Variations in microstructure and bending formability of extruded Mg–Al–Zn–Ca–Y–MM alloy with precompression and subsequent annealing treatment conditions
2022-10-24JongUnLeeSngHoonKimDongHeeLeeHyunJiKimYoungMinKimSungHyukPrk
Jong Un Lee ,Sng-Hoon Kim ,Dong Hee Lee ,Hyun Ji Kim ,Young Min Kim ,Sung Hyuk Prk,*
aSchool of Materials Science and Engineering,Kyungpook National University,Daegu 41566,Republic of Korea b Agency for Defense Development,Daejeon 34186,Republic of Korea
cImplementation Research Division,Korea Institute of Materials Science,Changwon 51508,Republic of Korea
Abstract In this study,the bending formability of an extruded Mg–9Al–1Zn–0.3Mn–0.9Ca–0.6Y–0.5MM (AZXWMM91100,wt%) alloy at room temperature is significantly improved through application of a combined precompression and subsequent annealing (PCA) treatment.As the amount of precompression applied along the extrusion direction (ED) (i.e.,the total strain) increases from 4% to 6%,the area fraction of ED-oriented grains of the PCA-treated alloy increases,which consequently causes an improvement in its bending formability because these grains accommodate larger tensile strain along the ED during bending.As the temperature of the subsequent annealing treatment increases from 350°C to 450°C,both the area fraction of the ED-oriented grains and the average grain size increase,and the residual dislocation density decreases owing to the promotion of boundary migration and occurrence of the recovery process at higher temperatures.Consequently,the bending formability of both the 4%-precompressed and the 6%-precompressed samples increases with an increase in the annealing temperature.However,when the precompressed samples are annealed at 300°C,their bending formability is lower than that of the extruded alloy because the dislocations formed by precompression remain even after the subsequent annealing at this temperature.
Keywords: Magnesium;Extrusion;Bending;Formability;Texture.
1.Introduction
Because of their low density and high specific strength,Mg alloys have been attracting considerable attention in the transportation industry as a means to satisfy the important requirement of vehicle weight reduction.In particular,wrought Mg alloys–which are subjected to metal forming processes such as rolling,extrusion,and forging—are increasingly being applied to automobile components because their mechanical properties are superior to those of their cast counterparts[1–6].Rolling and extrusion are the most commonly used conventional metal forming processes.Rolling is generally accomplished via repeated execution of hot rolling and intermediate heat treatment steps,and it can provide rolled products with simple shapes (e.g.,sheets and plates).Conversely,just one pass of hot extrusion can provide various products with more complicated shapes (e.g.,rods,tubes,beams,bars,angles,and channels).Moreover,under rolling conditions,high compressive stress is imposed on a material in one direction(i.e.,the normal direction (ND) to the rolling plane);therefore,edge cracking commonly occurs during rolling,which causes material loss of rolled products during the subsequent edge-trimming process [7].The extrusion process,however,can provide net-shape or near-net-shape parts because a material is subjected to three-dimensional compressive stress in the container during this process.Therefore,the extrusion process is advantageous in terms of simplicity of implementation,processing efficiency,diversity of obtainable shapes,and production yield.
Rolled materials are generally subjected to sheet metal forming processes (e.g.,deep drawing,hemming,and stamping) to obtain the required shape and size.At room temperature (RT),rolled Mg alloys have lower formability than rolled Al alloys—which are lightweight metals competitive with Mg alloys—owing to the insufficient number of active slip systems in the former at RT and their strong basal texture[8–10].Numerous studies have been conducted for improving the stretch formability of rolled Mg alloys by various methods,including (i) addition of rare-earth elements (e.g.,Gd[11–14],Y [15–17],La [18,19],and Ce [20,21]),(ii) application of severe plastic deformation processes (e.g.,differentialspeed rolling[22–25],accumulative roll bonding[26–28],and equal-channel angular rolling [29,30]),and (iii) application of thermomechanical control processes(e.g.,high-temperature rolling [31–33],high-speed rolling [34–36],and cross-rolling[37–39]).Extruded materials are usually subjected to bending forming to obtain the final curved or bent products.Extensive research has been conducted for improving the stretch formability of rolled Mg alloys,but few studies have attempted to improve the bending formability of extruded Mg alloys.Our recent study [40] has demonstrated that the RT bending formability of an extruded Mg alloy bar can be improved via modification of its microstructure and texture through a combined precompression and subsequent annealing (PCA)treatment.However,the effects of PCA treatment conditions(e.g.,precompression strain,direction of precompression loading,and temperature and duration of the subsequent annealing treatment) on the bending properties of extruded Mg alloys have not yet been investigated to a satisfactory extent.
A Mg–9Al–1Zn–0.3Mn–0.9Ca–0.6Y–0.5MM (wt%)(AZXWMM91100) alloy,having excellent chemical and mechanical properties,has recently been developed by the addition of small amounts of Ca,Y,and mischmetal (MM)to a commercial AZ91 alloy [41–44].The combined addition of trace amounts of Ca and Y to a Mg–Al-based alloy significantly enhances both the ignition resistance and the corrosion resistance of the resultant alloy;these enhancements can be attributed primarily to the formation of a dense protective oxide film on the alloy surface and the formation of the Al8Mn4Y or Al2Y phase instead of the Al8Mn5phase(both of which are electrochemically more noble than the Al8Mn5phase),respectively [45].Furthermore,the addition of Ca and Y can increase the tensile strength of an extruded Mg–Al-based alloy because undissolved Ca-or Y-containing particles promote dynamic recrystallization (DRX) through the particle-stimulated nucleation phenomenon during hot extrusion [46,47].The trace amount (0.5 wt%) of Ce-rich MM present in the AZXWMM91100 alloy substantially increases the maximum extrusion speed (i.e.,extrudability) of the alloy by enhancing the thermal stability of the second phases [41].Therefore,the AZXWMM91100 alloy is suitable for use in the manufacture of high-performance extruded components.Fundamental studies have recently been conducted to determine the effects of extrusion process parameters (extrusion speed and temperature) on the DRX behavior and resultant mechanical properties of the AZXWMM91100 alloy [41,48].However,no study has yet examined the bending properties of the extruded AZXWMM91100 alloy.
A high-alloyed Mg alloy has lower bending formability than a low-alloyed Mg alloy because the ductility of theα-Mg matrix of the former reduces in the presence of abundant solute atoms and coarse second-phase particles,the latter of which act as crack initiation sites during bending [49].Because the total alloy content of the AZXWMM91100 alloy is high (12.3 wt%),improvement of its bending formability is crucial for expanding its application to the manufacture of various extruded products with complex shapes.Therefore,the present study aims to improve the three-point bending formability of the extruded AZXWMM91100 alloy at RT through application of the PCA treatment prior to the bending test.The study also investigates the effects of PCA treatment conditions (the amount of precompression and the annealing temperature) on the bending properties of the alloy,with a particular focus on the variations in its microstructure and texture.
2.Experimental procedure
A homogenized billet of the AZXWMM91100 alloy was extruded into a rectangular shape (28mm wide and 6mm thick) using a 300-ton direct horizontal extrusion machine at a temperature of 350°C,a constant ram speed of 1mm/s,and an extrusion ratio of 23.Details of the casting,homogenization,and extrusion processes can be found elsewhere[48].For PCA treatment,ten rectangular samples,each with dimensions of 40mm(length)×28mm(width)×6mm(thickness),were machined from the extruded sample;the length,width,and thickness of the machined samples correspond to the extrusion direction (ED),transverse direction (TD),and ND,respectively (Fig.1a).Five of the ten machined samples were compressed to a total strain of 4.0% (plastic strain of 2.4%) along the ED,and the remaining five were compressed to a total strain of 6.0% (plastic strain of 4.3%)along the ED (Fig.1b).These samples compressed to total strains of 4.0% and 6.0% are hereafter referred to as 4PC and 6PC samples,respectively.Through subsequent annealing experiments of the 4PC and 6PC samples over a wide temperature range (200–450°C),it was confirmed that both of them had the same microstructure when they were annealed at and below 300°C.Then,the 4PC and 6PC samples were subsequently annealed at 300°C and three higher temperatures (350°C,400°C,and 450°C) for 1h in an electric furnace in order to obtain various microstructures after annealing.Notations 300A,350A,400A,and 450A of these employed annealing temperatures are appended to the sample name;for example,4PC-300A denotes the sample that was compressed to a total strain of 4.0% and subsequently annealed at 300°C for 1h.Rectangular specimens for bending tests (35mm length×25mm width×3mm thickness) were machined from the extruded sample and all the PCA-treated samples (Fig.1a).A three-point bending test was performed using the Instron 5985 universal testing machine at RT at a constant crosshead speed of 10mm/min according to the ASTM E290 standard [50].Both the upper roll and the lower roll of the bending machine had a radius of 5mm,and the distance between the supports was 20mm;an image showing the setup for the bending test can be found elsewhere [40,51].
