大管径超高分子量聚乙烯复合管道的研制和应用实例
2022-10-12赵海峰赵耀鑫王梦尧
赵海峰,赵耀鑫,王梦尧
(云南鑫科新材料工程技术有限公司,云南 安宁 650000)
超高分子量聚乙烯(UHMW-PE)是一种分子量有线型结构的热塑性工程塑料。超长的分子链赋予了材料优异的性能,在耐磨性能、抗冲击性能、耐化学腐蚀性能、自润滑性能等方面均远超其它工程塑料。尤其是在抗低温脆变上,更是其它材料无法比拟的[1]。
1 UHMW-PE管材的性能
1)优异的耐磨性能:UHMW-PE具有优异的耐磨性能,其管道制品广泛用于冶金、矿山、化工行业的尾矿输送。相较于传统的钢管,UHMW-PE管道的耐磨程度是其7倍,使用寿命更是超过钢管3倍以上[2]。
2)超强的抗冲击性能:UHMW-PE材料具有超强的抗冲击性能。在相对分子质量为150万~350万时,随相对分子质量的增加,抗冲击性能显著增加。在相对分子相对量达到350万时,材料的抗冲击性能达到最大值,然后随着相对分子质量的增加,材料的抗冲击性能缓慢下降。
3)抗低温脆变性能:UHMW-PE材料在温度显著下降时几乎不发生脆变效应,热变形温度高出普通塑料十几度,而冷脆温度几乎没有下限。在液氮中(-195 ℃)也能保持优异的冲击强度,相关制品可用于液氮的输送与储存,是目前唯一可在接近绝对零度的温度下工作的一种工程塑料。
4)耐腐蚀性:UHMW-PE是一种饱和分子团结构,稳定的分子结构赋予材料非常稳定的化学性能。UHMW-PE制品可耐各种腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料具有更强耐化学腐蚀性。
5)自润滑性:UHMW-PE材料表面摩阻系数为(0.05~0.07),吸水率小于0.03%,几乎不吸水。极低的摩阻系数与吸水率使UHMW-PE具有很好的自润滑性和抗结垢性能,在尾矿输送中可有效降低输送阻力。同等工况条件下,使用UHMW-PE管道进行尾矿输送,输送成本可有效降低30%。
2 UHMW-PE管材辨别方法
1)比重称重法:UHMW-PE产品的比重在0.93~0.95,比水轻,能浮于水面;填加回料的UHMW-PE产品,其比重将改变增大[2]。
2)温度实验法:UHMW-PE产品,在 220 ℃ 时不会熔化,也不会变形,但会变软,称之为高弹态。填加回料的UHMW-PE管材,在 200 ℃ 时便会产生变形,并随着温度的升高逐渐达到粘流态。
3)表观目测法:真正的UHMW-PE产品表面平整、均匀、光滑,乌黑发亮。填加回料的UHMW-PE管材表面粗糙,并且颜色发灰、色泽暗淡。
4)翻边试验法:真正的UHMW-PE产品翻边端面圆润、均匀、光滑。填加回料的UHMW-PE管材翻边端面有裂纹,且在加热后翻边时会出现掉渣现象。
3 大管径UHMW-PE复合管道的研制
3.1 原料配方
UHMW-PE 80~100份、低相对分子质量聚乙烯10~20份、石墨烯0.1~0.6份、钙粉类化合物0.1~2份、硬化油0.5~2份、聚乙烯蜡0.5~2份、超支化聚(酯-酰胺)0.5~2份、氟硅母粒0.5~2份、抗氧化剂0.1~0.5份[4]。
3.2 混合配料
将配好的原料加入搅拌机中顺时针和逆时针各旋转40~100 min,转速为 200 r/min,再将润滑剂、偶联剂和填料依次添加入搅拌机内,高速搅拌5~10 min,搅拌机的转速为1800~2000 r/min。
3.3 挤出成型
将混合后的UHMW-PE由料斗加入挤出机,在高效螺杆的作用下将混合物输送到加料段,经塑化、挤出成型、定型冷却、牵引、切割,制成超高相对分子质量聚乙烯管。其中,挤出成型阶段的温度控制在185~260 ℃;定型冷却阶段采用水冷却的方式进行冷却,冷却温度为80~100 ℃。
3.4 复合翻边
将制得的UHMW-PE管材衬在带有法兰的钢管内部,管端经加热、翻边、冷却定型最终制得高强度自润滑UHMW-PE复合管。
