铁钼法甲醛装置甲醛反应器闪爆及防范措施
2022-10-18贾镜渤唐山中浩化工有限公司河北唐山063611
贾镜渤(唐山中浩化工有限公司,河北 唐山 063611)
0 引言
在铁钼法甲醛装置生产中,原料甲醇和产品甲醛具有易燃易爆的特点,甲醛反应器是具有燃爆风险的容器,顶部配备2个爆破片,防止甲醛反应器发生爆炸。在工艺操作不当时,尤其是催化剂使用末期,甲醇浓度和氧气浓度正常时甲醇闪爆事故时有发生,此文在总结多年生产经验的基础上,探究可能引起反应器闪爆事故的原因和防范措施。
1 铁钼法甲醛工艺流程简介
在铁钼催化剂作用下,利用固定床反应器,甲醇与空气混合不完全氧化生成甲醛,反应公式如下:

铁钼法工艺是在甲醇爆炸极限的下限条件(即体积分数为6.5%)下进行操作的,但是,如果按正常的爆炸下限配置甲醇,相同规模装置的产能势必下降,甲醛吨能耗增加,因而本工艺引入尾气循环,即把吸收塔顶部2/3的尾气同新鲜空气混合,增加惰性气体N2的量,这样工艺气体中甲醇体积浓度在10%时正常运行也不会发生爆炸。该反应是放热反应,其反应热通过导热油汽化移走,并用于加热锅炉水,副产蒸汽。
铁钼法甲醛装置由空气压缩循环工序、反应工序、甲醛吸收工序、尾气处理工序和蒸汽发生工序组成。铁钼法甲醇制甲醛工艺是氧化反应,列入重点监管的危险化工工艺,其风险重点是甲醇氧化过程中易发生化学爆炸,因此,对有燃爆风险的甲醛反应器和相关管道配备4个爆破片,防止更大的安全事故发生。
工艺反应气体进入反应器催化剂列管顶端,在通过列管顶端的惰性瓷环层时,由反应器壳程中沸腾的导热油预热。当混合气体到达催化剂层时,反应开始。甲醇被氧化成甲醛,温度迅速升高到达最大值。之后温度迅速降低,当气体离开反应器,温度低至导热油沸点。
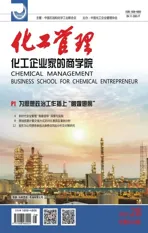
为了达到良好的传热效果,反应器壳程使用导热油作为传热介质。利用热虹吸作用,导热油在反应器与冷凝器之间循环。气相导热油在冷凝器中冷凝,液相流回反应器。导热油冷凝器作为蒸汽锅炉,副产蒸汽,如图1所示。
图1 甲醛装置简易图
2 甲醛反应器闪爆原因
本套铁钼法甲醛工艺生产装置,设置有甲醇联锁、风机联锁,触发联锁的设定点有甲醇浓度、工艺气体氧气浓度、导热油温度、反应器热点温度、反应器顶部温度等20余项参数,在正常生产操作时只要严格按照操作规程操作,借助于装置中的自动控制系统和完善的甲醇、风机联锁设置,就能够保证装置的安全、长周期、稳定运行。但是,生产实践表明,在甲醇投料开车和铁钼催化剂后期两个阶段,屡有甲醛反应器爆破片爆破的闪爆事件发生,闪爆原因大致分为以下三方面。
2.1 人为操作因素
操作人员在操作时未严格按照甲醛操作规程操作,甲醇进料梯度过急过快,甲醛反应器内甲醇开始反应,但工艺气体中氧气浓度较高,造成联锁停车,严重时达到爆炸条件发生闪爆事故。
2.2 设备故障
2.2.1 爆破片安装错误
扭矩不均,导致爆破压力降低。组装及安装爆破片时,要确保爆破片不受任何损伤,如果安装过程中发生损伤,哪怕修复至原样,也会影响爆破片的爆破压力,且会导致爆破片泄漏或提前爆破。安装爆破片之前,需要仔细清理夹持器的密封面,如果密封面或夹持器内孔与密封面间的过渡圆角有凹坑、锈蚀等缺陷,这也会影响爆破片的爆破压力,应更换夹持器。安装爆破片时必须使用扭矩扳手进行紧固,必须按照十字型模型进行紧固,按照爆破片说明书的扭矩进行紧固螺栓,拧螺栓时分四步骤拧紧,每一步提供25%的扭矩,即25%、50%、75%、100%,每加一次扭矩,检查上下夹持器之间的间距,维持两法兰面之间距离相等。当扭矩全部加完之后,沿顺时针方向再逐个螺栓拧一遍,以确保各个螺栓的载荷相同。
2.2.2 甲醛反应器R3106管板处缺陷
导热油泄漏,引发着火闪爆。列管式甲醛反应器R3106的管板处存在缺陷,例如焊缝沙眼等情况,由于导热油压力大于工艺气体压力,导热油泄漏进入工艺气体当中,增加工艺气体中可燃物的含量,此时存在的导热油会引发着火闪爆情况的发生。
2.2.3 甲醇气化蒸发器H3104顶部甲醇喷头雾化效果不佳
甲醇分布不均,局部超标,导致闪爆。
甲醇雾化效果差时,部分甲醇以液态的情况沿甲醇蒸发器列管的管壁进入,随着温度的上升,甲醇在进入反应器前气化完成,如此导致甲醇的工艺气体中的分布不均,特殊条件下局部工艺气体混合器的甲醇超过甲醇的爆炸极限,导致闪爆。
2.2.4 管壁附着的多聚甲醛进入反应器,形成的明火导致闪爆
甲醛反应原料气中有三分之二的气体是经过吸收塔吸收之后的气体,存在未反应的甲醇、未吸收的甲醛以及其他副产物。未吸收的甲醛在接触相对温度较低温的管壁时,特别是在冬季寒冷气候下,会自行形成有白色沉淀物,这种沉淀多聚甲醛,是由甲醛通过聚合反应而形成。形成过程是甲醛通过水合作用先成为水合甲醛,再经分子间脱水后生成分子大小不等的聚合物,多聚甲醛为线性聚合体。白色的多聚甲醛在管道震动、气流冲刷的作用下脱落,进入甲醛反应器,遇高温形成明火,明火导致工艺气体中甲醇闪爆。
2.3 催化剂后期失活影响
铁钼催化剂反应后期老化严重,反应器内催化剂催化效果变差,有效的催化物质亚铁离子形成铁离子。催化剂由淡绿色圆环状态形成了红色粉末状态,更换催化剂时旧催化剂有大量的红色粉末、碎裂成小块的催化剂就能充分说明这一情况变化。形成风化的粉末、小碎块堵塞了催化剂床层,进而导致床层压降上升。催化剂列管上层的催化剂失活后,甲醇气体通过列管时,列管前段反应变差,催化反应集中在了列管中下部,同时压降大的区域气体通过床层时的时间过长,这两点共同导致了高温条件的出现。位于反应器内不同区域的七根列管安装了不锈钢热电偶套管,每个套管内有9个固定的热电偶在每个热电偶套管中,(9个热电偶中的)最高温度称为热点温度。除了温度高低,最高温度的那个热电偶的位置也会显示在屏上。反应器的热点温度急速升高,触发联锁条件仍然上涨,最终导致反应器内部闪爆的发生。
3 甲醛反应器闪爆原理分析
甲醛生产工艺原料气的燃烧/爆炸潜在危险是关系到装置安全设计及操作的重要因素。早期的铁钼法甲醛工艺过程中没有将吸收塔尾气循环返回工艺原料气系统,这是生产能耗高的一个主要原因。工艺原料气仅由原料甲醇和新鲜空气组成,其爆炸极限已有资料报道[1-2]。现代的铁钼法甲醛工艺将部分吸收塔尾气循环返回工艺原料气系统循环,尾气中的组分较多,氮含量(约89%)较新鲜空气高而氧含量(约8%)较新鲜空气低,因此工艺原料气的爆炸极限不能采用甲醇-空气的爆炸极限值或以此进行类推,也未见到国内外的相关资料报道[3]。
3.1 甲醇浓度对甲醇爆炸极限的影响
铁钼法甲醛工艺控制指标甲醇在反应原料气(反应器进口)中体积浓度6%~10.5%,氧气在循环混合气(循环风机出口)中体积浓度8%~10%,超出控制范围后,激发联锁,保护装置在甲醇的爆炸范围之外。系统中甲醇的浓度为甲醇的质量流量和循环混合气流量经过计算公式计算得出的,相关的工艺气循环流量、循环气体压力、温度以及氧气浓度是通过仪表进行测量。