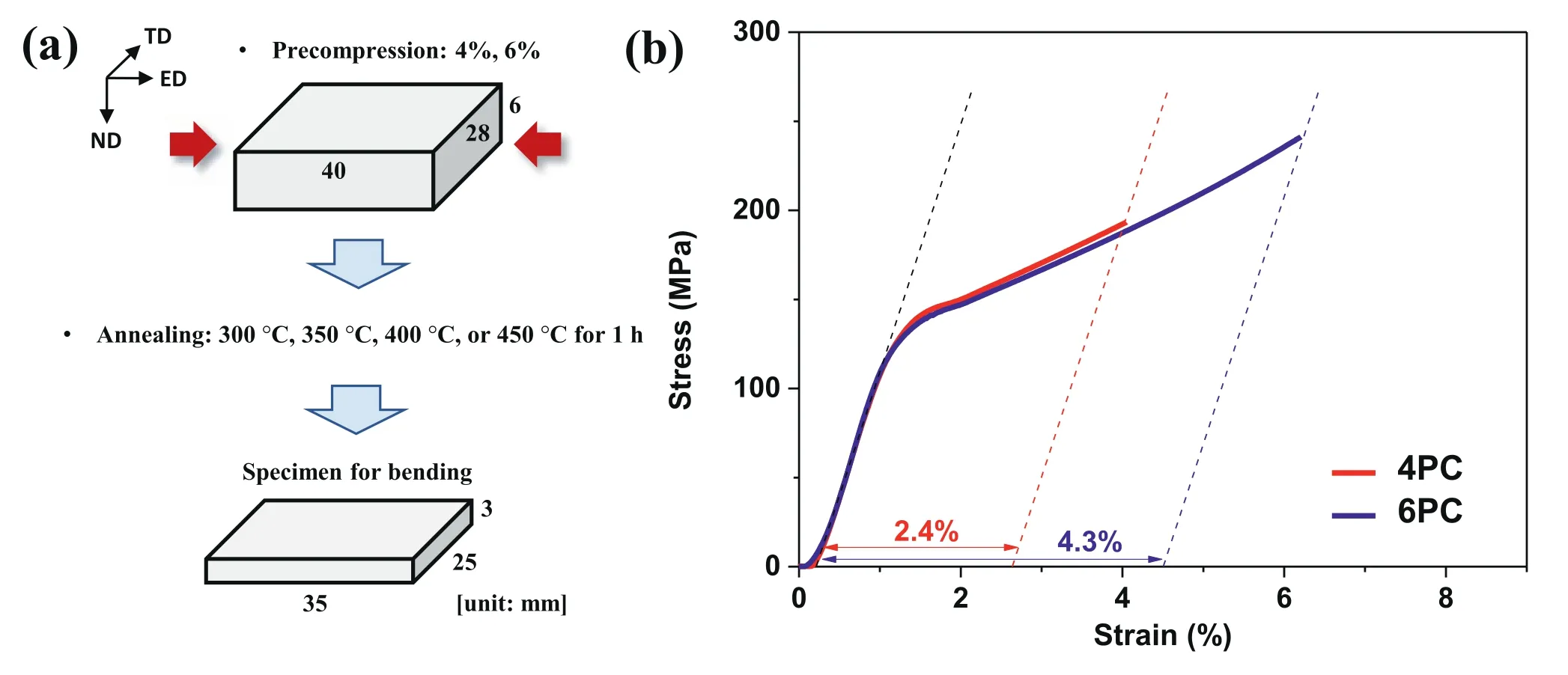
Fig.1.(a) Schematic illustration of PCA treatment conditions and dimensions of bending specimen.(b) Compressive stress–strain curves of extruded sample as obtained from precompression tests.TD,ED,and ND denote the transverse direction,extrusion direction,and normal direction,respectively.
The microstructural characteristics of the extruded sample,the 4PC and 6PC samples,and the annealed 4PC and annealed 6PC samples (i.e.,the PCA-treated samples) were analyzed through electron backscatter diffraction (EBSD) measurements at their mid-width and mid-thickness on the ED–ND plane.All specimens for EBSD measurements were first mechanically polished with progressively finer grades of emery paper (#120–#2000 grit),then polished with 1μm diamond paste,and finally polished with colloidal silica solution (0.04μm) for 30min to remove surface strains and obtain reliable crystallographic data.The EBSD measurements were performed using a field-emission scanning electron microscope (Hitachi SU-70) at an acceleration voltage of 15kV.Automated EBSD scans were performed in the stage-control mode using the TexSEM Laboratories (TSL) data acquisition software with a step size of 1.5μm.EBSD analysis was performed using the TSL Orientation Imaging Microscopy 7.0 software (Edax,Inc.),and data with a confidence index greater than 0.1 were used to ensure reliability of the analysis results.
3.Results
3.1.Microstructural characteristics of extruded sample and precompressed samples
Fig.2 shows the inverse pole figure (IPF) maps,(0001)pole figures,and misorientation angle distributions of the extruded,4PC,and 6PC samples.The extruded sample has a twin-free equiaxed grain structure consisting of dynamically recrystallized grains with an average size of 21.9μm;it also has a strong ND texture,wherein the basal poles are aligned almost parallel to the ND.A weak TD texture also develops in this sample,which is attributed to the application of the compressive load along the TD during the extrusion process.Because all the grains with the ND or TD texture are favorably oriented for {10–12} twinning under compression along the ED,numerous {10–12} twins are formed in the 4PC and 6PC samples.When the amount of precompression increases from 4% to 6%,the area fraction of {10–12}twins formed in the precompressed samples increases from 10.6% (4PC) to 34.8% (6PC),and the effective grain size decreases to 16.2μm (4PC) and 11.9μm (6PC) owing to the formation of twin boundaries with misorientation angles of 80°–90° When {10–12} twinning in a grain is activated via application of a compressive load perpendicular to itsc-axis,a lattice reorientation of 86.3° toward the direction in which the compressive load is applied occurs in the twinned area[52,53].Accordingly,in the 4PC and 6PC samples,the twin texture develops along the precompression direction (i.e.,the ED),and its maximum intensity increases from 2.2 for the 4PC sample to 7.3 for the 6PC sample owing to the increase in the twin area fraction with increasing amount of precompression.In contrast,the ND texture gradually weakens with increasing amount of precompression.
3.2.Microstructural evolution of precompressed samples during subsequent annealing

Fig.2.IPF maps,(0001) pole figures,and misorientation angle distributions on ED–ND plane at mid-width and mid-thickness of (a) extruded,(b) 4PC,and(c) 6PC samples. d and ftwin denote the average grain size and the area fraction of twins,respectively.
Fig.3 shows EBSD boundary maps depicting the highangle grain boundaries and {10–12} twin boundaries in the precompressed samples and the PCA-treated samples.When the precompressed samples are annealed at 300°C,the {10–12} twins formed by precompression remain almost unchanged and the variation in the microstructure is insignificant.However,when the precompressed samples are annealed at or above 350°C,grain coarsening occurs and almost all the {10–12} twins disappear.During annealing at 300°C,the variation in the ratio of the length of twin boundaries to the total length of grain and twin boundaries expressed as a percentage is negligible in both the 4PC and the 6PC samples;the ratio changes from 32.8% to 35.3% for the 4PC sample and from 39.5% to 37.1% for the 6PC sample.In contrast,these twin boundary length ratios of the precompressed samples decrease significantly to 0.6%–5.1% after annealing at or above 350°C.Accordingly,the twinned fine grain structure of the precompressed samples is essentially maintained even after annealing at 300°C,whereas it transforms into an almost twin-free coarse grain structure after annealing at or above 350°C.It is known that during annealing,the nucleation of new strain-free grains easily occurs in {10–11} contraction twins and {10–11}-{10–12} double twins formed in Mg alloys,because of the high strain energy stored in these twins[54–56].In contrast,as the strain energy stored in {10–12}twins is generally insufficient for the nucleation of new grains,static recrystallization hardly occurs in these twins during annealing[54,56].Instead of the formation of new grains,movement of the {10–12} twin boundaries and high-angle grain boundaries in pre-twinned Mg alloys can occur through the thermally activated twin-boundary migration (TATBM) and strain-induced grain-boundary migration(SIBM)mechanisms,respectively,during annealing [57–61].Xin et al.[57] studied the twin migration behavior of deformed AZ31 samples containing {10–12} twins during annealing at a high temperature of 450°C.They reported that existing {10–12} twins of various sizes could either grow or disappear by TATBM during annealing;small twin lamellae tended to be consumed by the large neighboring matrix,whereas large and coarse twin lamellae preferentially consumed the matrix.Kim et al.[62] investigated the microstructural variations of a precompressed AZ31 alloy containing {10–12} twins during annealing throughquasiin situ EBSD measurements and found that grain growth predominantly occurred through the SIBMinduced movement of high-angle grain boundaries.
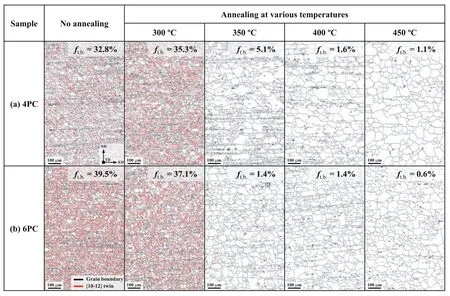
Fig.3.Grain-boundary and twin-boundary maps of precompressed samples and PCA-treated samples (i.e.,precompressed samples subsequently annealed at various temperatures): (a) 4PC and annealed 4PC samples and (b) 6PC and annealed 6PC samples. ft.b. denotes the ratio of the length of twin boundaries to the total length of grain and twin boundaries expressed as a percentage.
