中设置层高参数为0.3 mm(可选层高有0.1,0.2,0.3 mm);根据壁厚对透光率和雾度的实验结果可知,随着模型壁厚的增加,模型的透光率减小,雾度增大。但在实际的打印过程中,过薄的壁厚影响了模型的结构强度,综合考虑结构强度、透光率和雾度等因素,宜选用适中的壁厚来制造灯罩模型,因此在Cura软件中设置壁厚参数为1.0 mm(可选壁厚有0.5,1.0,1.5 mm)。同时,由于灯罩的壁厚较薄,为了增加薄壁结构的强度,模型的填充率设置为100%。其余成型参数均按PLA材料的基本特性进行设置,见表2。
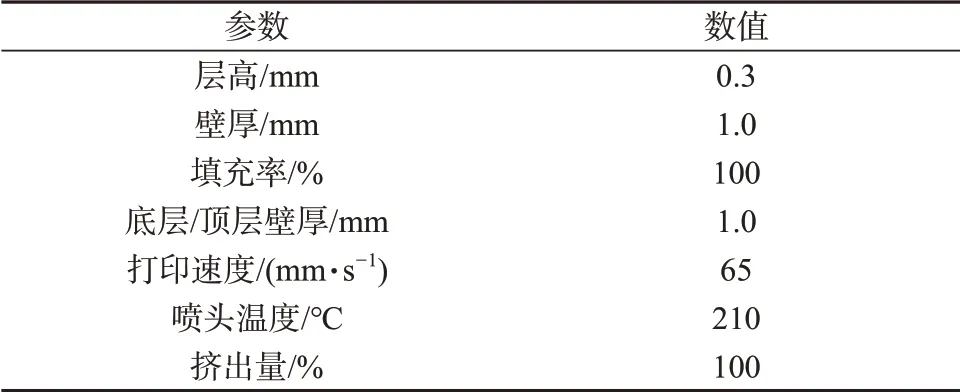
表2 成型参数设置
切片处理完成后,将处理好的加工数据保存为G-code格式文件,导入至GRAM-3DS型3D打印机中。安装上乳白色的PLA3D打印丝,等待3D打印丝熔融后,挤出头在打印平台上层层堆积熔融状的PLA材料,直至模型打印成型。打印成型后,从打印平台上取下模型,使用机械剥离的方法去除模型的底座和支撑结构,对于模型内部的拉丝结构和模型表面的毛刺部分,使用小锉刀或海绵砂纸等工具进行打磨处理,必要的时候可在模型表面喷涂白色的水补土,使模型表面进一步抛光,最终的打印成品如图9所示。从图9中可见,3D打印PLA灯饰产品的形态规整且灵动,光线柔和又舒适,体现了超前性与科技感,实现了人们对于个性化和多样化灯饰产品的定制需求,达到了预期的设计效果。
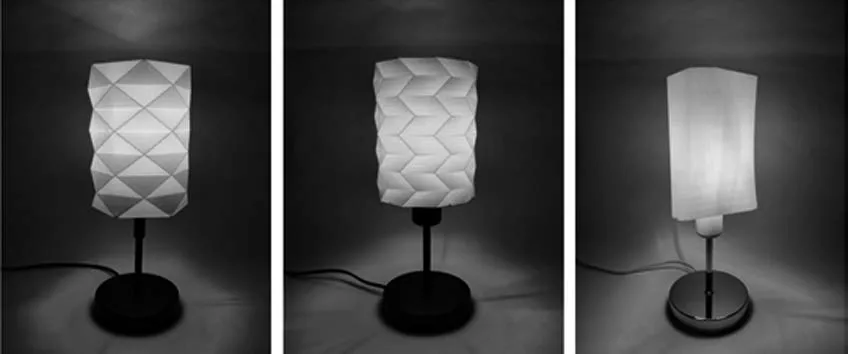
图9 3D打印PLA灯饰产品展示
4 结论
(1)乳白色和无色为灯饰产品常用的材料颜色。乳白色PLA材料的透光率小于无色PLA材料,雾度大于无色PLA材料。相比之下,乳白色PLA材料的透光性一般,但光散射性更强,出光均匀性更佳,照明舒适度改善,更适合用于3D打印灯饰产品的制造。
(2)层高对透光率和雾度的影响均较小,综合考虑打印时间、打印成本等因素,宜选用较大的层高来制造灯饰产品,在可选层高0.1,0.2,0.3 mm三个参数中,优选层高为0.3 mm。
(3)随着模型壁厚的增加,模型的透光率减小,雾度增大。但在实际的打印过程中,过薄的壁厚影响了模型的结构强度,综合考虑结构强度、透光率和雾度等因素,宜选用适中的壁厚来制造灯饰产品,在可选壁厚0.5,1.0,1.5 mm三个参数中,优选壁厚为1.0 mm。
(4)熔融沉积快速成型技术在进行复杂曲面(如扭曲面、异形面、悬空曲面、薄壁曲面)的打印过程中,容易出现孔洞、塌陷、凹坑、拉丝等工艺问题。因此,在进行灯饰产品的形态设计时,对于其“形”,应尽量避免使用复杂曲面,可多使用规则的几何图形。对于其“态”,将规则的几何图形通过多种形态演变方式进行组合呈现,以展示其内在的气质。
