基于PLC和MCGS的心肺复苏程序设计研究与探索*
2022-09-29郑志军
宋 珂,罗 婕,郑志军
(华南理工大学 机械与汽车工程学院,广东 广州 510640)
1 引言
在工程训练教学过程中,传统的心肺复苏实训教学用单片机控制系统的模拟人,电源主机开关是机械按键,经过一天的教学,开关按键也会按下100多次左右。在经过长期的使用后出现开关按键损坏(如图1),系统死机甚至信号通讯差等现象,严重影响了正常的教学,应用触摸屏代替原开关按键设备,可以达到解决这个问题的目的。该设计方法使学生在进行PLC 设计及调试时有了形象的显示界面,有效克服传统PLC 教学中使用指示灯代替各种设备动作和实训。本文提出一种基于PLC 和MCGS 的心肺复苏程序设计方法,设计PLC程序和组态程序,用稳定性较高和可编程性强的PLC 控制器代替原单片机控制系统,用触摸屏上位机的可视化性能,提高解决问题和动手的能力,同时降低对实训设备的依赖程度,提高训练效率,同时减少器材损耗,降低实训成本[1]。
图1 心肺复苏模拟人主机
2 心肺复苏的硬件
可编程控制器(PLC)是在继电器控制基础上以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的一种新型工业自动控制装置[2]。但先天性缺失用户界面作为监控系统,无法形象的显示控制对象的实时动态等,组态软件很好的解决了这个问题。
MCGS(Monitor and Control Generated System)组态软件是北京昆仑通态自动化软件科技有限公司开发的、用于快速构造和生成计算机监控系统的专业软件。MCGS 建立的工程主要由主控窗口、设备窗口、用户窗口、实时数据库和运行策略等五大部分组成,每一部分分别进行组态操作,完成不同的工作,具有不同的特征[3]。