3.3.Grain coarsening of precompressed samples during subsequent annealing
The IPF maps of the annealed 4PC and annealed 6PC samples are shown in Fig.4;these maps reveal that grain coarsening noticeably occurs at 350°C and that its extent increases with increasing annealing temperature.Because an increase in temperature facilitates both the movement of twinning dislocations and the atomic diffusion at grain boundaries,grain growth via TATBM and SIBM occurs faster at higher temperatures.The grain-boundary mobility (M) is commonly expressed as an Arrhenius relation,M=Mo·exp(–Q/kBT),whereQis the activation energy,M0is a constant,kBis the Boltzmann constant,andTis the temperature[63].This relation demonstrates a significant temperature dependence of the grain-boundary mobility and consequently of the boundary migration velocity during heat treatment.Fig.5a shows the variation in the average grain size of the extruded sample with the PCA treatment.In both the 4PC and the 6PC samples,the average grain size decreases after precompression because of the formation of {10–12} twins,and this decreased grain size remains nearly unchanged after annealing at 300°C.As the annealing temperature increases from 300°C to 450°C,the average grain size increases gradually from 16.0μm to 64.3μm and from 14.8μm to 52.3μm for the annealed 4PC sample and annealed 6PC sample,respectively.The amount of plastic strain imposed on the 4PC sample during precompression (2.4%) is lower than that imposed on the 6PC sample (4.3%);however,the extent of increase in the grain size induced by the increase in the annealing temperature (from 300°C to 450°C) is larger in the former (4.0 times) than in the latter (3.5 times).The average kernel average misorientation (KAM) value of the 6PC sample (1.19)is higher than that of the 4PC sample (0.70),which indicates that the former has higher stored strain energy than the latter.However,the KAM map of the 6PC sample has a majority of green regions (Fig.5c) whereas that of the 4PC sample consists of a mixture of blue and green regions (Fig.5b).These color distributions suggest that in the 6PC sample,high strain energy is distributed homogeneously and uniformly owing to the relatively large deformation induced during precompression,whereas in the 4PC sample,the low-strain regions(blue) and high-strain regions (green) coexist and the distribution of the strain energy is relatively inhomogeneous.Because of the difference between the strain energies stored in adjacent regions,grain boundaries tend to migrate toward regions with high stored energies to reduce the overall strain energy of the material;this is the so-called SIBM phenomenon[58–61].Accordingly,the grain growth behavior during annealing is expected to be more pronounced in the 4PC sample than in the 6PC sample because of a larger local difference in stored strain energies and consequently higher driving force for SIBM in the former sample.This probability is supported by the difference in the grain size distribution between the 4PC-350A and 6PC-350A samples.The 6PC-350A sample has a relatively narrow grain size distribution (Fig.5d) because during annealing,most grains grow uniformly on account of the homogeneous distribution of strain energy.In contrast,the 4PC-350A sample has a bimodal grain structure comprising fine grains and relatively coarse grains (Fig.4)and a wide grain size distribution (Fig.5d);these features are a result of the preferential growth of some grains with low strain energy toward adjacent grains with relatively higher strain energy.The coarse grains of the 4PC-350A sample are larger than the grains of the 6PC-450A sample,which is annealed at a higher temperature of 450°C (Fig.4).Therefore,because of the inhomogeneous distribution of strain energy in the 4PC sample and despite its lower total strain energy,grain coarsening during annealing is more pronounced in this sample than in the 6PC sample.
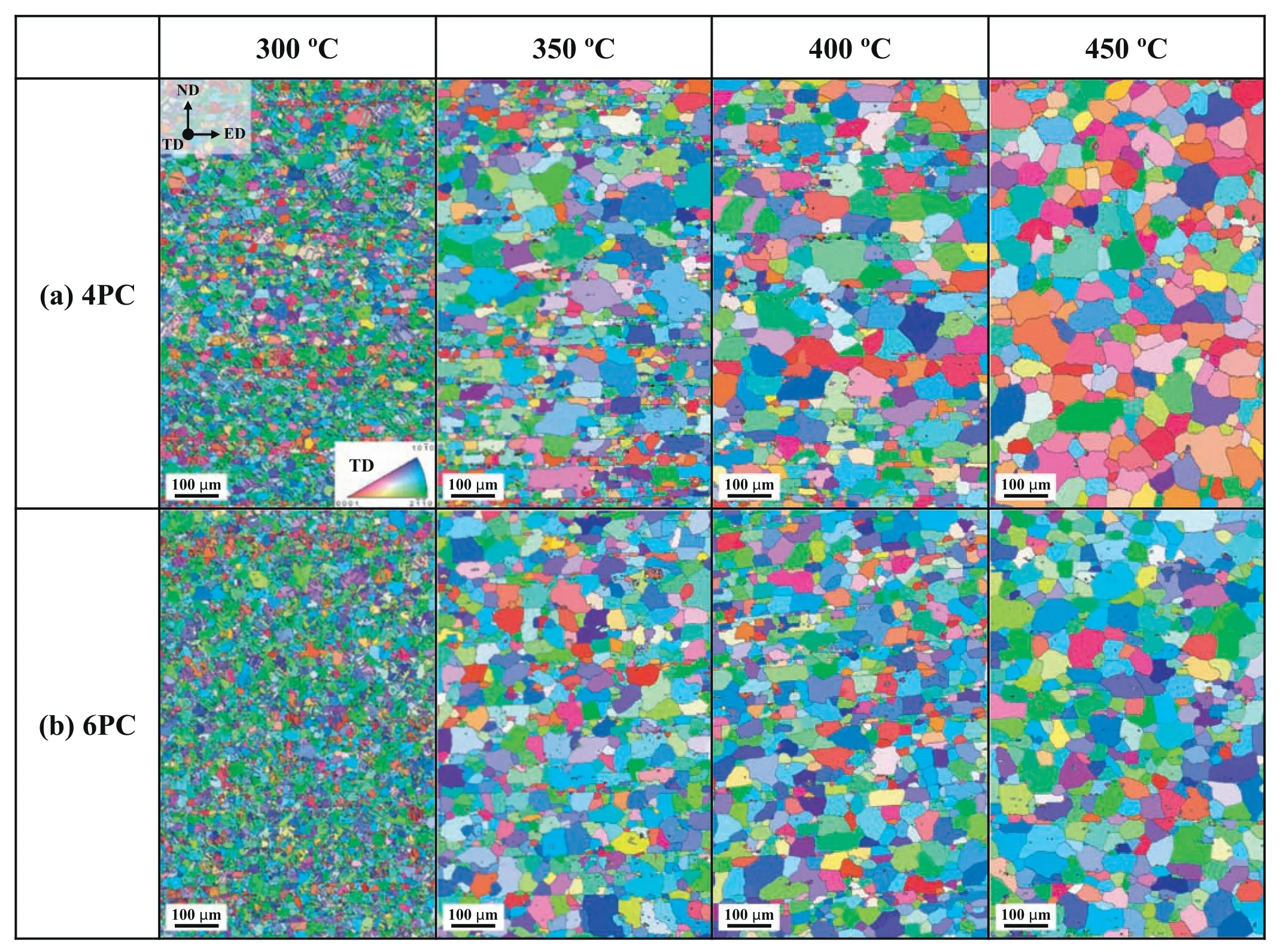
Fig.4.IPF maps of PCA-treated samples: (a) annealed 4PC samples and (b) annealed 6PC samples.
3.4.Texture evolution of precompressed samples during subsequent annealing
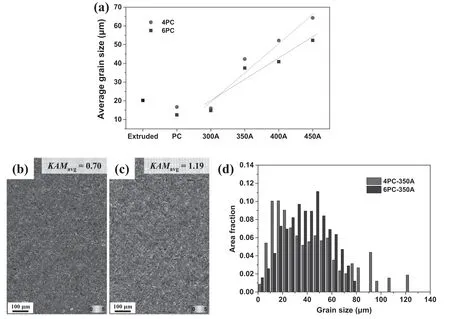
Fig.5.(a) Variations in average grain size with precompression treatment and subsequent annealing treatment.Kernel average misorientation (KAM) maps of(b) 4PC and (c) 6PC samples.(d) Grain size distributions of 4PC-350A and 6PC-350A samples. KAMavg denotes the average KAM value.
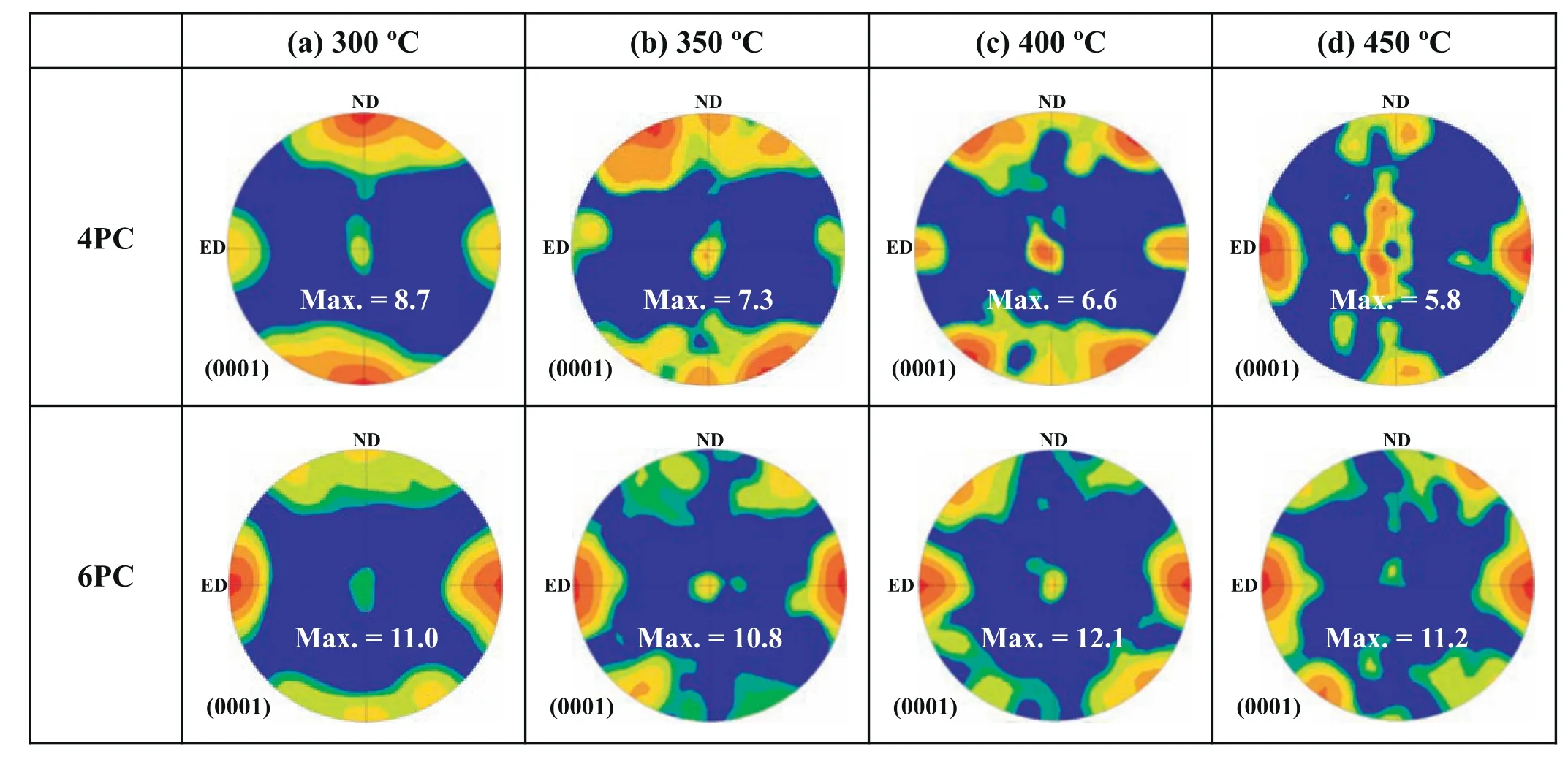
Fig.6.(0001) Pole figures of 4PC and 6PC samples annealed at (a) 300°C,(b) 350°C,(c) 400°C,and (d) 450°C.
