C80 机制砂高强混凝土的制备及工程应用技术交底
2022-10-08李崇亚潘亚波
李崇亚 潘亚波
(1 深圳市金鑫混凝土有限公司;2 深圳市水泥及制品协会)
0 前言
随着当前建筑用河砂等自然资源日益枯竭,各级政府部门及混凝土行业专家大力提倡使用机制砂代替天然砂用于混凝土生产,因而机制砂的生产与应用逐渐成为混凝土行业发展的趋势。与天然砂相比,机制砂存在表面粗糙,级配较差,石粉含量波动较大,细度模数偏大等特点,导致配置的混凝土往往工作性能相对较差,不利于混凝土的泵送施工,且浇筑后混凝土容易开裂。
随着机制砂生产工艺越来越成熟,通过改进制砂设备、调整筛网、生产工艺等一系列严格控制措施,使得当前生产的机制砂品质逐渐得到提高,现有的技术条件完全可以生产出粒形、级配良好,石粉含量稳定,细度模数适合的机制砂。近年来,部分区域机制砂在普通混凝土中已全面推广使用,机制砂在高强高性能混凝土中的研究具备重要的参考价值。
本文主要结合深圳市华强科创广场项目C80 高强混凝土工程,通过采用性能优异机制砂及其它原材料,经过配合比设计及试配验证,制备出了满足生产要求的混凝土,并对高强混凝土中机制砂的生产、施工进行分析。
1 工程概况
深圳市华强科创广场项目位于深圳市福田区北环大道与新洲路交界东北侧,总占地面积24073.04m2,建筑面积191848m2,建筑总计43 层(其中地下2 层),建筑高度198m,设计使用年限50 年,抗震烈度七度。建筑功能包含产业研发用房、配套商业、配套宿舍、公共配套设施,其核心筒部分采用C80 高强混凝土。下面结合我公司生产的C80 机制砂高强混凝土情况进行技术交底,希望对类似工程具有借鉴作用。
2 技术路线
⑴采用高性能减水剂并掺加优异的矿物掺合料来配置高强混凝土,二者能有效降低混凝土水胶比,使得混凝土结构更加密实,提高混凝土力学性能和长期性能。
⑵采用高品质的反击破石,并搭配4.75~9.5mm 的碎石,优化粗骨料的级配,降低空隙率,提升混凝土泵送性能。
⑶选用级配良好,性能优异的机制砂,严格按照国家标准控制石粉和其它有害物质含量,选用合理的砂率,经过一系列配合比优化试验并验证,制备出满足施工性能性能的C80 混凝土。
3 原材料
(1)水泥:使用广东英德海螺水泥有限责任公司生产的PⅡ52.5R 的硅酸盐水泥,相关性能指标见表1 所示。

表1 水泥性能指标
⑵粉煤灰:使用深圳市妈湾电厂生产的Ⅱ级粉煤灰,相关性能指标见表2 所示。

表2 粉煤灰的相关性能指标
⑶矿粉:选用产地唐山矿粉,相关的性能指标见表3 所示。

表3 矿粉的相关性能指标
⑷外加剂:选用东莞市砼帆实业有限公司生产的缓凝剂聚羧酸高性能减水剂,固含量为20%,混凝土减水率≥35%。
⑸砂:采用广东惠州惠东产级配良好的机制砂,表观密度2650㎏/m3,含泥量0.6%,泥块含量0.3%,细度模数2.8,属Ⅱ区中砂。
⑹碎石:采用广东河源芙蓉石场5~25mm 的反击破石,石子质地属于辉绿岩,表观密度2600㎏/m3,压碎指标3.1%,针片状含量2.0%,含泥量0.3%,泥块含量0.1%。
⑺水:本试验中搅拌用水采用洁净自来水。
4 配合比的设计
⑴本工程属于高强混凝土,部分部位属于大体积混凝土,为了降低混凝土水化热,配合比中掺用一定量的优质矿粉和粉煤灰,减少因混凝土自身水化热过高引起混凝土表面的龟裂,错开水化热高峰期。
⑵选用缓凝型聚羧酸高性能减水剂,降低混凝土水胶比,并减小混凝土的收缩应变。
⑶反击破碎石是单粒径,在设计配合比时增加20%同质地的0~5 石,改善石子级配,提高混凝土性能。
为确保C80 混凝土的质量泵送和浇捣能顺利完成,前期对混凝土的配合比经过反复试验,在各项性能指标满足设计要求的前提下,最终确定了混凝土配合比。混凝土配合比及相关性能见表4 所示。

表4 C80 混凝土配合比及性能
5 混凝土生产过程控制
⑴组织技术人员进行生产取样并检验混凝土工作性能,检验项目如下:坍落度、扩展度、U 形仪、L 形漏斗、T50 等试验,经过反复验证达到施工要求的可泵性,混凝土工作性能见图1 所示。

图1 混凝土工作性能测试
⑵生产上应严格按照要求监测砂、石含水率变化,操作员严禁擅自降低或者提高砂、石含水率生产混凝土。
⑶生产前材料采购员应采购一批质量稳定,且数量满足生产要求的原材料。当班品控做好当天生产用原材料的进场取样和监督检验工作。
⑷混凝土性能要求较高,运输中做到专车专用,装料前司机应反转罐体,保证将车内水和垃圾清理干净,且严禁与其他标号混凝土混装使用。
⑸车辆到达施工现场后,要求司机搅拌罐体至少1分钟,并安排技术员检测混凝土相关性能指标,满足施工要求即可卸料,现场不用需随意加水。
⑹施工现场应安排工作人员做好车辆指挥工作,混凝土在工地等待时间尽量不要超过2 小时。
图2 混凝土现场施工
6 混凝土质量检测
该工程完工一年后,相关检测部门对结构进行实体检测,采取回弹-取芯进行综合评定。按规范要求现场对回弹最低强度的3 个点抽取芯样,进行芯样抗压检验,芯样抗压结果为87.97MPa,检验结果均达到C80 以上,满足设计要求。从破碎后的芯样表观观察来看,混凝土内部碎石和胶凝材料粘结非常密实,内部表观无明显气孔。抗压后的芯样见图3 所示。
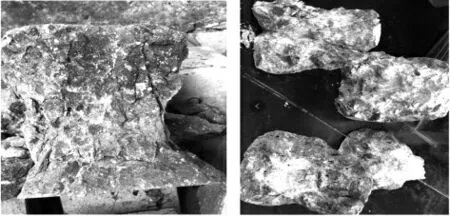
图3 抗压后的芯样
7 结语
⑴性能优异的机制砂,与其他组分的原材料经过合理的配合比设计,能够制备出满足性能要求的高强混凝土。
⑵C80 高强混凝土配合比设计中宜优先选用颗粒级配较好的反击破碎石、优质掺合料和性能优异的缓凝型聚羧酸减水剂,可以提高混凝土的工作性能,并大幅度提高工程结构质量。
⑶C80 高强混凝土生产上应从源头把控混凝土质量,结合工程特点,制定施工、养护工艺等,才能确保质量。
⑷考虑到工程的重要性,施工方和混凝土生产企业必须全力配合,来确保每次供应能够顺利进行。