运用上位机触摸屏与下位机PLC 各自的功能特点,来完成对心肺复苏模拟人的人工呼吸和胸外按压值等参数的采集,同时借助与下位机PLC 之间的通信传输来使语音模块发出按压频率音与报警声音反馈错误动作的信息。心肺复苏的按压深度信号通过激光位移传感器将深度数据转换成电压信号,送入PLC中,经过A/D转换模块提取按压深度数据传送到触摸屏上,可以实现实时显示按压过大、过小或正确的情况。气流传感器和压力传感器作用原理相同。心肺复苏模拟人硬件设计简图如图2所示。
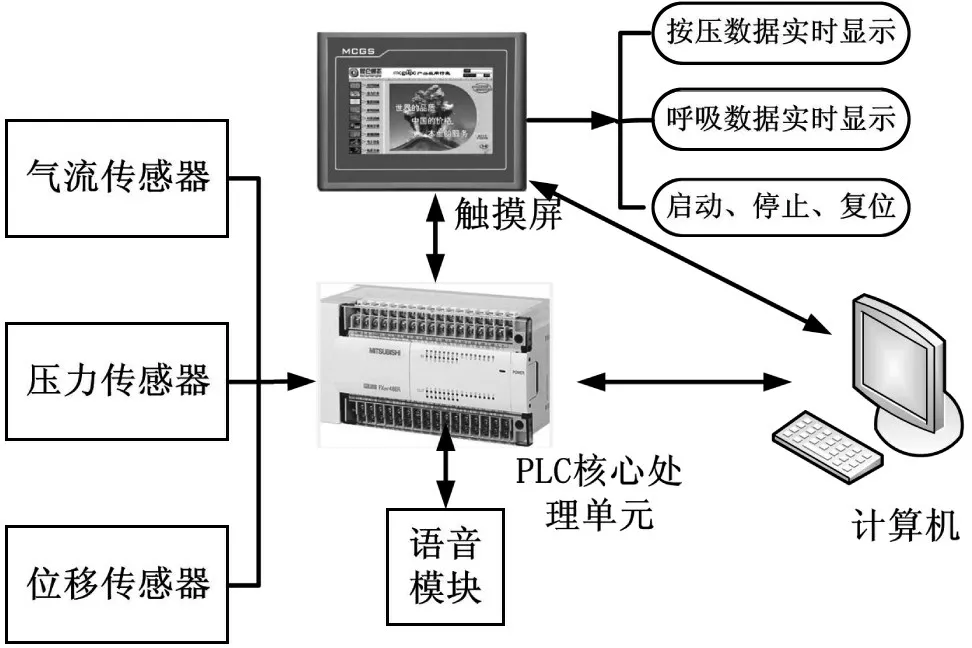
图2 心肺复苏模拟人硬件设计简图
3 心肺复苏程序设计
3.1 控制要求
本设计方案分为操作方式1和操作方式2两种方式。要求用GX developer软件设计PLC程序,用MCGS软件设计组态界面,应用PLC 学习机(图3)作为下位机,MCGS 组态软件模拟运行调试PLC程序。

图3 PLC学习机
1)操作方式1 为练习模式,对时间没有限制。设计启动,停止,复位按钮;设计按压正确按钮,按下一次计数一次,并显示正确次数;设计按压过大和按压不足按钮,按压一次计数一次,文字显示“按压过大”“按压不足”,并显示错误次数;设计吹气正确按钮,按下一次计数一次,并显示正确次数;设计吹气过大和吹气不足按钮,按下一次计数一次,文字显示“吹气过大”“吹气不足”,并在界面显示错误次数;
2)操作方式2 为考核模式,学员要按照标准的CPR 过程进行操作,这里只设计一个循环操作。设计启动,停止,复位按钮;界面显示操作时间,36s 内完成一个循环,超时文字提示“未完成操作程序”;按时完成文字提示“操作结束”;设计按压正确按钮与模式1 要求一样,当按压正确次数为30时,才可以按下吹气按钮,当超过30次按压,文字提示“请吹气”;设计按压过大和按压不足按钮;设计吹气正确按钮,当超过2 次吹气,文字提示“请按压”;设计吹气过大和吹气不足按钮;设计按压深度和吹气量指示灯,当正确为绿色,过大为红色,不足为黄色。
3.2 硬件设计
1)输入/输出端子设计:
输入端子:两个模式的启动,停止,复位按钮,按压正确按钮,按压过大和按压不足按钮,吹气正确按钮,吹气过大和吹气不足按钮均用人机界面组态按钮实现,不占用输入端子。
输出端子:模式2 指示灯显示按压和吹气状态占用6 个输出端子。
2)输入/输出端子分配:
输入和输出端子分配如表1、表2 所示。输入端在触摸屏上设置为触摸键,在实际硬件设计中,按压正确按钮,按压过大按钮和按压不足按钮采集的是激光位移传感器的电压信号,吹气正确按钮,吹气过大按钮和吹气不足按钮采集的是气流传感器的电压信号。输出端采用PLC 学习机指示灯,时间硬件设计中在触摸屏组态中设计出来。

表1 输入端子分配

表2 输出端子分配
3)硬件连接图:硬件连接如图4所示。
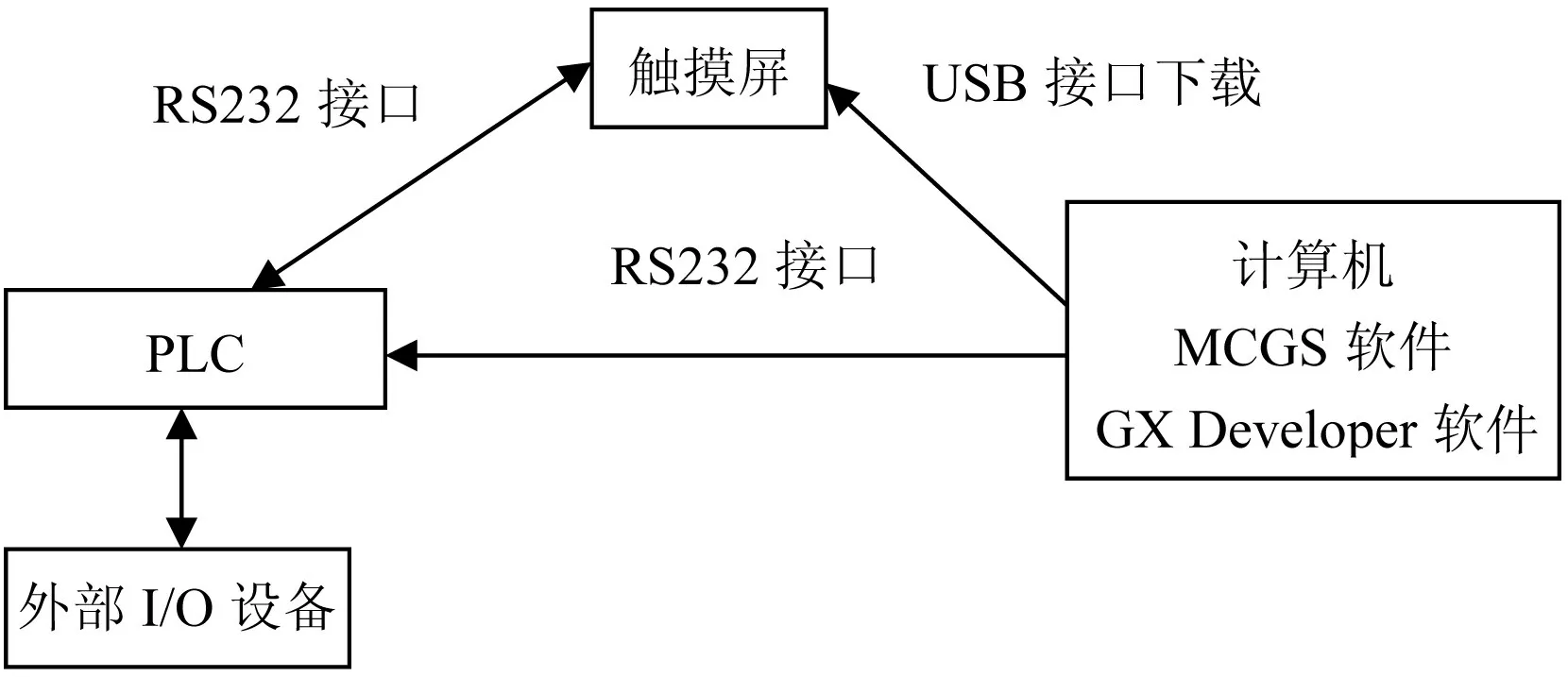
图4 硬件连接图
3.3 人机界面设计
利用MCGS组态软件设计PLC仿真实验教学系统是指在计算机上运行事先编写好的MCGS组态应用脚本程序,在没有硬件的情况下用软件来代替硬件(被控对象)的工作状态[4]。借助于计算机的屏幕来观察控制的过程和结果,连接硬件则可以监视硬件的工作状态,为了达到用触摸屏操作画面实时监控PLC 运行的目的,必须将操作画面中的图形对象和PLC中编程软元件联系起来[5-6]。
界面设计步骤如下:
1)新建工程。选择TPC7062TX 触摸屏类型,确定后进入组态设计画面。
2)设备组态。点击通用串口父设备,设置参数,串口端口号根据PLC学习机插入电脑后,右击我的电脑-设备管理器-端口设置。添加设备0-三菱FX系列编程口,属性设置以及通道连接变量设置。其中CPU类型选择FX2NCPU。
3)界面绘制。点击用户窗口新建4个窗口分别是欢迎界面,操作方式选择界面,操作方式1界面和操作方式2界面如图5所示。

图5 组态界面设计
其中所有按钮按照表1 进行设置,如启动按钮,设置抬起清0,按下置1,连接设备0_读写M0000,其他按钮同理。输出正确与错误次数用工具箱标签绘制。黄色标签设置可见度,用来显示“吹气过大”,“吹气不足”等提醒性文字。
