一种内孔焊氦检漏装置的研究与应用
2022-10-18郗运富
郗运富
(南京宝色股份公司, 江苏 南京 211100)
引言
内孔焊技术已广泛应用于石油、化工、核电、医药等行业中的管壳式换热器上。换热管与管板的内孔对接结构明显优于角接端部焊加胀接结构[1]:内孔焊对接结构是一种全焊透结构,其抗疲劳能力强;内孔焊对接结构不同于角接形式,换热管与管板无缝隙,不会存在间隙腐蚀和应力腐蚀;内孔焊对接结构焊缝质量通过多样的检测手段能够得到有效的控制,因此这种内孔焊对接结构的换热器能够有效地在高温、高压、强腐蚀介质的工况下安全运行[2-6]。由于内孔焊对接结构特殊,设备整体制作完成后,压力试验发现换热管与管板对接焊缝泄漏时焊缝将无法返修,故每个管头焊接完成后,需要逐根检测,具体检测方法按照图纸和技术协议要求。虽然检测方法有:RT、PT、逐根水压、逐根氦检等[7],其中最经济、最有效、最常用的检测方法是逐根氦检。由于此结构的特殊性,对于氦检试验装置以及吸枪组件的要求都比较高。某单位生产的一批要求内孔焊的热联合换热器,图纸要求内孔焊焊接完成后逐根换热管进行氦检漏检测。下文以此套氦检漏试验装置的实际应用案例作具体介绍说明。
1 试验前的准备
某单位生产的热联合换热器一端是内孔焊对接结构,另一端是传统的角接结构,每焊完一列换热管对内孔焊焊缝做一次氦检漏试验(换热管材质为S30409 规格Φ25*2),氦气浓度100%,压力值0.345MPa,允许最大泄漏率1.0*10-7Pa.m3/s。
氦检漏装置包括:高压软管及接头、进气组件、换热管试压组件、氦质谱仪、吸枪、吸枪组件、阀门、压力表、温湿度计、氦气及氮气等(如图1-1所示)。
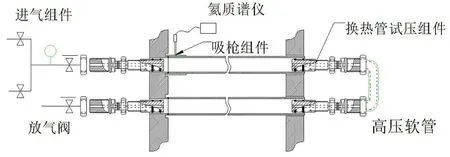
图1-1 内孔焊氦检漏示意图
1.1 检测设备型号
氦质谱仪:型号ASM340 ;对氦气的最小泄漏率,真空模式:5E-13 Pa.m3/s,吸枪模式:5E-10 Pa.m3/s。
标准漏孔:吸枪专用漏孔VTL-6C,漏率值:1.46E-6 Pa.m3/s。
1.2 换热管试压组件
换热管试压组件为最关键的氦检漏试验部件,它与换热管尺寸配合要恰到好处,配合太紧密影响装配和工作效率;配合不紧密导致其不能承压且氦气外泄,影响氦检漏试验的顺利完成。经过长时间的摸索总结,研究出了下面这个换热管试压组件(见图1-2),结构详见“内孔焊氦检漏试验装置及检漏方法”[8]

图1-2 换热管试压组件示意图
换热管试压组件由高压软管连接段、六角螺母、实配连接段、压环Ⅰ、压环Ⅱ和O型圈等部分组成。其工作原理:实配端压紧环Ⅰ全部和压紧环Ⅱ大部分插入内孔焊换热管内壁(两端),旋拧六角螺母挤压压紧环Ⅰ、Ⅱ,使两个O型圈受挤压变形贴实换热管内壁,从而使换热管内腔形成密闭空间,能够承载一定的压力。连接高压软管端一般连接尺寸固化不变,装配连接标准规格的高压软管;换热管实配端的尺寸需根据不同换热管内径进行实配加工;连接高压软管段与换热管实配段采用焊接连接方式。本次试验换热管内径为Φ21mm,根据试验压力值0.345MPa,实配端及压环ⅠⅡ外径尺寸加工为Φ19.8mm。
1.3 吸枪组件
本次氦检漏试验采用吸枪模式,由于上下间换热管间距非常小,吸枪无法触达,故研究出此吸枪组件,不仅能保证氦检漏试验质量,而且还有效地提高了工作效率,如图1-3所示。
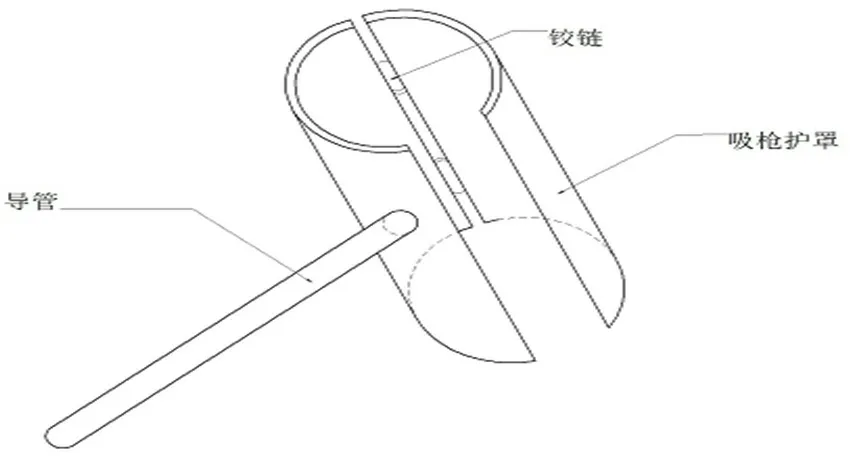
图1-3 吸枪组件示意图
吸枪组件由两片吸枪护罩、铰链和导管等部分组成。工作原理:当内孔焊缝换热管充氦保压后,将吸枪护罩包裹住待检测焊缝,使吸枪护罩与待检测焊缝及换热管外壁形成一个较小的相对密闭空间,利用氦质谱吸枪累积检漏法[9]进行检测。吸枪护罩的制作是根据换热管外径选取相应规格的一截不锈钢管(管长约70mm),切割成两哈夫通过铰链连接而成,同时在护罩两端分别焊接一个环圈,环圈宽度为换热管外径与不锈钢管护罩内径之差的一半(一般为1.5mm);导管的制作是用一段小规格的不锈钢管(Φ6*1)与吸枪护罩进行焊接,通过塑料管和氦质谱仪的吸枪连接固定密封。
1.4 进气组件
这套进气组件能够快速的进行氦气升压、保压和泄压后的气体置换,如图1-4所示。