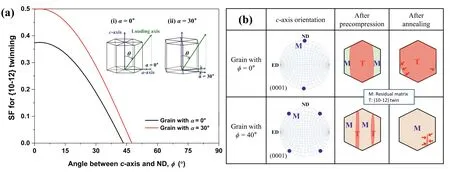
Fig.7.(a) Maximum and minimum values of Schmid factor (SF) for {10–12} twinning and their variation with angle φ between c-axis and ND under compression along ED.(b) {10–12} Twinning behavior during precompression and twin-boundary migration behavior during subsequent annealing in grain with φ=0° (upper panel) and grain with φ=40° (lower panel). α in (a) denotes the angle between the a-axis and the loading axis under the condition that the loading axis is projected onto the basal plane (refer to the inset in (a)).
Fig.6 shows the (0001) pole figures of the PCA-treated samples.Because the microstructural variation is insignificant during annealing at 300°C,the textures before and after annealing at 300°C are almost the same(Figs.2 and 6a).In contrast,during annealing at or above 350°C,the twinned regions of the precompressed samples transform into new ED-oriented grains through the migration of twin boundaries and grain boundaries.After annealing at these temperatures (≥350°C),the ND texture tends to split into two off-ND texture components (Fig.6b–d);this texture variation is consistent with the results of previous studies on the microstructural evolution of {10–12}-twinned Mg alloys during annealing [54,62].Fig.7a shows the variation in the Schmid factor(SF)for{10–12} twinning under compression along the ED as a function of the angleφbetween thec-axis and the ND.The maximum and minimum SF values at a givenφare governed by the angleαbetween thea-axis and the loading axis under the condition that the loading axis is projected onto the basal plane (refer to the inset in Fig.7a).The data in this figure demonstrate that the SF varies significantly withφ;the average value of the SF decreases from 0.436 to 0 asφincreases from 0° to 45° Fig.7b schematically shows the twinning behavior during precompression and the twin-boundary migration behavior during subsequent annealing in two grains with differentφvalues: one with a smallφof 0° and the other with a largeφof 40° These grains withφof 0° andφof 40° represent those having a perfect-ND texture and an off-ND texture,respectively,in the extruded sample.Because the grain withφof 0° has a high average value of the SF for{10–12} twinning under compression along the ED (0.436),coarse large-sized twin(s)can form in this grain after precompression.A previous study reported that when a twin formed in a grain was larger than the residual matrix,the twin preferentially consumed this matrix via TATBM during heat treatment [57].Accordingly,as shown in Fig.7b,the large twin formed in the grain withφ=0° grows while consuming the residual matrix during subsequent annealing.Consequently,the decrease in the area of the residual matrix leads to weakening of the perfect-ND texture after annealing.In contrast,the grain withφ=40° has an extremely low average value of the SF for {10–12} twinning under compression along the ED (0.09).Hence,after precompression,narrow small-sized twin(s) will form in the grain.The small {10–12} twins tend to be consumed by the large residual matrix around them during subsequent annealing [57].Accordingly,the area of the residual matrix increases after annealing,which results in strengthening of the off-ND texture (Fig.7b).Therefore,because of these differences in the SF values and resultant twin sizes,the ND texture with 0° ≤φ≤~10° weakens and the off-ND texture with~10° ≤φ≤~40° strengthens after annealing (Fig.6).
3.5.Bending properties of precompressed and subsequently annealed samples
Fig.8 shows the bending load–displacement curves and converted stress–strain curves of the extruded sample and PCA-treated samples;Table 1 summarizes the corresponding bending properties.Fig.9a shows the variation in the maximum bending displacement before cracking (i.e.,limiting bending depth (LBD)) of the PCA-treated samples with the annealing temperature,as determined from the bending load–displacement curves,and Fig.9b shows photographic images of the fracture bending specimens of the PCA-treated samples.The LBDs of the annealed 4PC and annealed 6PC samples tend to increase with increasing annealing temperature.Moreover,at a given annealing temperature,the LBD of the annealed 6PC sample is larger than that of the annealed 4PC sample.Consequently,the bending formability of the PCA-treated samples improves with an increase in the amount of precompression or the annealing temperature.The 4PC and 6PC samples annealed at or above 350°C have considerably larger LBDs than the extruded sample.However,the LBDs of the 4PC-300A and 6PC-300A samples(1.93mm and 2.12mm,respectively) are smaller than that of the extruded sample (2.28mm).These results indicate that PCA treatment is an effective approach for improving the bending formability of an extruded material,but this treatment can degrade the bending formability when the subsequent annealing is performed at low temperatures.
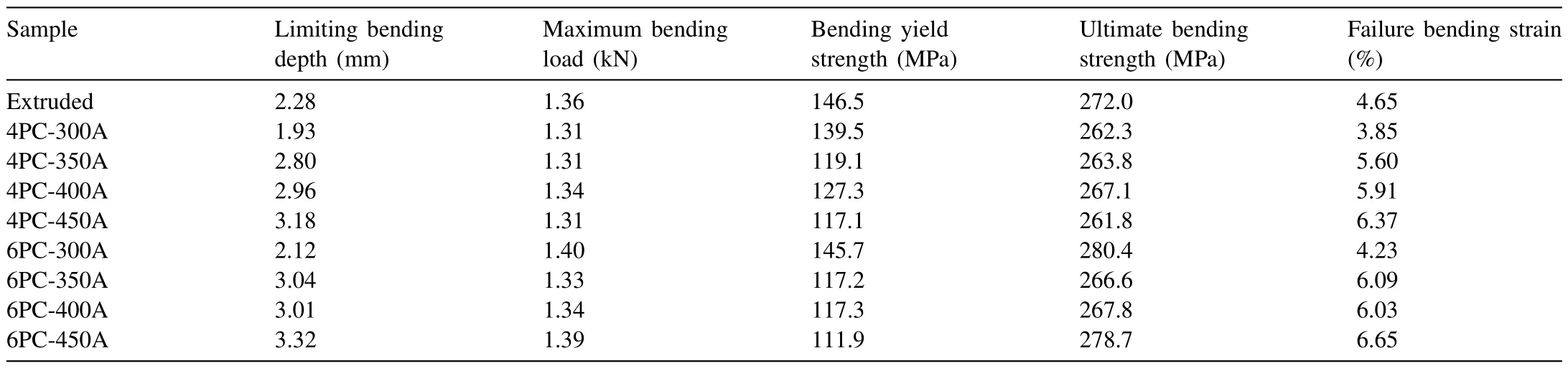
Table 1 Three-point bending properties of extruded sample and PCA-treated samples.
