裂解汽油加氢装置尾气回收的研究与应用
2022-10-10鲁鹏
鲁 鹏
(中国石油大庆石化公司化工一厂,黑龙江 大庆 163714)
某石化公司50×104t/a裂解汽油加氢装置于2012年9月建成投产。装置气相物料损失主要在在脱戊烷塔顶的C4及轻组分排放、汽提塔尾气排放2个点,2股排放分别进入热火炬和酸火炬,排放总量为500 kg/h。2015年,经过对排放情况进行信息采集、分析和模拟计算,掌握排放气体性质,通过回收的方式,将装置尾气回收至裂解气压缩机,达到了尾气综合利用的目的。
1 装置流程
装置采用2段加氢工艺技术,生产的加氢汽油送给芳烃抽提装置做原料,副产品C5和C9送出装置进行进一步加工[1]。
2 尾气样品回收可行性验证
尾气组成中的H2含量为23.645%、C4烃类为11.575%,均具有回收价值,加氢装置几股尾气操作压力不尽相同,均高于裂解气压缩机1级入口压力,因此根据2股尾气的压力及流量回收至乙烯装置压缩机入口处管线,以形成最优化的回收方案。
2.1 尾气样品回收可行性验证
脱C5塔顶尾气主要为不冷凝的C4组分,汽提塔顶尾气主要为反应后加氢汽油中溶解释放出的H2及部分轻组分,该部分尾气均可送入乙烯装置裂解气压缩机入口,重新进行分离和回收处理。尾气组成相对稳定;裂解汽油中C5及以上轻组分组成稳定;脱C5塔塔顶操作条件始终保持稳定;反应系统产物均为稳定的加氢汽油,反应压力及汽提塔塔釜温度、塔压均保持稳定状态,其塔顶排放气流量、组成稳定[2]。
2.2 各工艺参数条件的验证
能否在不增加额外压缩设备的情况下,通过2股尾气的自压将尾气送入乙烯装置裂解气压缩机入口,是验证的关键。其工作条件分别如下:
利用汽提塔回流罐现有放空口回收尾气条件:流量200~500 kg/h(正常),300 kg/h(最大);压力0.50 MPa(正常),0.78 MPa(最大);温度40℃(正常),50℃(最大),30℃(最小)。
利用脱C9塔回流罐现有放空口回收尾气条件:流量50~300 kg/h(正常),100 kg/h(最大);压力0.13 MPa(正常),0.2 MPa(最大);温度63.1℃(正常),65℃(最大),40℃(最小)。
裂解气压缩机入口气体现有流量295 t/h(最大),284 t/h(正常),26 t/h(最小);入口压力0.027 MPa(正常),0.038 MPa(最大),0.020 MPa(最小)。