4 关键技术
4.1 设备选型
设备采用UHMW-PE专用的SJ-200C型挤出机。挤出机为双螺杆挤出机,螺杆转速参数为:螺杆转速90~100 r/min。
4.2 工艺设定
塑化的温度为180~240 ℃;混炼的温度为220~240 ℃。挤出成型采用的模具共分为三次加热,第一次加热的温度为220~240 ℃,第二次加热的温度为200~220 ℃,第三次加热的温度为185~200 ℃。
5 大管径UHMW-PE复合管道研制
5.1 开发内衬管道
如图1所示,UHMW-PE管外径D与无缝钢管内径d应保持D=1.02*d,以保证管道能够实现过盈配合[3]。
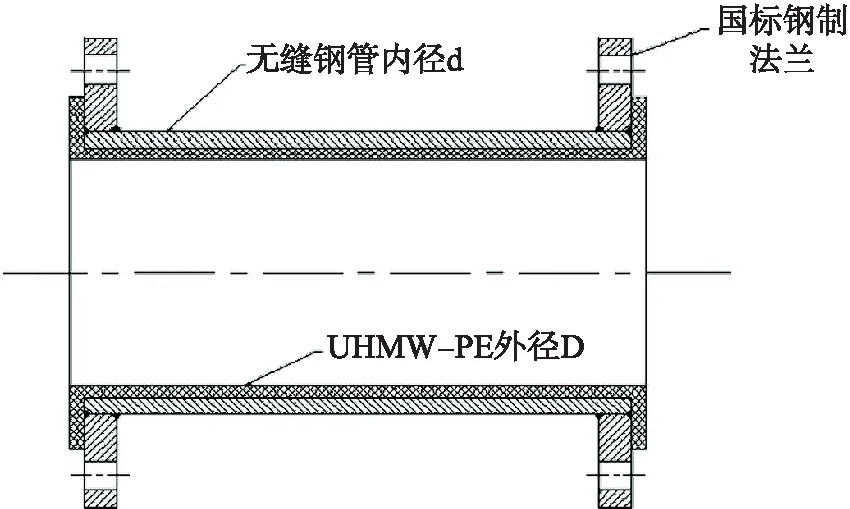
图1 UHMW-PE复合管
5.2 采用缩径工艺,完成复合操作
以530(10+13)UHMW-PE复合管道为例,UHMW-PE管外径D=520 mm,钢管内径d=510 mm,D>d。为使复合作业顺利进行,故应先对UHMW-PE管进行缩径再进行复合。缩径工艺共分为四个步骤:步骤一,将UHMW-PE管外径D=520 mm 缩至D1=515 mm;步骤二,将UHMW-PE管外径D1=515 mm 缩至D2=510 mm;步骤三,将UHMW-PE管外径D2=510 mm 缩至D3=505 mm;步骤四,保持管道外径在505 mm。此时UHMW-PE管道外径D3 图2 UHMWPE复合管工艺流程图——缩径设备及工艺参数 通过过盈配合解决钢管与UHMW-PE管伸缩量不同,线膨胀系数与温度的变化,使得钢管与UHMW-PE管材的伸缩量有很大的差异,分别计算出钢管及UHMW-PE管材对应状态的伸缩量,计算公式如(1): ΔL=αLΔt (1) 式中:ΔL为伸缩量(m);α为线膨胀系数(℃-1);L为计算长度(m);Δt为温差(℃)。 由于钢管与UHMW-PE管材线性膨胀系数α不同,因此两种材料的伸缩量ΔL也不同。为避免出现因伸缩量不同导致出现的管道分离现象。可借助两种材料件的摩擦力F来抵消膨胀力f。当F≥f时,两种材料的伸缩量ΔL将趋于一致。 根据压强计算公式P=F/S,在接触面积S不变的情况下通过增加压强P可实现压力F的增大。由于UHMW-PE材料具有优良的回弹性,被压缩的UHMW-PE管道可由 505 mm 回弹至 515 mm。此时UHMW-PE管与钢管形成过盈配合,过盈量越大两种材料间的压强P越大,其之间的压力F也越大。一般复合好的管材在静置 24 h 后材料回弹全部完成,此时的过盈量为最大。可有效解决钢管与UHMW-PE管材间伸缩量不同的问题。 2018年12月,云天化集团属下公司进行磷石膏尾矿输送管道项目改造。管线设计起点海拔 1050 m,终点海拔 1200 m,落差 150 m,全长 5 km。矿浆浓度80%,比重2.38,输送管线设计压力为 4.0 MPa。管道埋地4~8 m 铺设,地上有路、桥、农田,且途径河道等特殊环境,因此对管道的安全性和耐腐蚀性要求相对较高。由于输送压力高,输送距离远,安全要求高,根据用户的使用情况,云南鑫科新材料工程技术有限公司设计生产了Φ530×(10+13)UHMW-PE复合管道。这种管道内层采用520×13 mm 的UHMW-PE管材,利用其摩阻系数小、抗结垢性能好、耐腐蚀、耐冲击、耐磨等特性。外层复合Φ530×10 mm 的钢制螺旋焊管作为支撑抗压层。采用10.8级高强度螺栓连接管道法兰,在满足磷石膏尾矿管道输送的安全性同时也满足了安装的便捷性。该磷石膏尾矿输送管道改造项目于2019年6月完成安装,同时投入使用。通过三年的运行检验,大管径UHMW-PE复合管材完全满足设计和使用要求,充分体现了UHMW-PE复合管道的优异性能。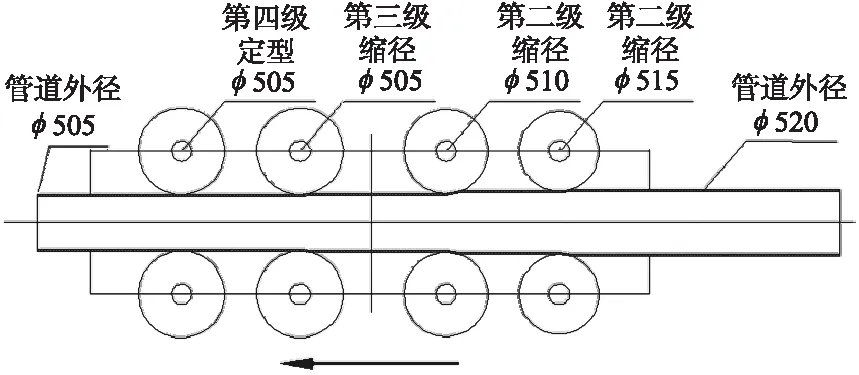
6 工程应用实例
