大口径光学望远镜拼接镜面关键技术综述
2022-10-04霍银龙王富国
霍银龙,杨 飞 ,王富国
(1. 中国科学院 长春光学精密机械与物理研究所, 吉林 长春130033;2. 中国科学院大学, 北京100049)
1 引 言
望远镜在满足天文观测、空间环境监视、先进光束控制技术试验平台以及重大航天活动等领域具有重要的应用价值[1],天文望远镜的主镜尺寸会影响望远镜在理想条件下的成像分辨率和对比度,同时望远镜所能观测到的最微弱天体的亮度也受其主镜有效面积的限制。因此,为改进望远镜的观测性能,其主镜直径不断增大[2-3]。但受镜坯制造、生产运输等环节的限制,目前国际上最大口径的单镜面光学望远镜为8 m 级的,更大口径的光学望远镜主镜通常采用拼接镜面技术制备[2-5]。
拼接镜面技术为未来极大、甚大口径光学望远镜的主镜制备提供了一种重要的选择,它解决了光学望远镜口径无法突破8 m 级限制的技术壁垒,并已广泛应用于大型光学望远镜主镜的设计中,如国外的凯克望远镜(Keck I、II)、霍比-埃伯利望远镜(Hobby-Eberly Telescope,HET)、加那利大型望远镜(Gran Telescopio Canarias,GTC)、南非大望远镜(Southern African Large Telescope,SALT)、三十米望远镜 (Thirty Meter Telescope,TMT)、欧洲极大望远镜(European Extremely Large Telescope,E-ELT)和詹姆斯·韦伯空间望远镜(James Webb Space Telescope,JWST)等,国内采用拼接镜面技术建造的大口径光学望远镜的典型代表是大天区面积多目标光纤光谱天文望远镜(Large Sky Area Multi-object Fiber Spectroscopic Telescope,LAMOST),它的建成为我国研制超大口径拼接望远镜打下了坚实的基础,并在此基础上,提出了12 m 通用大型光学红外望远镜(Large Optical-infrared Telescope,LOT)的研制项目。这些望远镜以其更宽更深的观测能力,将为我们解决宇宙中更多悬而未决的科学问题[6],现有拼接式望远镜的科学目标主要集中在银河系结构与形成、太阳系普查、暗物质暗能量的研究、近地天体观测与跟踪、黑洞观测等几个科学前沿领域。天文学家利用Keck 望远镜取得了多项突破性成就,不仅验证了宇宙加速膨胀,还观测到银河系中心黑洞,这两项观测成果分别荣获了2011 年和2020 年的诺贝尔奖[7];HET 协助天文学家首次发现了恒星吞噬行星的证据;JWST 是目前口径最大的空间光学望远镜,它具备强大的红外分辨率和灵敏度,是哈勃太空望远镜的继任者,相信在不久的将来,JWST 将进一步影响甚至颠覆人类的自然观,引领空间天文学迈入新纪元。
本文综述了拼接式望远镜主镜设计常采用的拼接方案,比较了不同拼接方案间的差异,重点阐述了子镜支撑技术和共相检测技术的发展现状和未来发展趋势,为我国下一代极大口径光学红外望远镜的自主研制提供参考。
2 常见拼接方案介绍
2.1 不同子镜性能介绍
由于拼接方案的不同,拼接子镜的形状和尺寸也各有差异,常见的子镜形式主要有圆形、扇形和六边形等,其中六边形子镜是实际应用最多的一种子镜形式[4]。3 种不同的主镜拼接结构形式如图1 所示,其中左上角为单镜面形式,右上角主镜为六边形子镜拼接形式,左下角为圆形子镜拼接形式,右下角为扇形子镜拼接形式。
针对拼接子镜的形状差异,国内外诸多学者已开展了多项研究,其中:宋家宝[8]比较了扇形和六边形子镜的性能差异,在面积和支撑点数相同的条件下,分析了两种子镜在重力作用下的镜面变形;雷存栋[9]设计了扇形拼接方案并进行了共相试验验证;Kendrick S E[10]等人阐述了环形和六边形子镜形状的差异,并分析了子镜尺寸对拼接效果的影响。当拼接环数、等效口径相同时,不同子镜形状差异总结如表1 所示。