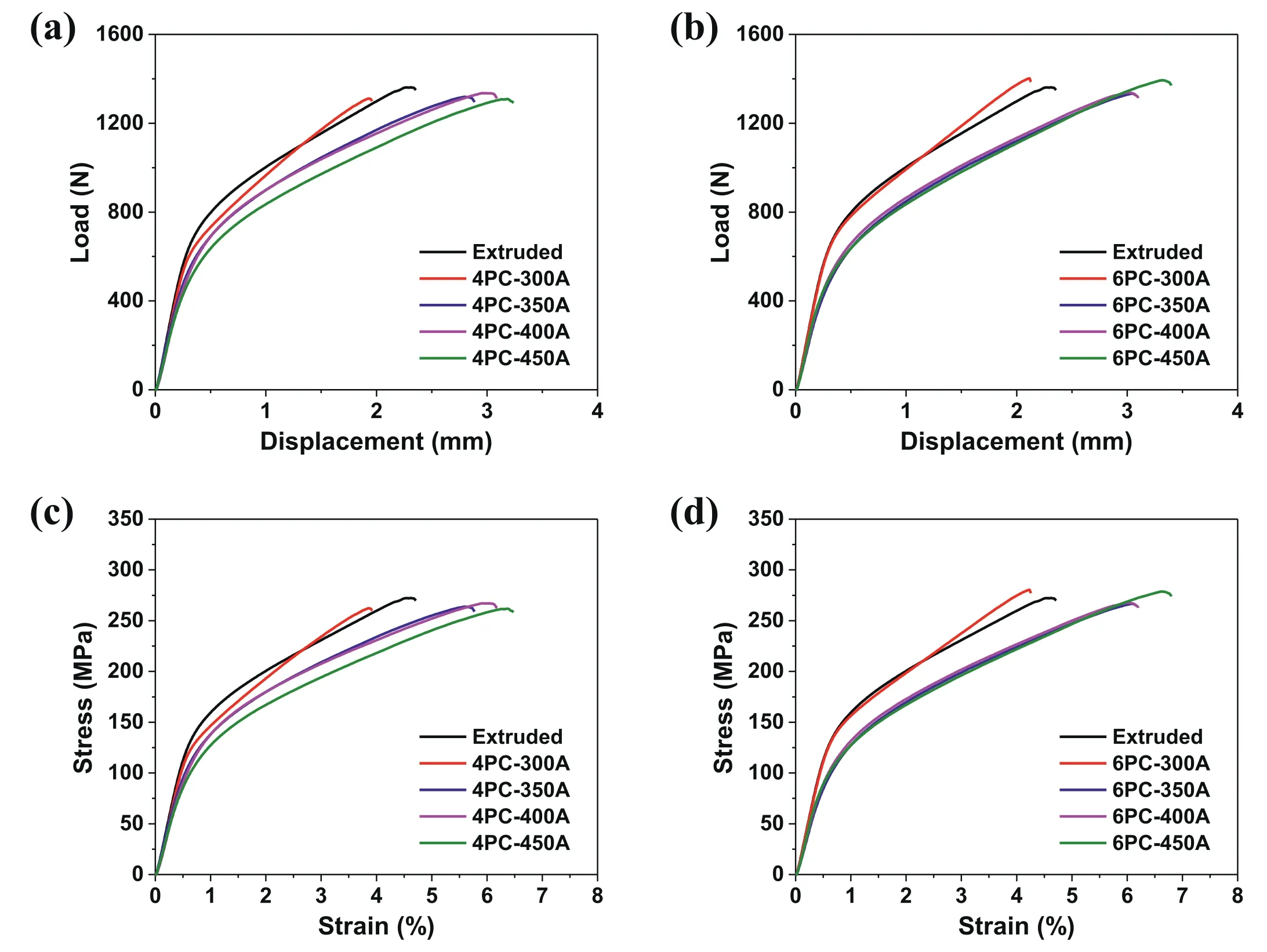
Fig.8.(a,b) Bending load–displacement curves and (c,d) converted stress–strain curves of extruded sample and PCA-treated samples: (a,c) annealed 4PC samples and (b,d) annealed 6PC samples.
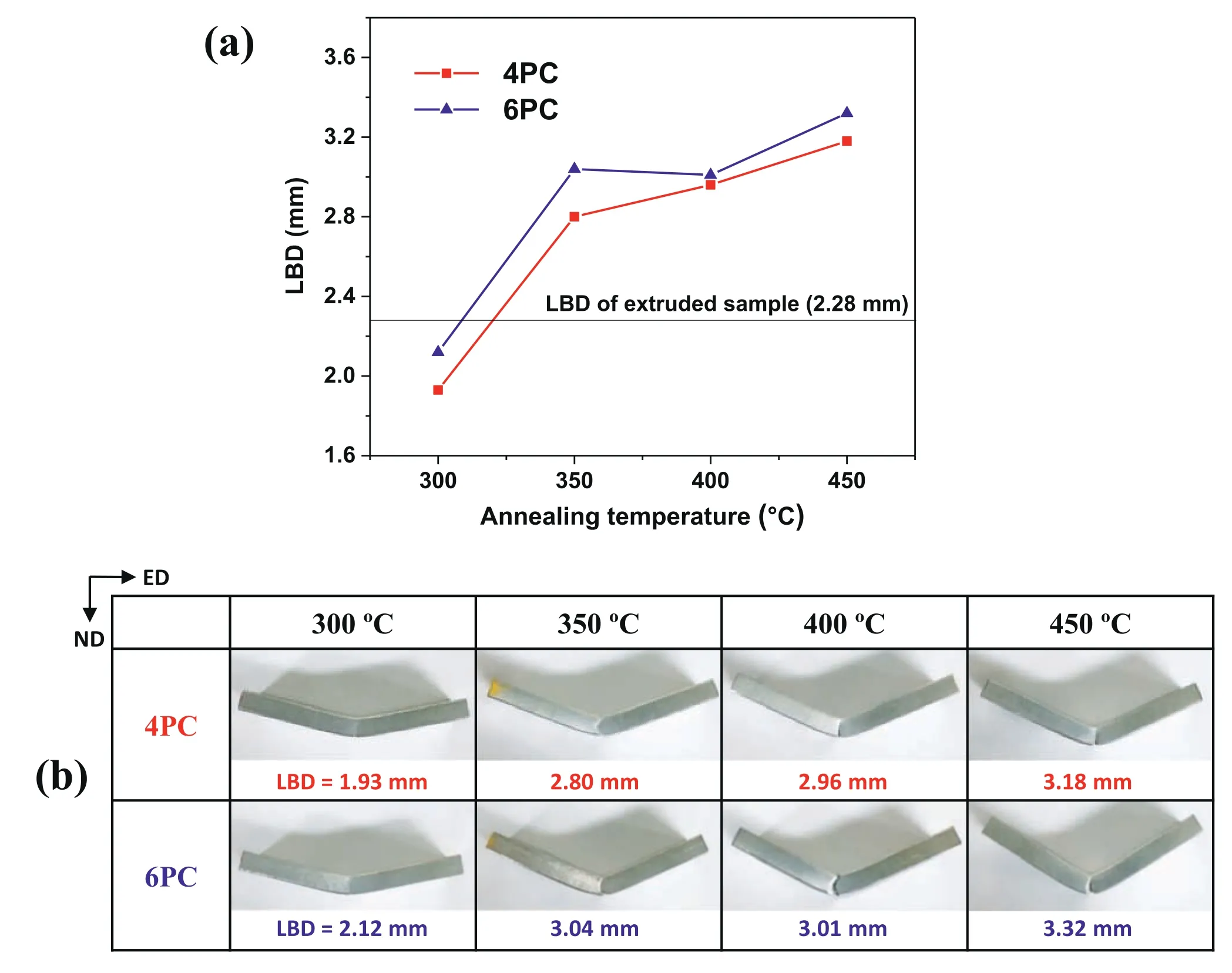
Fig.9.(a) Variation in limiting bending depth (LBD) of PCA-treated samples with annealing temperature and (b) photographic images showing fracture bending specimens of PCA-treated samples.
In the fracture bending specimens of the extruded sample and all the PCA-treated samples,macrocracking occurs in the outer region during the bending tests.Fig.10 shows the optical microscopy and scanning electron microscopy (SEM)images of the microstructure of the fracture bending specimen of the extruded sample at the mid-width on the ED–ND plane.Fig.10a clearly shows that a macrocrack is formed on the outer surface of the bending specimen and it propagates inward along the ND.Fig.10b shows the SEM micrograph of the area containing the macrocrack tip marked by the red rectangle in Fig.10a.Several cracked secondphase particles with sizes of 4–15μm are observed along the macrocrack (see the green arrows in Fig.10b),and microcracks are also observed in coarse second-phase particles present in front of the macrocrack tip (see the yellow arrows in Fig.10b).Previous studies [41,48,64] reported that extruded AZXWMM91100 materials contain four types of second phases: Mg17Al12,Al8Mn4Y,Al2Ca,and Al2Y.During hot extrusion of the AZXWMM91100 alloy,a small amount of fine Mg17Al12particles (0.5–2μm) is formed by dynamic precipitation [41,64].Because of their high melting temperatures,the coarse Al8Mn4Y,Al2Ca,and Al2Y particles (5–15μm) in a cast AZXWMM91100 alloy do not dissolve into the matrix during homogenization before extrusion [41,64].These undissolved Ca-or Y-containing particles in the homogenized billet remain even after extrusion.As shown in Fig.10b,the undissolved particles play a crucial role in both the formation of microcracks and the propagation of the macrocrack owing to their fairly large size and brittle nature.However,the PCA treatment does not cause any change in the undissolved particles in the extruded sample,because they have high resistance to plastic deformation and high thermal stability.Therefore,the significant improvement in the bending formability after PCA treatment is not a result of the difference in the undissolved particles between the extruded sample and the PCA-treated samples.
3.6.Deformation behaviors in inner,middle,and outer regions of extruded and 6PC-450A samples

Fig.10.Micrographs showing macrocrack and microcracks formed in fracture bending specimen of extruded sample: (a) optical micrograph on ED–ND plane at mid-width of fracture bending specimen and (b) SEM micrograph of crack-tip-containing area marked by red rectangle in (a).
Fig.11 shows IPF maps and corresponding (0001) pole figures in the inner,middle,and outer regions of the fracture bending specimens of the extruded and 6PC-450A samples,with the latter having the highest bending formability among the tested samples.The inner region of the bending specimen is subjected to compression along the ED during bending.Because the ND-oriented grains of the extruded sample are favorable for {10–12} twinning under compression along the ED,{10–12} twinning occurs vigorously in the inner region;this twinning induces transformation of the initial ND texture into the ED twin texture (Fig.11a).In contrast,{10–12}twinning is unfavorable in the inner region of the 6PC-450A sample,which has a strong ED texture;accordingly,the texture variation between before and after bending is insignificant (Fig.11b).The middle and outer regions of the bending specimen are subjected to tension along the ED at a later stage of the bending tests,and the degree of tensile deformation is larger in the outer region than in the middle region [65,66].Because the ND-oriented grains of the extruded sample are unfavorable for {10–12} twinning under tension along the ED,few twins are formed during bending and the ND texture in both the middle and the outer regions of the extruded sample remains unchanged after bending (Fig.11c and e).In contrast,because the ED-oriented grains of the 6PC-450A sample are favorable for {10–12} twinning under tension along the ED,numerous {10–12} twins are formed in the middle and outer regions during bending,which leads to weakening of the ED texture and strengthening of the ND texture.In the middle region,partial {10–12} twinning occurs in the EDoriented grains because a relatively small amount of tensile strain is imposed in this region;this partial twinning causes a weak ED texture to remain after bending (Fig.11d).In contrast,in the outer region,almost complete {10–12} twinning occurs in all the ED-oriented grains owing to the large tensile deformation in this region.As a result,the initial ED texture disappears completely and a strong ND texture forms in the outer region after bending (Fig.11f).These results demonstrate that the twinning behavior and texture evolution in each region differ considerably between the extruded sample and the 6PC-450A sample because of their substantially different initial textures.Moreover,in the outer region,in which macrocracking occurs,the dominant deformation mechanism during bending is dislocation slip in the ND-oriented grains in the case of the extruded sample and {10–12} twinning in the ED-oriented grains in the case of the 6PC-450A sample.
