钒氮微合金化HRB500E 钢筋的制备及热处理
2022-10-24供稿李维华
供稿|李维华
内容导读
通过对化学成分进行重新设计,同时控制冶炼过程、连铸过程、热轧过程和热处理过程,制备了1#~7#钒氮微合金化HRB500E 钢筋试样,并测试了1#~8#试样的力学和冲击性能,结果表明,1#~7#试样的力学性能和冲击性能明显优于8#试样,其中1#试样冲击功接近8#试样的2 倍,出现此现象的原因主要与炼钢工艺、热轧工艺和热处理工艺有关。
HRB500E 是新国标GB1499.2—2018《钢筋混凝土用热轧带肋钢筋》里面普通热轧钢筋的一个高等级牌号,其屈服强度不低于500 MPa,与普通的钢筋相比,HRB500E 具有更高的强屈比、屈屈比和最大力总伸长率,当使用HRB500E 钢筋作混泥土骨架的建构筑物遭遇地震时,HRB500E 钢筋能延长从形变到断裂的时间,起到延长逃生时间的作用,有利于减少灾难遇难人数[1-3]。因HRB500E 钢筋具有较高的强度和塑韧性,人们对其制备工艺展开了大量的研究,主流制备工艺包括:①炼钢工艺:化学成分采用V-N 合金化设计,转炉或电炉冶炼、LF 精炼和小方坯连铸,制得方坯[4-6];②轧钢工艺:控制钢坯在加热炉的加热方法、控制轧制过程温度和轧制速度、上冷床后的冷却控制[7-8]。其中不同研究的异同点主要在炼钢化学成分控制和轧钢钢筋组织控制两方面,上述制备工艺都是在钢筋轧制完成后直接进行冷却,因在轧制过程中,钢筋本身温度较高,直接冷却导致钢筋内部或多或少会存在应力集中,导致钢筋使用性能降低,难以正常发挥钢筋优异性能。本文主要研究在钢筋制备的基础上再进行热处理研究,解决钢筋内部产生应力集中的问题,提高钢筋的断裂强度和韧性[9-10]。
HRB500E 钢筋的制备
结合公司设备、工艺和技术情况,钒氮微合金化HRB500E 钢筋的制备工艺流程为:原辅料(铁水、废钢和溶剂等)→100 t 转炉冶炼→LF 钢包精炼→6 机6 流165 mm×165 mm 方坯连铸→钢坯→步进式蓄热加热炉→18 架无扭连轧机组→冷床→热处理→试样,具体控制情况如下。
化学成分设计
综合考虑C、Si、Mn、P、S、Ti、Ni、V 和N 等元素在钢筋中所起的作用,以及其对钢筋本身力学性能和冲击性能影响,同时参考国标GB/T 700-2006 规定的化学范围要求,设计的钒氮微合金化HRB500E 钢坯的化学成分如表1 所示。

表1 化学成分设计(质量分数) %
冶炼过程控制
转炉装入制度采用定量装入,总装入量为115~125 t,铁水温度控制在1380~1480 °C,Si 质量分数不高于0.60%,P 质量分数不高于0.200%,S 质量分数不高于0.045%,铁水成分与温度异常时,应及时调整装入量;枪位控制采用变压变枪法,工作氧压控制在0.80~0.85 MPa,流量控制在20000~26000 m3/h,吹炼过程中枪位的控制结合化渣情况来匹配;造渣操作采用分批加料法,渣料提枪前3 min 加完;终点C 质量分数控制在0.06%~0.12%,终点温度控制在1630~1660 °C;出钢挡渣成功率控制在95%以上,脱氧采用预脱氧和终脱氧操作,脱氧合金化操作完成后钢水的氧含量控制在30×10-6以下;吹氩时间不少于240 s。
连铸过程控制
连铸工艺采用6 机6 流弧形连铸机浇铸,铸坯断面为165 mm×165 mm。大包温度控制为连浇炉1570~1610 °C,采用下渣自动检测装置,防止下渣;中间包过热度控制在15~25 °C,拉速遵循典拉制度,保证液面高度稳定;采用氮封保护浇铸,结晶器液面采用自动控制和电磁搅拌;二冷段采用气雾冷却和动态配水工艺,保证铸坯冷却均匀。
热轧过程控制
热轧过程选取3 种成分的钢坯进行试验,分别为内控样1、内控样2 和对比样,其中内控样1 和内控样2 为本文优选试验,对比样为普通钢筋试样,3 种成分的钢坯如表2 所示。

表2 钢坯化学成分(质量分数) %
热轧切分方式采用四切分轧制,轧制规格为φ8 mm,轧制工艺采用控轧控冷工艺,轧制顺序为初轧→中轧→精轧,加热装置采用蓄热式步进加热炉,轧制设备采用短应力高刚度轧机,过程中控制好出炉温度、水压、穿水流量和终轧速度等相关工艺参数,具体情况如表3 所示,最终保证热轧钢筋产品温度均匀,无异常金相和混晶组织,同时金相组织须为正常的铁素体和珠光体,晶粒度在国标范围内。