表1 不同子镜形状差异Tab.1 Comparison of different sub-mirror shapes
李斌分析了拼接误差、子镜曲率加工误差以及拼接间隙对拼接镜成像性能的影响。他们的研究表明拼接镜的成像质量会随拼接误差、间隙因子的增大而变差[11]。曹海峰[4]通过对拼接子镜形状及尺寸的相关研究,分析结果如图2 所示,验证了由不同拼接子镜所组成的主镜在望远镜光学系统中,对较低空间频率信息的调制能力基本一致,故圆形子镜拼接可代替六边形子镜拼接方案,且圆形子镜在未来更大规模拼接镜面望远镜中的应用具有一定的优势。

图2 子镜尺寸对光学系统MTF 的影响[4]Fig. 2 Effect of sprite size on the MTF of optical systems[4]
2.2 典型主镜拼接方案
JWST 是空间光学望远镜的巅峰之作,同样也是拼接式望远镜的典型代表。JWST 于2021年12 月成功发射,其等效口径为6.5 m,观测波段为0.6~28 μm。 图3 为JWST 的三维模型和其主镜。

图3 JWST 的三维模型和主镜[12]Fig. 3 3D model of the JWST and its primary mirror[12]
其主镜是由18 块对角距离为1.5 m 的六边形子镜拼接成的凹面镜,所选用的材料为铍,每个子镜的质量约为20 kg[13]。这18 块子镜拥有3 种不同的类型,每种类型的镜面各有6 个,如图4所示,A、B 或C 表示拼接子镜所属的子镜类型。

图4 JWST 拼接主镜方案[12]Fig. 4 The segmented primary mirror scheme of the JWST[12]
2.3 总结及发展趋势
拼接镜面技术为建造大口径望远镜提供了可能,并在空间和地基望远镜主镜设计中得到了广泛应用。表2 列举了部分大型拼接式望远镜设计的基本情况。

表2 大型拼接镜面望远镜基本参数Tab.2 Basic parameters of large segmented mirror telescopes
由表2 中数据可知:
(1)国外正着力开展30~100 m 级别的巨型光学望远镜的研制,但国内迄今为止并没有建成10 m 以上的光学红外望远镜,天文学者不得不借用国外的望远镜来进行观测,对我国天文学的发展产生不利影响。
(2)六边形子镜是实际应用最多的一种拼接子镜形式,且受研制成本和拼接复杂程度的限制,子镜尺寸大多集中于1~1.8 m 范围内。
(3)随着等效口径的增大,在拼接子镜尺寸一定的情况下,所需子镜的数量也急剧增加,例如E-ELT 和TMT 在拼接子镜尺寸为1.4 m 左右的情况下,等效口径增加了9.3 m,但子镜数量相较TMT 却增加了62.2%,子镜数量的倍增无疑给子镜研制环节带来了巨大的挑战,为缩短项目研发周期,拼接子镜的研制必将朝着快速化、批量化趋势发展。
(4)另一方面,在材料的选用上,现有拼接子镜大多选用Zerodur 材料,我国LAMOST 的施密特主镜也采用此种材料,但国内并未真正掌握该材料制备反射镜的工艺,关键技术仍依赖国外,一定程度上限制了我国大口径天文望远镜的发展进程。众所周知,SiC 材料是目前国际光学界公认的高性能反射镜材料[14-16],中国科学院长春光学精密机械与物理研究所突破了SiC 材料在镜坯制备、光学超精密加工和改性镀膜等领域的核心技术,于2016 年研制出直径4.03 m 的单体碳化硅反射镜坯,镜坯重量1.7 t,并于2018 年8 月完成加工及镀膜,关键技术自主可控,打破我国在大口径反射镜材料研制上完全依赖进口的窘迫局面[17]。与传统的金属和玻璃材料相比,SiC 材料具有适中的密度、较高的比刚度和热导率以及良好的光学加工性能,是较为优良的光学材料,开展基于SiC 材料的反射镜拼接是未来大口径望远镜发展的一个新选择、新突破。
3 子镜支撑技术概述
随着望远镜口径的增大,其主镜面形受自重、风载、热变形等因素的影响也越来越大,对镜面的支撑系统提出了更高的设计要求[18-19],拼接式望远镜的主镜是由众多子镜拼接而成,对主镜的支撑则转化为了对多个子镜的支撑[20]。TMT是新一代地基巨型光学-红外望远镜的典型代表,其子镜支撑技术继承和借鉴了Keck、SALT的设计,在支撑领域更具有代表性,因此,本章以TMT 的子镜支撑系统为例,介绍拼接式望远镜的子镜支撑技术。
3.1 TMT 子镜支撑系统
TMT[21-22]的主镜由492 块对角距离为1.44 m厚4.5 cm 的六边形子镜拼接而成,该主镜阵列具有六重对称性,如图5 所示,共拥有82 种不同类型的拼接子镜。