4.Discussion
4.1.Strain accommodation in twinning-favorable region during bending
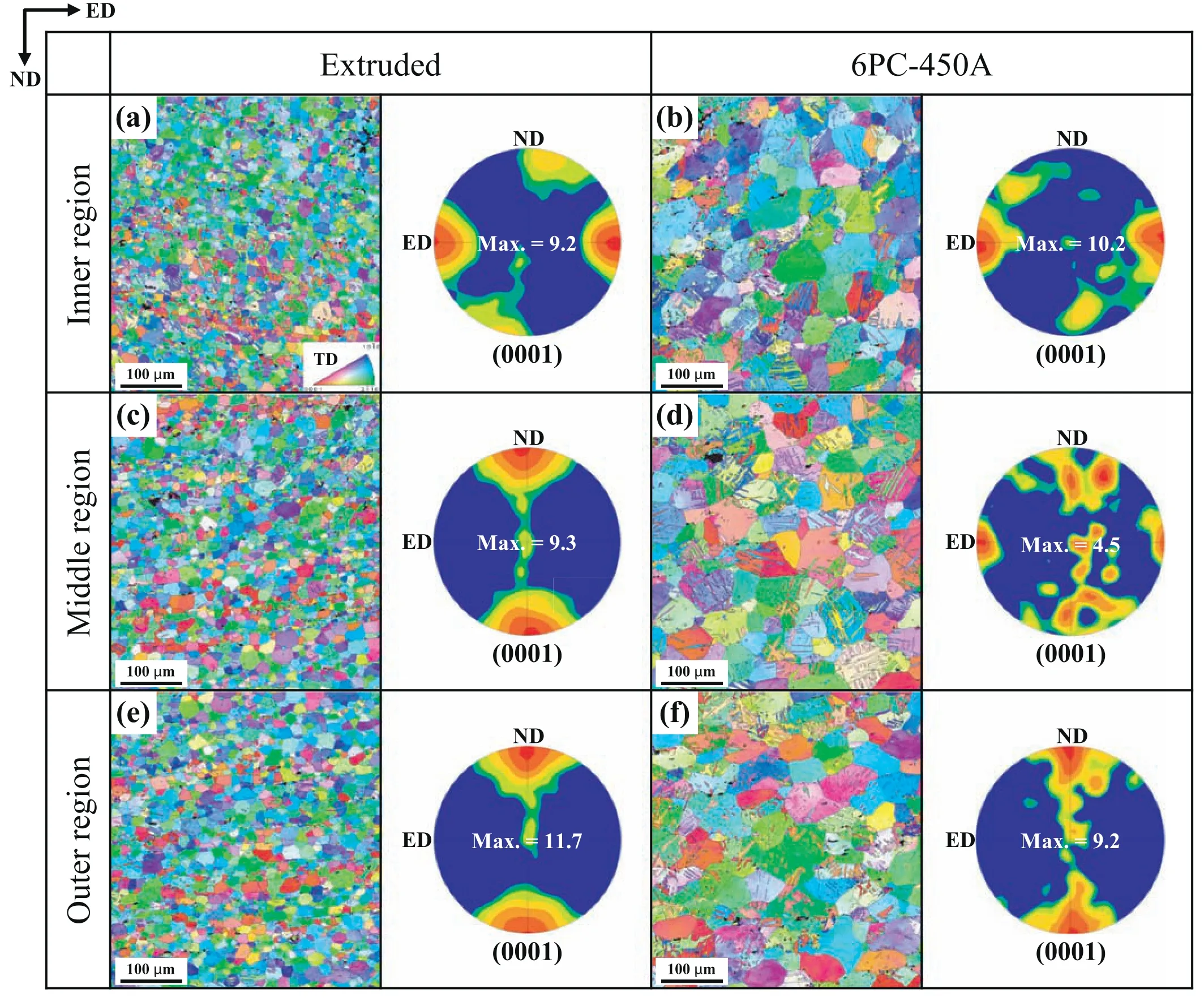
Fig.11.IPF maps and corresponding (0001) pole figures on ED–ND plane at mid-width of fracture bending specimens of (a,c,e) extruded sample and (b,d,f) 6PC-450A sample: (a,b) inner,(c,d) middle,and (e,f) outer regions of specimens.
Because the principal stress in the outer region corresponds to tension along the ED,the bending formability of the samples is governed by their ability to accommodate tensile strain along the ED [40,51,65].Unlike the extruded sample,which has a strong ND texture and weak TD texture,all the PCAtreated samples have an ED texture as well as the ND and TD textures,although the intensities of these textures differ among the PCA-treated samples.The ED-oriented grains are favorable for {10–12} twinning under tension along the ED.The dislocation width for {10–12} twinning is approximately six times that for{10–11}twinning,whereas the Burgers vector for the former (0.049nm) is considerably smaller than that for the latter (0.135nm) [38].Therefore,{10–12} twinning can be easily activated at low stress levels,and fairly large plastic deformation (~6.5%) can be accommodated by it.The ED-oriented regions of the 4PC-300A and 6PC-300A samples are composed of the {10–12} twins formed by precompression,because most of these formed twins remain even after subsequent annealing at 300°C.These ED-oriented twins can easily undergo detwinning under tension along the ED,and plastic strain can be accommodated by this detwinning.However,the 4PC-300A and 6PC-300A samples show lower bending formability than the extruded sample,which lacks an ED texture that would contribute to the accommodation of tensile strain during bending.This lower bending formability of the 4PC-300A and 6PC-300A samples can be attributed to the deterioration in their ductility caused by an increase in their dislocation density.Fig.12a and b shows the KAM maps and average KAM values,respectively,of the PCA-treated samples.Because deformation twinning is always accompanied by dislocation slip,the dislocation density increases considerably even under deformation conditions that are conducive to the occurrence of twinning [52].The dislocations accumulated by precompression can disappear through recovery and/or grain growth during subsequent annealing.However,the average KAM values of the 4PC-300A and 6PC-300A samples (0.74 and 1.02,respectively) are considerably higher than that of the extruded sample (0.48) (Fig.12b) and almost identical to those of the 4PC and 6PC samples (0.70 and 1.19,respectively;see Fig.5b and c).This result indicates that numerous dislocations are formed during precompression and that these formed dislocations do not disappear during subsequent annealing at 300°C,because the thermal energy is insufficient to cause recovery or grain growth.In other words,when the 4PC and 6PC samples are annealed at 300°C,their microstructural characteristics,including the grain size,twin fraction,texture,and dislocation density,are almost the same as those before annealing.Therefore,the high dislocation densities of the 4PC-300A and 6PC-300A samples cause their bending formability to be lower than that of the extruded sample;this result is essentially consistent with the previously reported finding that when a rolled AZ31 alloy is precompressed along the rolling direction,the bending formability of the precompressed sample is lower than that of the initial sample because precompression causes an increase in the dislocation density [40,51].The average KAM values of the 4PC and 6PC samples annealed at or above 350°C(0.36–0.52) are similar to or lower than that of the extruded sample(0.48);these comparable KAM values imply that the dislocations accumulated by precompression almost disappear during annealing at or above 350°C.Accordingly,the precompressed samples subsequently annealed at or above 350°C have improved bending formability because the tensile deformation along the ED is accommodated by {10–12} twinning in their ED-oriented grains.
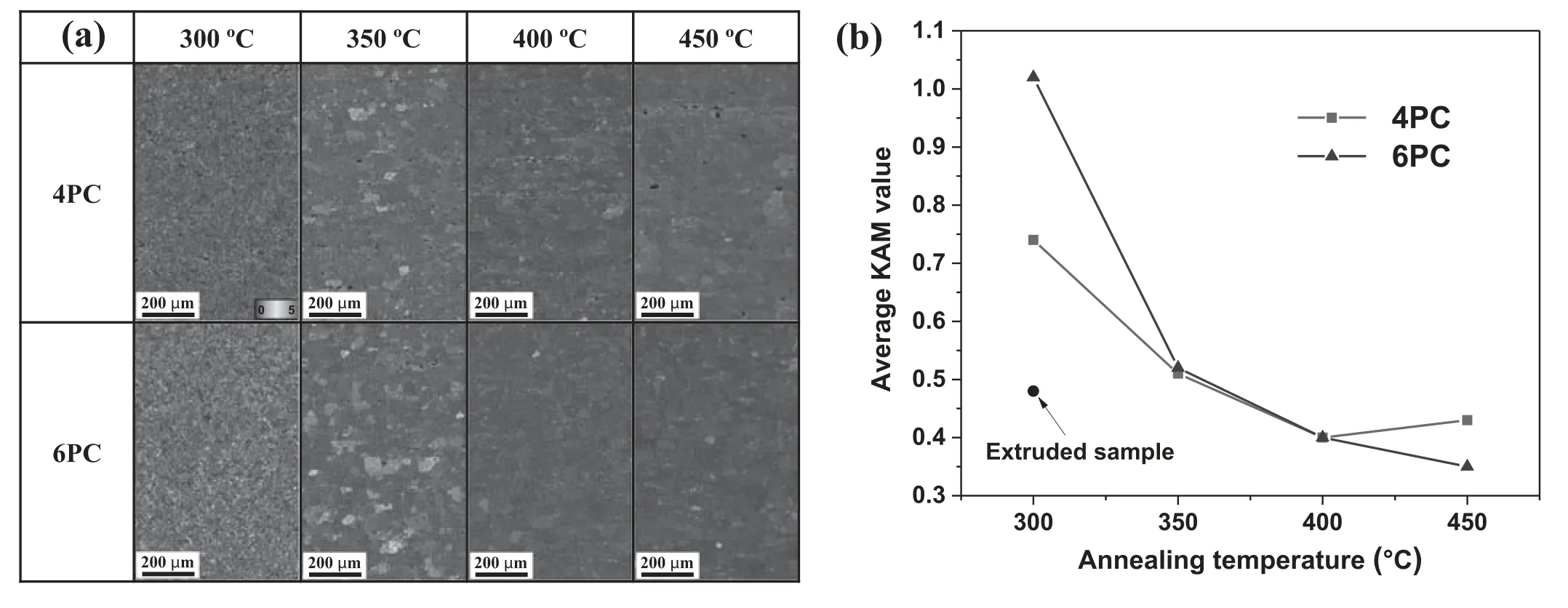
Fig.12.(a) KAM maps of PCA-treated samples and (b) variation in average KAM values of PCA-treated samples with annealing temperature.