表3 控轧控冷工艺参数
钢筋的热处理
分别将含有内控样1、内控样2 和对比样化学成分的钢坯按照上述热轧工艺进行轧制和热处理,得到表4 中的1#~8#HRB500E 钢筋试样,其中1#~6#试样化学成分为内控样1,7#试样化学成分为内控样2,8#试样化学成分为对比样,热处理工艺及参数如表4 所示,其中8#未进行热处理。
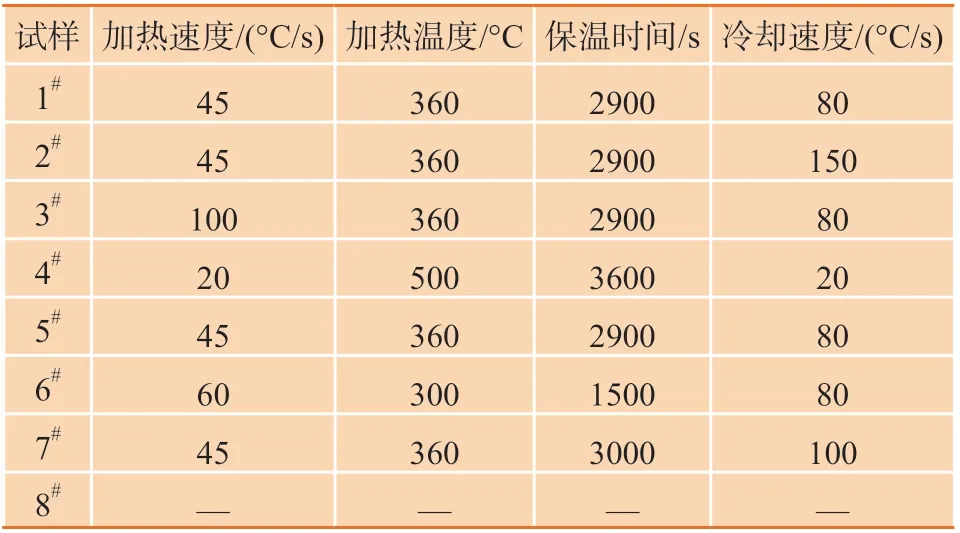
表4 热处理工艺参数
性能测试
力学性能测试
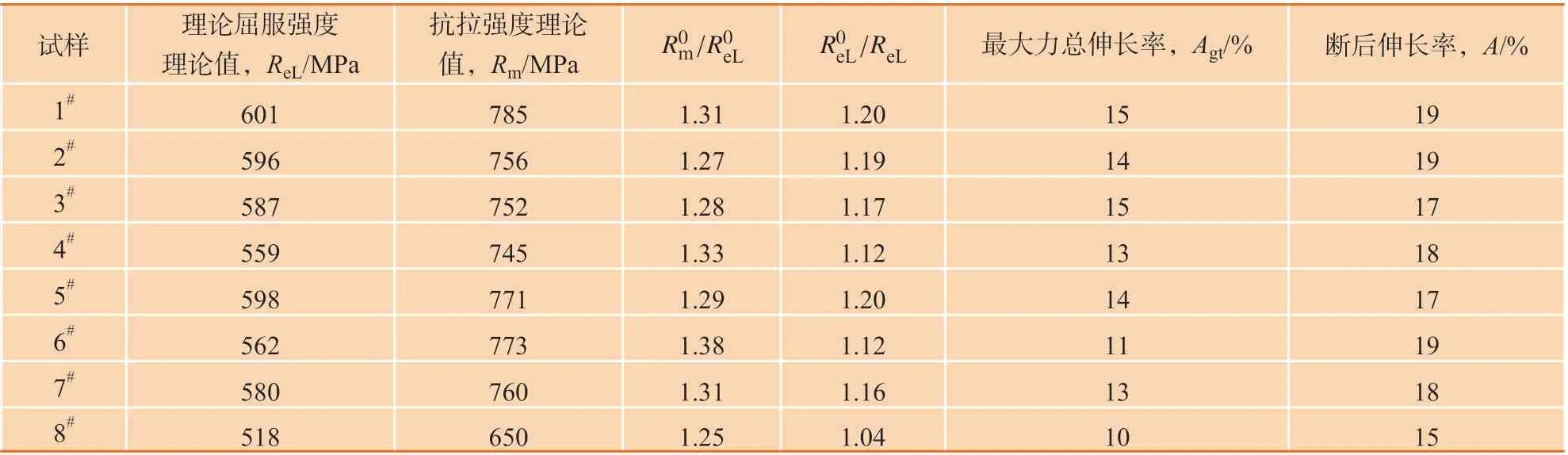
表5 力学性能测试
冲击性能测试
冲击性能测试方法是将HRB500E 钢筋试样制作成55 mm×10 mm×10 mm 和2 mm 深的U 型缺口标准式样,在28±3 °C 条件下进行450 J 的摆锤冲击试验,试验结果如图1 所示,从图1 可以看出,1#~7#试样冲击韧性均明显优于8#试样,其中1#试样冲击功接近8#试样的2 倍,该现象主要与热处理工艺有关。
结论
(1)通过采用相关的工艺控制,制备的1#~7#钒氮合金化HRB500E 钢筋试样的力学性能和冲击韧性均优于未进行热处理的8#普通钢筋。
(2)所采用的HRB500E 钢筋制备工艺与普通HRB500E 钢筋的制备工艺基本相同,无需另外增加设备,使用传统生产线即可,可大规模推广。