图5 TMT 主镜和子镜形状[23]Fig. 5 Primary mirror and sub-mirror of TMT[23]
TMT 子镜支撑系统如图6 所示,其轴向采用27 点Whiffletree 支撑,径向采用中心膜片支撑。整个系统由3 个位移促动器来主动调节镜面的平移和倾斜误差,并由翘曲弹簧结构(Warping Harness)来控制拼接镜面的面形。与Keck 相比,TMT的主镜尺寸更大、子镜厚度更薄,受自重影响程度更大,不仅需要位移促动器的行程更大,而且控制重力变形的难度也更大。因此,TMT 使用了一个作为中间级的刚性移动架,该结构不仅可以将子镜与促动器施加的变形力分离开,还可以平衡Whiffletree 的径向力。

图6 TMT 支撑系统示意图[23]Fig. 6 Schematic diagram of the TMT support system[23]
其中,Whiffletree、Sheet Flexures 和移动框架由铝制成。支撑镜子的27 个柔性杆和Whiffletrees 的枢轴为不锈钢,径向支撑的中心膜片由低膨胀率的殷钢制成,并使用树脂与子镜连接。
此外,TMT 的子镜支撑系统可通过调整Whiffletree 的枢轴来弥补82 种子镜类型的微小尺寸差异[23]。
3.2 子镜支撑技术发展趋势
表3 列举了部分拼接式望远镜的子镜支撑结构。自Keck 以来,拼接子镜几乎都采用Whiffletree 结构作轴向支撑、中心膜片作径向支撑的形式[20],同时也有越来越多的拼接主镜采用了Warping Harness 技术。Warping Harness 技术可大幅缩短拼接镜面的制造周期,在未来大口径光学拼接望远镜主镜的设计中具有重要的应用价值。
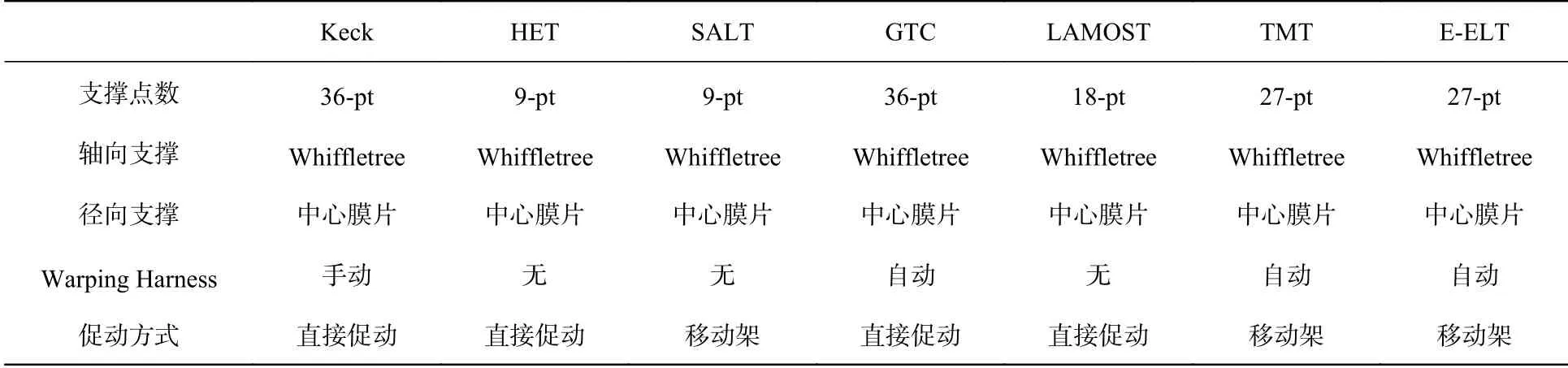
表3 大型拼接望远镜支撑结构Tab.3 Large segmented mirror telescope support structures
随着拼接式望远镜口径的不断增大,子镜数量也不断增多,对支撑系统提出了更高的设计要求,为降低设计及制造成本,缩短项目研发周期,可采取以下措施:
(1)降低拼接子镜种类,增强支撑系统的可复制性。当采用六边形子镜拼接时,所需子镜种类为拼接子镜总数的1/6,而圆形和扇形子镜的优势在于与主镜主光轴距离相等位置处的子镜形状完全一致,综合考虑镜面支撑、镜坯制备等技术的难易程度,圆形子镜在未来更大规模拼接镜面望远镜中的应用更具有优势。
(2)开展支撑结构的模块化和参数化设计。拼接主镜采用形状相似的子镜单元进行设计,将主镜支撑分解为对子镜的支撑,通过并行设计各子镜的支撑模块,缩短系统研制周期。此外,根据工程关系和设计需求,建立子镜支撑结构的参数化模型,通过修改该模型的可变参数,实现特定子镜支撑结构的设计,简化设计流程。例如TMT 子镜支撑设计时,可通过调整Whiffletree 枢轴连接位置上的微小差异来弥补82 种子镜类型的尺寸差异,以实现整个支撑系统的参数化、高效设计。
4 共相检测技术
4.1 共相误差简介
拼接镜面若想实现与等效单镜一样的成像能力,就需要子镜的反射面处于共相状态[4]。制造误差和拼接误差是影响子镜间共相的主要误差,制造误差主要包括曲率误差、镜面面形误差等;拼接误差主要包括子镜平面(OXY)的面内误差和离面误差,面内误差主要包括沿X轴和Y轴的平移的偏心误差和绕子镜中心的旋转误差,离面误差如图7 所示,主要指沿Z轴的平移误差(Piston 误差)和绕X、Y轴旋转的倾斜误差(Tip-Tilt 误差)。