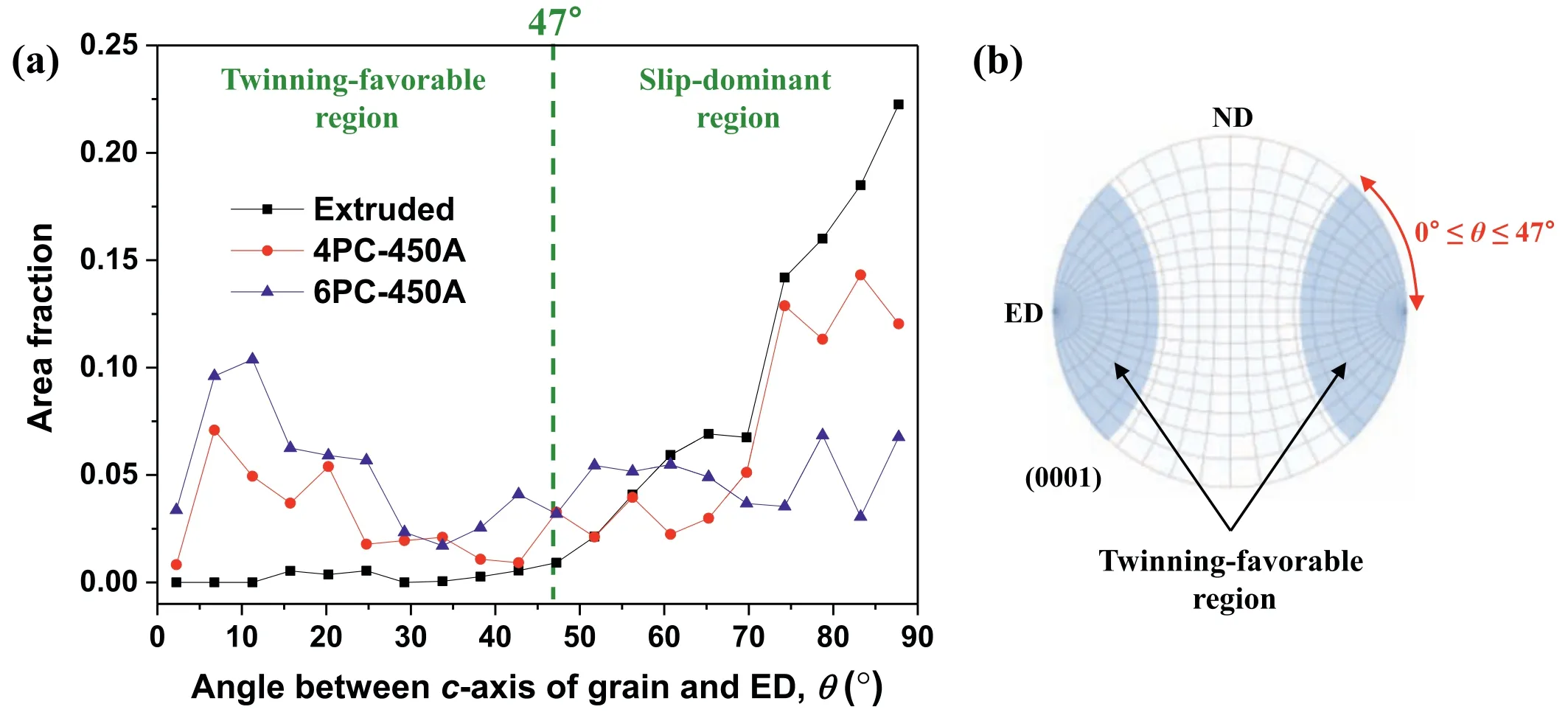
Fig.13.(a) Variations in area fractions of grains of extruded,4PC-450A,and 6PC-450A samples with angle θ between c-axis and ED.(b) (0001) Pole figure showing twinning-favorable region with 0° ≤θ ≤47°.
For comparison of the grain orientation distribution of an extruded sample before and after PCA treatment,the distributions of the angleθbetween thec-axis of the grains and the ED are calculated for the extruded,4PC-450A,and 6PC-450A samples,as shown in Fig.13a.As the amount of precompression increases,the area fraction of grains with a smallθof≤~45° increases whereas that of grains with a largeθof≥~70° decreases because the PCA treatment causes the ND orientation of the grains to transform into the ED orientation.The angle between the {10–12} plane and the (0001) basal plane of the hexagonal close-packed crystal structure of Mg,which has ac/aratio of 1.624,is~43°.Therefore,as grains with 0° ≤θ≤47° are in thec-axis extension stress state under tension along the ED (Fig.13b),{10–12} twins can form in these grains in the outer region of the bending specimen during the bending test.Consequently,grains with 0° ≤θ≤47° can be defined as a twinning-favorable region and those with 47°<θ≤90° can be defined as a slip-dominant region.The twinning-favorable region can accommodate tensile strain along the ED by undergoing {10–12} twinning during bending;therefore,an increase in the area fraction of the twinning-favorable region causes an improvement in the bending formability of the material.
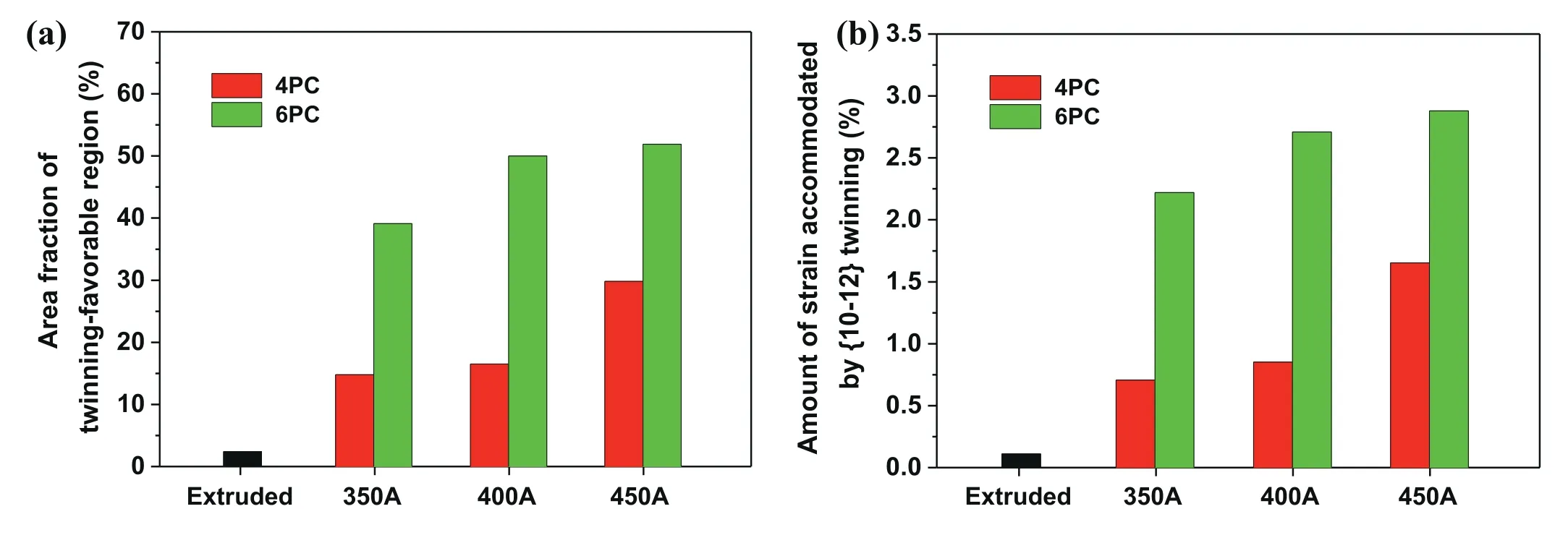
Fig.14.(a) Area fractions of twinning-favorable regions and (b) amounts of strain accommodated by {10–12} twinning in twinning-favorable regions of extruded sample and PCA-treated samples.