图1-4 进气组件示意图
进气组件由高压软管及接头、三通接头、压力表、阀门1、2、3等部件组成。其工作原理:当升压时,关闭氮气阀门2,打开氦气阀门1和氮氦阀门3;保压时,关闭阀门1、阀门2;泄压后,关闭阀门1,打开阀门2、阀门3.从而快捷地置换换热管内的氦气,防止做下一列换热管氦检漏时上一列换热管内残留氦气影响氦检漏试验的正常进行。
2 试验过程
2.1 试验前的准备
2.1.1一列换热管与管板内孔对接焊缝焊接完成后,孔内焊缝用内窥镜检查、外侧目测检查焊缝成形光滑、平整、美观,无未焊透、咬边、挂瘤、氧化等可见缺陷。换热管及管板孔内外表面无可遮挡检测的污物;无油脂、无油漆等可能遮蔽泄漏的污物。
2.1.2 换热管及管板孔内外表面应保持干燥;工作环境具有良好的通风,环境温度保持在5~40℃范围内,相对湿度在50%~80%范围内,现场无强烈电磁场无剧烈震动[10]。
2.1.3 按照图1-1所示连接高压软管及接头、阀门、进气组件、氦气和氮气、换热管试压组件以及泄压阀(泄放口位置以氦气排放不能影响氦检漏试验的正常进行)。
2.1.4 先试检测两根换热管,检查所有软管、阀门、换热管试压组件、进气组件的接口密封,确保其不泄漏,才能进行正式的氦检漏试验。
2.2 试验的步骤
2.2.1 多套换热管试压组件与多根高压软管装配完好后,将换热管试压组件以串联的方式插入待检列内孔焊换热管两端,逐次拧紧六角螺母,使换热管试压组件密封住换热管两端,如图2-1所示。打开进气组件中的氦气进气阀,使压力缓慢升到0.345MPa,保压60分钟,压力保持不变。若压力保持不住,立刻关闭氦气进气阀,查找漏点,及时处理,置换工作环境中的氦气,重复上述步骤。

图2-1 高压软管串联换热管
2.2.2 打开ASM340氦质谱仪,自动进行校准后,切换进入吸枪模式。利用吸枪专用漏孔VTL-6C校准氦质谱仪。吸枪装上吸枪组件后,再次利用标准漏孔进行校准,同时确定响应时间,一切确定、正常后如图2-2所示对内孔焊缝处逐根进行氦质谱吸枪积累检漏法检测【11】。最大泄漏率不大于1.0*10-7 Pa.m3/s为合格;若泄漏率超标,判定对应内孔焊焊缝泄漏,利用专用内孔切割刀具切开焊缝重新焊接。
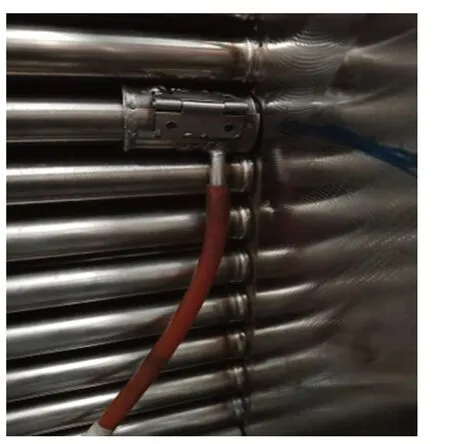
图2-2 吸枪组件演示
2.2.3 一列内孔焊换热管氦检漏试验完成后,打开泄气阀,使换热管内的氦气泄压排尽。打开进气组件中的氮气进气阀,利用氮气置换换热管内残留的氦气。拆除换热管试压组件后及时用胶带封闭此列管板孔,防止管孔内仍残留少许氦气影响下一列内孔焊的氦检漏试验。
3 讨论分析
3.1 这套氦检漏装置使热联合换热器的内孔焊氦检漏试验顺利完成,进气组件和吸枪组件不仅使试验高质量的完成,还最大化的提高工作效率,降低试验人员的劳动强度。
3.2 吸枪组件还可以被借鉴用做氩弧焊接的背面氩气保护罩。
3.3 换热管试压组件实配端可以根据不同规格的换热管内径进行制作,加工完成后与高压软管连接头焊接,适用不同规格换热管的逐根检测,此组件使用非常方便快捷,且具有一定的互换性。
3.4 本文介绍的两个O型圈结构的换热管试压组件,经过多次试验证明能够承载0.7MPa的压力值;当压力值高于0.7MPa时,可以增加O型圈的数量或减少换热管试压组件实配端外径与换热管内径的间隙,从而使其适用于更高检测压力的项目要求。
4 结论
这套内孔焊氦检漏装置的使用明显优于以往的打压装置,使氦检漏试验的质量得到质的提升,极大地提高了工作效率。通过本文对这套装置的实际应用和进一步研讨,此装置操作非常方便高效,且有一定的互换性,此种内孔焊氦检漏装置适于广泛推广应用。