图7 平移误差以及倾斜误差示意图Fig. 7 Schematic diagram of the piston and tip/tilt error
子镜共焦/共相主要是指测量和剔除子镜的Piston 和Tip/Tilt 误差[23-27],其中Tip/Tilt 误差的检测与调节已相对成熟,可通过Shack-Hartmann(SH)相机测量并消除,即实现拼接子镜间的共焦状态[4,28]。然而Piston 误差很难检测和消除,且在检测过程中,由于光波的周期性,在使用单色光检测时会存在如图8 所示的2π 模糊的问题[29-31]。接下来,本文将介绍几种常见的共相误差检测技术。

图8 Piston 误差的 2π 模糊性[23]Fig. 8 2π ambiguity of the piston error[23]
4.2 常见的共相检测方法
现有的共相检测技术主要包括夏克哈特曼传感法(Shake-Hartmann Phasing Sensor, SHAPS)、色散条纹传感技术(Dispersed Fringe Sensor,DFS)、相位差(Phase Diversity,PD)技术和相位恢复(Phase Retrieval,PR)技术、曲率传感技术(Curvature Sensing,CS)等。这些检测方法均有各自的优势,但也存在一些局限性,例如:夏克哈特曼传感法虽然探测范围大、精度高,但需使用精密的光瞳掩模,掩模与子镜光瞳边界对准困难,此外,色散条纹传感器检测精度较低;相位差法精度高,但求解算法的运算量大,难以实现对共相误差的实时检测。曹海峰博士[4]归纳总结了已有的共相检测技术,见表4 所示。