式中:A为甲醇的质量流量(kg/h);B为循环混合气(循环风机出口)(kg/h);32为甲醇的相对分子质量;28.2为循环混合气相对分子质量(经验值)。
该计算公式中循环混合气相对分子质量是以甲醛吸收塔正常吸收,尾气中甲醇的含量较少,约为0.1%左右,副反应控制在一定范围内,一氧化碳浓度在1%以下,不影响反应原料气中甲醇的整体浓度,通过该公式得出的计算值与反应原料气中甲醇的实际浓度相差不大,具有一定的参考价值。
但在催化剂后期,催化剂活性降低,甲醇转化成甲醛的副反应增多,反应工艺指标控制难度加大,甲醛吸收塔顶部尾气甲醇含量增加至0.7%左右,同时副反应生产的一氧化碳、二甲醚成倍增长(ECS尾气处理装置温差增大)。反应器内热点温度的升高和未反应的甲醇、副反应产生的一氧化碳、二甲醚等物质这些因素的叠加,导致较多的甲醇和其他可燃物进入循环气体,导致显示的甲醇计算值与实际值相差较大,数值偏小。这种情况下,虽然显示的甲醇浓度正常,但是已经达到了甲醇的爆炸极限,这是导致甲醛反应器闪爆情况发生的重要原因。
3.2 氧气浓度对甲醇爆炸极限的影响
在可燃气体中加入惰性气体则对爆炸极限产生较大影响。表现为爆炸范围缩小,下限上升,上限下降。随着惰性气体的不断加入,上下限值逐渐靠近,直至两者重合,当继续加入惰性气体时,便会超出爆炸范围之外,可燃气体不再发生爆炸,乃至退出爆炸范围[4]。
铁钼法甲醛工艺采用尾气循环,把吸收塔顶部尾气的2/3同新鲜空气混合,从而增加惰性气体N2的量,在甲醇体积浓度为10%时也不会发生爆炸。
工艺包中给出的甲醇爆炸极限(图2)可知当氧气含量低于13%时,甲醇气体不会发生闪爆。

