二氧化碳气体保护焊在不锈钢焊接中的优势
2022-10-17姚海龙张恩涛刘胜合张乃霖
姚海龙,张恩涛,刘胜合,张乃霖
(唐山三友化工股份有限公司,河北唐山 063305)
1 不锈钢焊接过程存在的问题
在日常不锈钢焊接过程中,我车间基本延用焊条电弧焊方法进行焊接施工,焊接过程中发现存在以下几点问题:
1)焊接烟尘大,对焊工身体健康造成影响
电焊条由焊芯和药皮两部分组成。焊接时焊芯传导电流将电能转化成热能,然后将焊芯本体熔化作为金属填充物与母材熔合,形成焊道。药皮涂在焊芯外面,对电弧引燃有催化作用,同时对焊接金属进行保护防止被氧化。药皮中含有氧、氢、硫、磷等有害的杂质和和合金剂,在电弧高温作用下,产生较大的金属烟尘及有害气体。
2)劳动强度大
不锈钢焊条由于其药皮的特性,焊接熔化后形成一层坚硬的熔渣壳。熔渣壳在刚刚焊接成形时较易清理,但是容易造成焊工烫伤。等焊缝冷却后,熔渣壳冷却固化,特别坚硬,极难清理。尤其是在焊接打底层、填充层时,由于熔渣夹在坡口夹角内,更加不易清理。熔渣壳的存在使焊工劳动强度大幅度加强。
3)转熔系数低,成本高
焊条电弧焊所用焊条一般为350 mm一根,由于焊条端夹持部分不能使用,每根电焊条都会废弃40~50 mm长度不等的焊芯及药皮,造成材料损失。另外在焊接过程中产生的飞溅,造成电焊条焊芯转熔到焊缝熔池的比例降低,相对增加了成本。
4)气孔降低了焊缝质量
为了提高焊缝质量,不锈钢焊条在使用前经过严格烘干,以达到最好的使用状态。但是焊条在使用时仍然发现产生了氢气孔、氧气孔、氮气孔的问题。气孔对焊缝的直接影响就是降低了焊缝有效截面积,减小了承载能力,氢氧气孔还能造成焊缝脆化、合金元素烧损的危害。为了减少气孔的产生,我们在焊接时采用了调整焊接参数、改变电源极性、清理焊件表面等措施,但是效果仍然不尽人意。
2 焊接方法的选择
针对焊接工作中发现的各种问题,同时结合公司现有焊接设备及焊接技术水平,推荐可以改善焊接现状的焊接方法有埋弧焊和气体保护焊。由于埋弧焊的使用条件较为苛刻,所以选择气体保护焊。