表4 共相检测技术的性能对比Tab.4 Performance comparison of co-phasing detection technologies
分析表4 可知,一方面,已有的共相检测技术往往难以同时达到大量程、高精度、不引入非共光路误差、实时性强的检测要求,亟需对拼接共相检测领域开展进一步的研究,探索新的共相方法以满足实际系统的应用需求。另一方面,由于光波的周期性,这些方法在使用单色光检测Piston 误差时,均存在2π 模糊的问题。目前,为克服2π 模糊性困扰,常采用多个单波长或宽波段的复色光进行Piston 误差检测[23],李斌[11]、曹海峰[4]等人均通过双波长算法来避免了2π 模糊的影响,此外,山东大学的杨丽丽、杨忠明[32]等人将涡旋光束相移干涉与双波长算法相结合用于拼接镜的共相误差检测中,实现了Piston、Tip/Tilt 误差的精确测量。这是首次将涡旋光束应用于共相误差的检测,为拼接镜共相误差测量提供了一种新思路。
4.3 未来发展趋势
传统共相检测方法利用相关分析方法,将检测所得到的图像与已知子镜相对位置的图像进行对比分析,从而得出所需要的调整量[5]。但在大规模子镜的情况下,主镜系统更难以实现共相调整,在检测时将会产生大量冗杂、复杂的数据,这就给传统的检测分析方法提出了很大的挑战,而机器学习、神经网络、深度学习等算法都具有超强的模式分析和数据挖掘能力,因此可以为共相误差检测提供一个新的研究思路。
随着神经网络、机器学习等相关算法的深入研究,国内外诸多学者尝试将其应用于拼接子镜共相误差的探测当中[33-35]。例如:中国科学院光电技术研究所的马霞飞[36]于2019 年通过500 张图像完成了深度学习的网络训练,实现了两孔系统100 nm 宽波段共相。2019 年,李德全等人将卷积神经网络引入相位差算法,同时结合多波长思想,将子镜Piston 误差的检测范围提高至10 个波长[37];曹海峰结合多波长、曲率传感技术以及机器学习技术,提出利用支持向量机进行相邻两拼接子镜间Piston 误差识别的方法[38]。
将深度学习引入拼接共相误差的检测中,依据其强大的模式分类和数据分析能力,充分挖掘大规模数据间的特征,提升分类或预测的准确性,并通过构建复杂的网络模型降低拟合偏差,可实现拼接子镜间共相误差的高精度检测。因此,开展基于深度学习、机器学习的共相位误差检测技术的研究,是未来大规模子镜背景下共相检测和调整的一个重要发展方向。
5 结 论
本文主要围绕主镜拼接方案、子镜支撑技术和共相检测技术开展研究,研究结论如下:
(1)在常见的拼接方案中,六边形子镜是应用最多的。各种子镜均具有一定的优势,同时也具备一定的局限性。因此,在确定拼接方案时,应综合考虑各子镜的属性差异、镜坯制备难度、拼接误差容限、观测目标特性等多种因素,最终确定最优方案。
(2)在反射镜制备材料的选用上,拼接式望远镜多采用微晶玻璃作为子镜材料。随着我国SiC 镜坯的材料制备、光学加工与检测等技术的快速发展,已经具备口径达4 m 级的SiC 光学反射镜研制能力,可为下一代拼接式望远镜的研发提供有力的技术支撑。与传统的金属和玻璃材料相比,SiC 材料具有适中的密度、较高的比刚度和热导率以及良好的光学加工性能,是较为优良的光学材料,开展基于SiC 材料的反射镜拼接可作为未来大口径望远镜发展的一个新选择、新突破。
(3)在子镜支撑结构设计时,不仅要满足设计指标要求,更要注意模块化和参数化设计,简化支撑结构的设计流程,增强支撑结构的可拓展性,缩短设计研发周期。此外,Warping Harness 技术可校正镜面低阶面形误差,降低子镜设计、制造要求,大幅缩短拼接镜面的制造周期,在未来大口径光学拼接望远镜主镜的设计中具有重要的应用价值。
(4)现有共相检测技术大多无法同时满足高精度、大量程、实时性等检测需求,且随着拼接子镜数量的增加,主镜系统实现共相的难度和复杂度进一步增大,传统的检测分析方法将面临巨大的挑战。将具有强大模式分类和数据分析能力的深度学习引入拼接共相误差的检测,开展基于深度学习的共相误差检测技术的研究,可为未来拼接镜面的共相检测和调整提供一个可借鉴的发展思路。
拼接镜面技术解决了光学望远镜口径无法突破8 m 级限制的技术壁垒,为未来极大、甚大口径光学望远镜主镜的制造提供了一种重要选择,本文的研究希望可以为我国下一代极大口径光学 红外望远镜的自主研制提供参考。