Fig.14a and b shows the area fractions of the twinningfavorable regions and the calculated twinning strains,respectively,of the extruded sample and the PCA-treated samples.The area fraction of the twinning-favorable region of the extruded sample is only 2.4%,and it increases significantly to 14.8%–29.8% and 39.1%–51.9% in the annealed 4PC samples and annealed 6PC samples,respectively.The amount of precompression greatly affects the area fraction of the twinning-favorable region because the extent of {10–12}twinning differs with the amount of precompression.In addition,in both the annealed 4PC and the annealed 6PC samples,the area fraction of the twinning-favorable region gradually increases with increasing annealing temperature.Previous studies on the bending behavior of rolled Mg alloys containing RD-oriented grains have revealed that during bending deformation,the RD-oriented grains in the outer region of the specimen transform into a fully twinned area via the formation and growth of{10–12}twins in the grains[40,51].Therefore,the amount of plastic strain accommodated by {10–12}twinning in the twinning-favorable region(i.e.,twinning strainεtwin)can be calculated using the equationεtwin=ftwin··γtwin,whereftwindenotes the area fraction of the twinning-favorable region,denotes the average SF for {10–12} twinning of the twinning-favorable region under tension along the ED,andγtwindenotes the {10–12} twinning shear (0.129) [67].As shown in Fig.14b,the calculated twinning strain is as small as 0.11% in the extruded sample,and it increases to 0.71%–1.65% and 2.22%–2.88% in the annealed 4PC samples and annealed 6PC samples,respectively.Therefore,the formation of the twinning-favorable region (i.e.,ED-oriented grains) by the PCA treatment causes an improvement in the bending formability of the material through the accommodation of plastic strain via {10–12} twinning in this region during bending.
As the annealing temperature increases,the twinning strain in the twinning-favorable region of each PCA-treated sample increases;consequently,the bending formability of the sample increases with increasing annealing temperature.Moreover,as the annealing temperature increases,the residual dislocation density of the PCA-treated samples decreases owing to the promotion of the recovery process at higher temperatures.This decrease is evident from the tendency of the average KAM values of the annealed 4PC samples and annealed 6PC samples to decrease with increasing annealing temperature (Fig.12b).A decrease in the dislocation density of a material results in an increase in its ability to accommodate plastic strain during deformation and a decrease in the activation stresses for twinning and slip [68].As the annealing temperature increases from 350°C to 450°C,the average grain size of the PCA-treated samples gradually increases (from 42.3μm to 64.3μm for the annealed 4PC samples and from 37.5μm to 52.3μm for the annealed 6PC samples;see Fig.5a).Azghandi et al.[69] investigated the effects of grain size on the tensile,compressive,and bending properties of a rolled AZ31 alloy using two samples with different grain sizes of 3μm and 60μm.They found that the tensile strength and elongation of the fine-grained sample are considerably higher than those of the coarse-grained sample,but the bending formability is similar in two samples despite their significant difference in grain size.Our additional bending experiments also revealed that the difference in grain size had a negligible influence on the bending formality of a rolled AZ31 alloy.Therefore,the increase in the bending formability of the PCA-treated samples with increasing annealing temperature can be attributed to the increased area fraction of the ED-oriented grains and decreased dislocation density.
4.2.Strain accommodation in slip-dominant region during bending
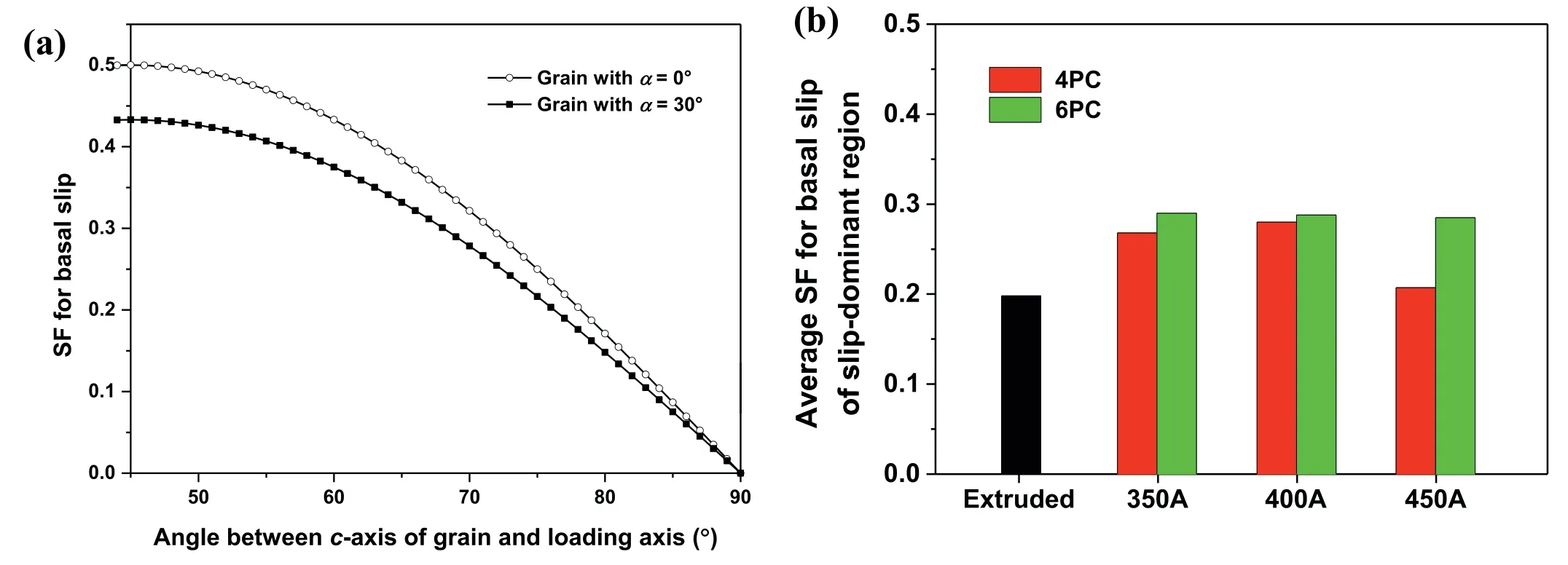
Fig.15.(a) Variations in SF for basal slip of a grain as a function of angle between c-axis of grain and loading axis.(b) Average values of SF for basal slip of slip-dominant regions of extruded sample and PCA-treated samples under tension along ED.
In addition to the {10–12} twinning in the twinningfavorable region,the variation in the slip activity in the slipdominant region can also influence the bending formability of the samples.As the angle between thec-axis of a grain and the loading axis increases from 45° to 90°,the average value of the SF for basal slip of the grain decreases from 0.467 to 0 (Fig.15a).Because the principal loading axis in the outer region of the bending specimen is parallel to the ED,an increase inθof the slip-dominant region causes a decrease in the SF for basal slip of this region.In the extruded sample,almost all grains(area fraction:97.6%)correspond to the slipdominant region,and thec-axes of most grains are aligned almost parallel to the ND (Fig.2a).Accordingly,the averageθvalue of the slip-dominant region of the extruded sample is as large as 77.5°,and therefore,the average SF value of this region is low,0.198.In contrast,the precompressed samples annealed at or above 350°C have a split off-ND basal texture(Fig.6b–d),because of which the averageθvalue of the slipdominant region decreases with an increase in the annealing temperature beyond 350°C.Consequently,the average values of the SF for basal slip of the slip-dominant regions of the PCA-treated samples(0.207–0.290)are higher than that of the extruded sample (0.198) (Fig.15b).Although the area fractions of the slip-dominant regions of the annealed 4PC samples are higher than those of the annealed 6PC samples,the average values of the SF for basal slip of the slip-dominant regions of the latter samples (0.285–0.290) are higher than those of the former samples (0.207–0.280).As thec-axis of a grain of the extruded sample is closer to the ND,{10–12}twinning occurs more easily in the grain during precompression along the ED [52,53].Consequently,the ND texture of the 4PC sample is still concentrated along the ND whereas that of the 6PC sample is more distributed(Fig.2b and c).For this reason,after subsequent annealing,the area fraction of a region with a largeθof ≥70° is smaller in the annealed 6PC sample (6PA-450A) than in the annealed 4PC sample (4PC-450A) (Fig.13a);therefore,the value of the SF for basal slip of the slip-dominant region is higher in the former sample.The higher SF values of the PCA-treated samples indicate that the activation of basal slip in the slip-dominant region during bending is more pronounced in these samples than in the extruded sample;this promoted slip activation partially contributes to the improvement in the bending formability of the PCA-treated samples.
5.Conclusions
The RT bending formability of an extruded AZXWMM91100 alloy sheet having excellent chemical and mechanical properties is significantly improved through application of a combined PCA treatment.As the amount of precompression increases,the bending formability of the PCA-treated samples increases owing to an increase in the area fraction of ED-oriented grains,which accommodate tensile strain along the ED during bending.As the temperature of the subsequent annealing treatment increases from 350°C to 450°C,the bending formability of all the annealed 4PC and annealed 6PC samples tends to increase;this increase is attributed to the combined effects of the increased area fraction of the ED-oriented grains and decreased dislocation density of the material.However,the precompressed samples subsequently annealed at 300°C exhibit lower bending formability than the extruded sample because the high dislocation density of the former samples degrades their ductility.This study demonstrates that the microstructural characteristics of an extruded Mg alloy sheet with a high alloy content,such as the grain size,dislocation density,and texture,can be controlled by varying the amount of precompression and the temperature of the subsequent annealing treatment and that this microstructural control,in turn,can significantly improve the RT bending properties of the extruded sheet.
Declaration of Competing Interest
The authors declare that they have no conflict of interest.
Acknowledgments
This work was supported by a National Research Foundation of Korea (NRF) grant funded by the Korean government(MSIP,South Korea;No.2019R1A2C1085272).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructures and mechanical properties of titanium-reinforced magnesium matrix composites: Review and perspective
- Effects of deformation twins on microstructure evolution,mechanical properties and corrosion behaviors in magnesium alloys -A review
- A review of effective strides in amelioration of the biocompatibility of PEO coatings on Mg alloys
- The mechanisms of grain growth of Mg alloys: A review
- A new nano-scale surface marking technique for the deformation analysis of Mg-based alloys
- Additive friction stir deposition of AZ31B magnesium alloy