图2 甲醇爆炸极限
3.3 热点温度对甲醇爆炸极限的影响
甲醛反应器的热点温度在反应器后期会出现异常升温的现象,对于甲醇爆炸极限受温度的影响,从理论上说,爆炸性气体混合物的起始温度越高,其分子内能越大,使原来燃不爆的体系转变为可燃可爆体系,爆炸极限范围越大,即爆炸下限降低而爆炸上限升高[5]。
针对温度对甲醇爆炸极限的影响,有研究指出,温度升高,甲醇爆炸极限降低,其实验环境与爆炸极限结果如表2所示[6]。

表2 甲醇在不同温度下的爆炸下限的测定
在正常甲醛生产中,甲醛反应器内部热点温度为270~450 ℃,在催化剂后期,热点温度会有突破450 ℃情况发生,达到480 ℃联锁条件时触发联锁。然而由于甲醛反应器内测量热点温度的热电偶异常情况如温度突变在生产中屡见不鲜,因此生产过程中发现由于个别点的热点温度过高而将该温度点切旁路的情况,根据上述数据可发现此时发生爆炸的风险急剧增高。
3.4 系统压力对甲醇爆炸极限的影响
爆炸性气体混合物的起始压力越高,爆炸极限范围越大。这是因为在压力增高时,气体分子间距离缩小,碰撞几率增高,有效碰撞的几率也增高。
同时,王淑梅等也得出如下结论:

式中:S为混合气体的燃烧速度;P为混合气体的压力;n为综合反应级数;E为活化能;T焰为火焰温度。
其中综合反应级数随着气体的种类及浓度的不同而不同,一般取值约为2,因而,基本可以认为是常数,可燃气体压力对爆炸极限有所影响,但是很小[6]。
在整个装置实际运行过程中,由于风机的设计能力和生产产能的条件限制,甲醛反应器内部的系统压力变化不大,维持在0.07 MPa,因此结合上述结论,铁钼法甲醛装置的操作工况可以忽略系统压力对甲醇爆炸极限的影响。
4 防范措施
4.1 做好设备安装检查确认工作
装置开车前应做好设备安装检查确认工作,将反应器内部进行仔细检查,将残存的杂物清理干净,减少杂物对催化剂的影响,同时降低杂物产生明火的可能性。要对甲醇蒸发器及其部件进行化学清洗,清洗掉铁锈、甲醛垢等杂物,降低这些物质对装置安全生产的影响。
在原始开车前,甲醛反应器的壳程内加导热油之前,对甲醛反应器的壳程进行打压试漏。根据设计压力进行打压试验,消除甲醛反应器投用前的隐患,避免导热油泄漏情况的发生,消除导热油泄漏造成闪爆事故的情况发生。在安装爆破片的时候,严格按照爆破片的安装说明,使用额定的扭矩扳手进行安装,确保爆破片的爆破压力,避免爆破片爆破压力降低。
4.2 做好开车初期和末期的工艺调整工作
在日常生产中要规范操作程序,严格控制甲醇和氧气浓度指标,同时还需要在开车初期和催化剂末期两个阶段特别注意工艺调整。
(1)原始甲醇投料阶段,甲醇进料流量提升不能过快,包括梯度和频次,当甲醇进料浓度控制在4%以下,等待系统中氧气浓度逐渐减低至11%时,方可继续提升甲醇进料浓度,避免投料开车阶段甲醇达到爆炸极限导致甲醛反应器发生闪爆事故。
(2)在催化剂使用末期,严格控制热点温度,杜绝因热点温度上升而采取的联锁切旁路措施。在生产中热点温度超过470 ℃报警时,必须立即减少甲醇进料,采取降低生产负荷的方式以减少工艺气体中甲醇的含量,避免温度上涨导致的甲醇爆炸极限下限变小,达到爆炸条件带来的闪爆情况发生。
5 结语
(1)铁钼法甲醛装置甲醛反应器铁钼催化剂后期,甲醇实际浓度较显示值高,应适度地降低甲醇浓度,留足余量,确保安全。
(2)氧气浓度控制在21%左右时,甲醇的爆炸极限在6.5%,当氧气浓度在10%时,甲醇的爆炸下限也会上升。
(3)甲醛装置的设备制作质量和设备安装质量对装置的闪爆事故的发生有一定程度的影响,必须重视,将隐患尽早消除。
闪爆是一个工艺较为复杂的过程,在生产中尽量避免发生。本文从生产实际出发,结合爆炸的影响因素进行的分析,难免有不足之处,还需要进一步的总结研究,将甲醛装置的安全性和经济效益进一步提升,实现最优化的操作控制。