我们以车间现用的松下焊机作为焊接设备,通过查阅Panasonic使用说明书,不锈钢焊接中气体保护焊使用范围特性如表1所示。
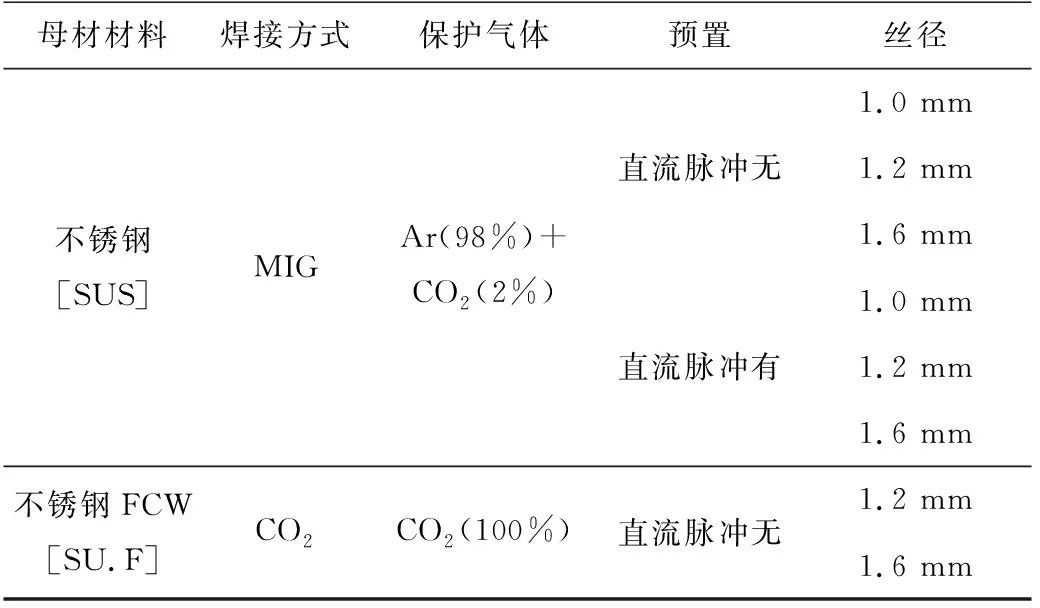
表1 不锈钢焊接中气体保护焊使用范围特性
表中可见不锈钢焊接气体保护焊的两种选择:
实芯焊丝[SUS]+富氩气体保护
药芯焊丝[SU.F]+CO2气体保护
由于不锈钢种类繁多,分类方法各异,我们通常按正火状态的组织分马氏体钢,其与耐热钢大都在调质状态下使用;铁素体钢,使用状态下以铁素体为主,主要用作抗氧化钢;奥氏体钢,是不锈钢及耐热钢中最重要的钢类,主要用在耐腐蚀条件下;双相钢,这类钢是在超低碳铁素体基不锈钢的基础上发展起来的双向不锈钢,该钢有磁性,不能淬硬,屈服强度可达奥氏体钢的两倍。而基于生产现状与设备、管线使用情况,我公司常用不锈钢为304、316L奥氏体不锈钢。以上两种不锈钢在常用板材焊接、管材焊接时采用相同气体保护焊时参数不变,故而本次采用厚度为6 mm的常用304不锈钢板为例作为焊接母材,针对两种选择分别进行焊接试验。
1)实芯焊丝[SUS]+富氩气体保护焊接时要求:
①采用平特性焊接电源,直流时采用反极性;
②氩气纯度要求较高,一般采用纯氩气;
③焊接时在喷射过渡的条件下施焊,弧长要求在4~6 mm范围内;
④注意防风措施,保护焊接质量。
2)药芯焊丝[SU.F]+CO2气体保护焊接时要求:
①采用平特性焊接电源,直流时采用反极性;
②保护气体选择CO2,气体流量以20~25 L/min较为合适;
③焊嘴与焊件之间间隔15~25 mm较为适宜;
④焊接电流在250 A以下时干伸长度约15 mm,250 A以上时约20~25 mm较为适宜。
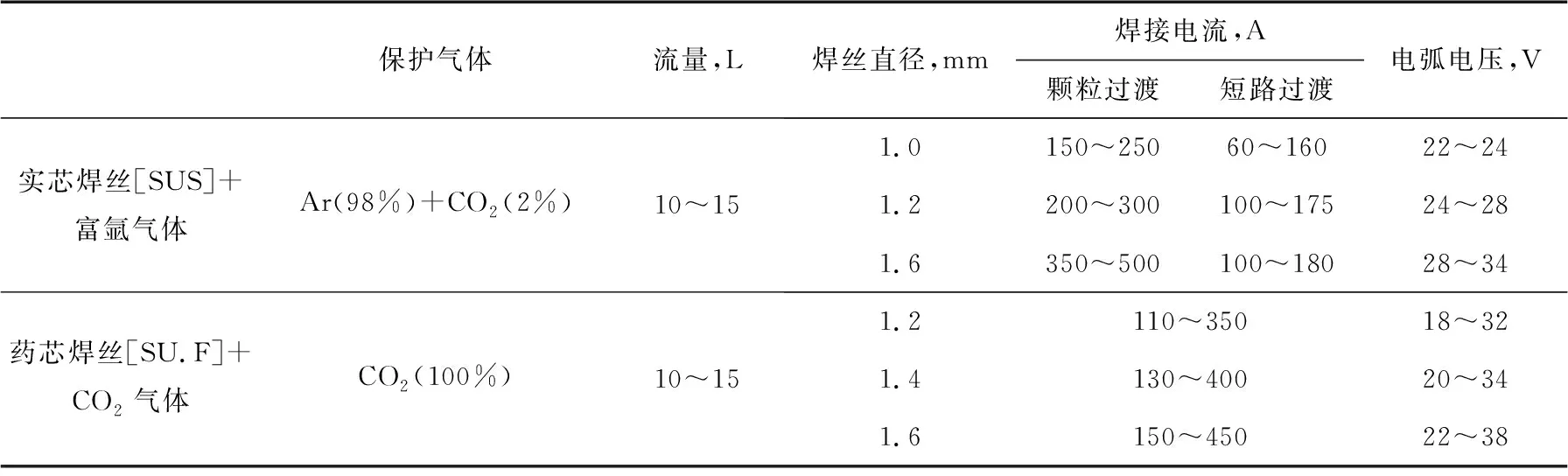
表2 两种方式焊接参数
试验结论:
在试验过程中,两种焊接方法焊接参数不能完全相同,只能将焊接参数变化控制在尽可能小的范围内。通过多次试验,焊接样板的基本情况如下:
1)实芯焊丝获得的焊缝颜色乌亮,在焊接过程中飞溅较少,熔合性稍差,工作效率高,气孔产生率低。
2)药芯焊丝获得的焊缝颜色光亮,焊缝清晰,第一层熔透焊时便于操作,熔透效果好,在焊接过程中基本无飞溅,熔合性好,填充与盖面焊时,效率比实芯焊丝稍高,气孔产生率极低。
通过试验发现,实芯焊丝富氩气体保护焊与药芯焊丝CO2气体保护焊都能满足焊缝质量要求。但是药芯焊丝CO2气体保护焊比实芯焊丝富氩气体保护焊的焊接质量更稳定,效率也略高于同时实芯焊丝富氩气体保护焊。CO2气体比富氩气体成本更加低廉。综上所述,CO2气体保护焊在不锈钢焊接中更具优势。
3 CO2气体保护焊的特点
在过去,由于施工现场环境复杂、恶劣,现场焊接作业以及小型备件制作焊接多以手工电弧焊为主。随着公司现场环境治理以及焊接技术培训的推进,CO2焊接以其焊接成本低、生产效率高、焊接质量高、焊接变形小、焊接应力小、适用范围广等诸多优点逐渐被人们接受并在重要焊接作业场合中使用。
CO2气体保护焊的优点:
1)焊接成本低。CO2气体来源广泛,价格低,熔敷率远高于手工电弧焊,其成本比传统手工电弧焊降低40%左右。
2)生产效率高。电弧穿透力强,焊丝熔化率高,所以焊接效率要比传统手工电弧焊高很多,尤其是在大型备件制作、管道焊接配合转胎时效果尤为明显。
3)焊接质量高。不易产生气孔,抗裂性也优于手工电弧焊。同时由于二氧化碳的吸热反应和直流电源小电流稳定的原因,在薄板焊接时焊接变形小,不容易击穿。
4)适用范围广。可适用于空间各种位置的焊接,同时比手工电弧焊更适合立焊和仰焊位置,熔化的金属不易流淌。
CO2气体保护焊的缺点:
1)在电压电流调节不匹配时焊接飞溅较大,电压电流的调节不易掌握,同时焊接环境有所要求,不能在有风的地方施焊。
2)送丝比实心焊丝困难,芯料易吸潮,需对药芯焊丝严加保存和管理。