利用先进模拟软件验证2股不同尾气在不同流量、压力下所需达到的产品要求。在软件模拟过程中,主要进行了尾气压力及流量的复核性计算,对实际回收过程及流程提出的条件进行核对;对2股尾气同时并入的条件以及单独并入的运行状态的演示,为异常情况的运行状态提供数据支持,并能提供装置瓶颈或异常部位。
2股尾气的物性分析见表1。
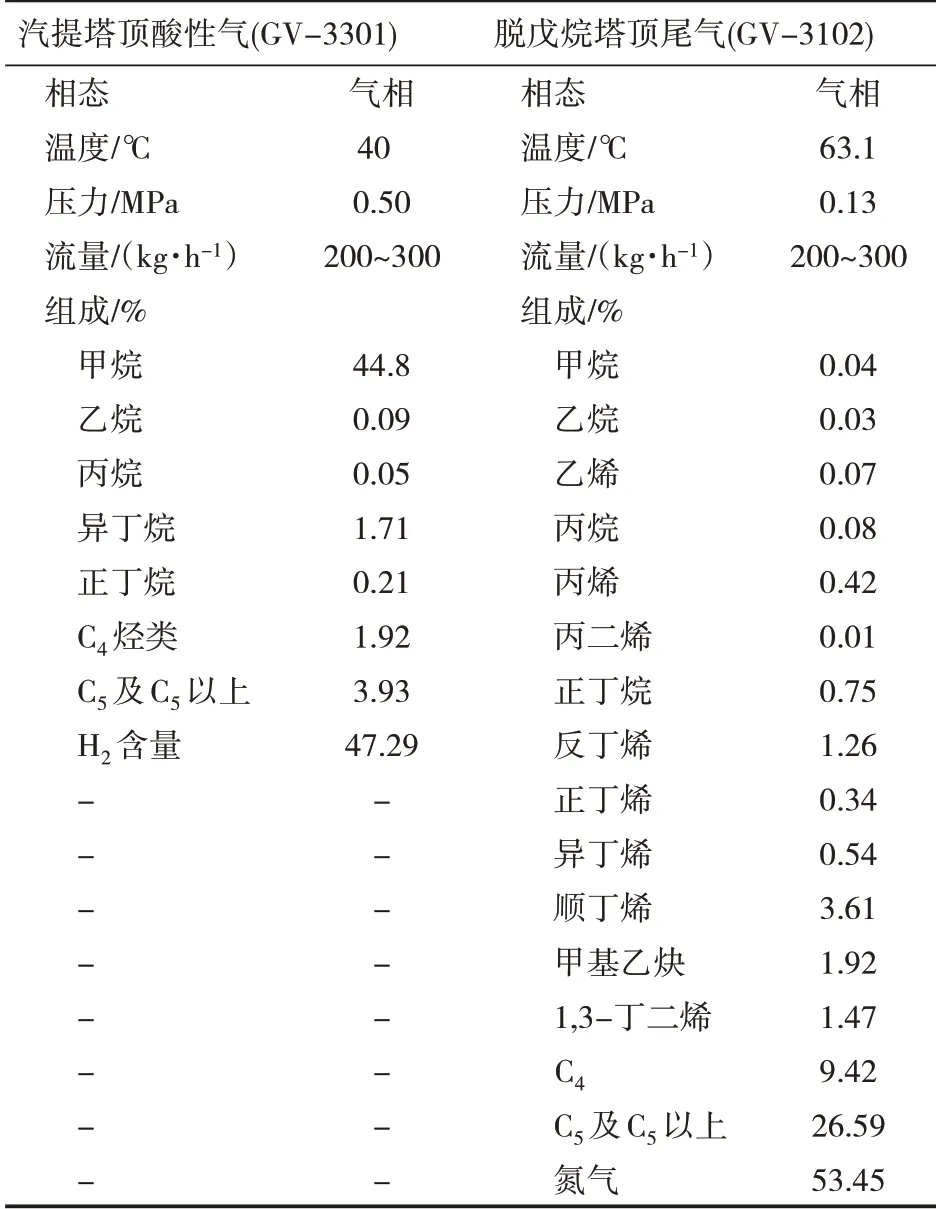
表1 尾气物性分析
3 回收技术方案
脱C9塔回流罐尾气回收线从原氮气注入线双阀之间引出,经调节阀B控制送至裂解气压缩机,氮气注入线双阀前加调节阀A。脱C9塔回流罐压力低于指标时,调节阀B以及调节阀都处于关闭状态,补氮调节阀A打开;脱C9塔回流罐压力高于指标时,调节阀B打开,补氮调节阀A关闭;当脱C9塔回流罐压力增大,调节阀B全开仍不能满足压力控制要求时,放空调节阀开始打开[3]。
汽提塔回流罐尾气回收线从原放空线双阀之间引出,经调节阀C控制送至裂解气压缩机。调节阀C与原压力控制阀以及压力远传组成分程控制系统。正常情况下由调节阀C进行控制,调节阀全关;当压力增大,调节阀C全开仍不能满足压力控制要求时,调节阀开始打开[4]。
4 效果评价
改造项目从2017年6月至今,脱戊烷塔顶的C4及轻组分排放、汽提塔尾气排放实现全回收,实现长期稳定运行,损失率及综合效益显著改善[5]。
效益主要从3个方面计算。
(1)2017年累计回收尾气量为2 208 t,2018年累计回收尾气为2 952 t;
(2)H2回收2017年为522.082 t,2018年698 t;烃类回收2017年为255.576 t,2018年为341.694 t;
(3)2017年、2018年物料价格:H28 831元/t、10 651元/t;C43 091元/t、3 787元/t;
费用总计:回收H2效益+回收C4烃类效益。
2017年 效 益 为540.05万 元;2018年 效 益 为872.84万元。
5 结束语
通过流程改造的方式,实现了裂解汽油加氢装置尾气的回收,降低了装置损失,并实现了回收的经济效益,目前该流程系统运行状态良好,回收物料满足上游装置生产过程。通过装置的优化调整,为生产实际提供了充分的数据支持,为装置今后的节能降耗生产提供了调整依据和对比数据。