3.4 PLC程序设计
PLC 程序设计分为模式1 程序和模式2 程序,模式1 程序拆分成启动程序,主程序,复位程序。模式2 程序拆分成启动程序,主程序,操作结束程序,未完成操作程序,复位程序,然后将这些基本的功能模块进行组合,做适当修改,使之衔接成一个完整的程序[7]。编写后连接PLC 学习机,在GX Developer 软件进行传输设置,点击在线-PLC 写入-勾选main,执行,然后PLC 重新上电。将程序导入PLC 学习机中,在MCGS 软件中选择进入运行环境-模拟运行,下载程序,按下启动按钮进行模拟,根据MCGS运行情况实时修改PLC程序,直观显示,方便调试。调试过程如图6。
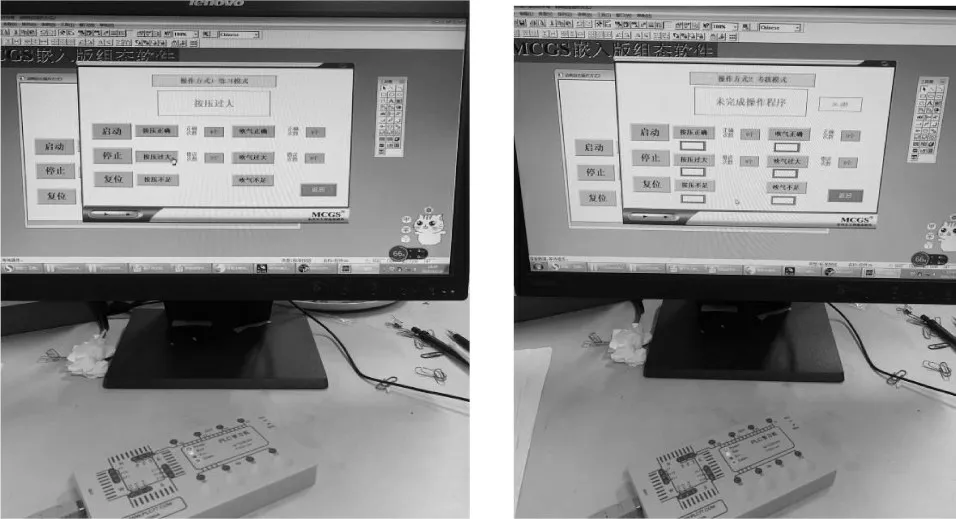
图6 模式1和模式2程序调试
1)模式1 启动程序。应用中间继电器自锁,停止和复位按钮常闭实现启动程序的断电功能。
2)模式1主程序。应用数据寄存器D记录按压正确次数,错误次数,吹气正确次数和错误次数。用INCP 指令完成每次按下按钮的计数。程序如图7。
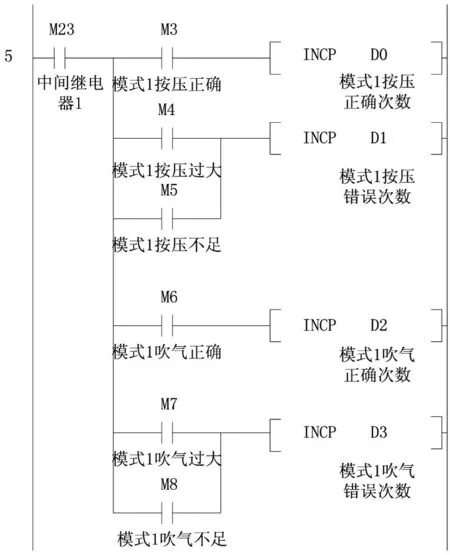
图7 模式1主程序
3)模式1复位程序。应用ZRST区间复位完成D0-D3复位。
4)模式2启动程序。应用积算定时器T250记录时间,当未达到设定值K360 时,其计数的当前值保留。数值传送至D4 数据寄存器中,在MCGS 软件中设备编辑窗口-通道处理,将D4通道处理设置如图8。
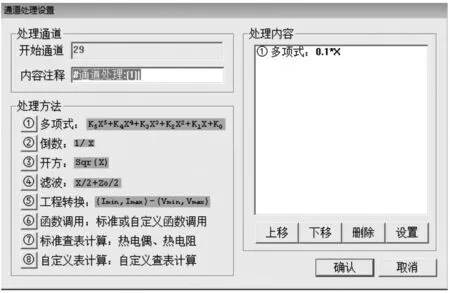
图8 D4通道处理
5)模式2主程序。其中请吹气和请按压连接的中间继电器M12和M13分别在MCGS软件中连接标签显示“请吹气”,“请按压”,设置可见度“对应图符可见”。程序如图9所示。
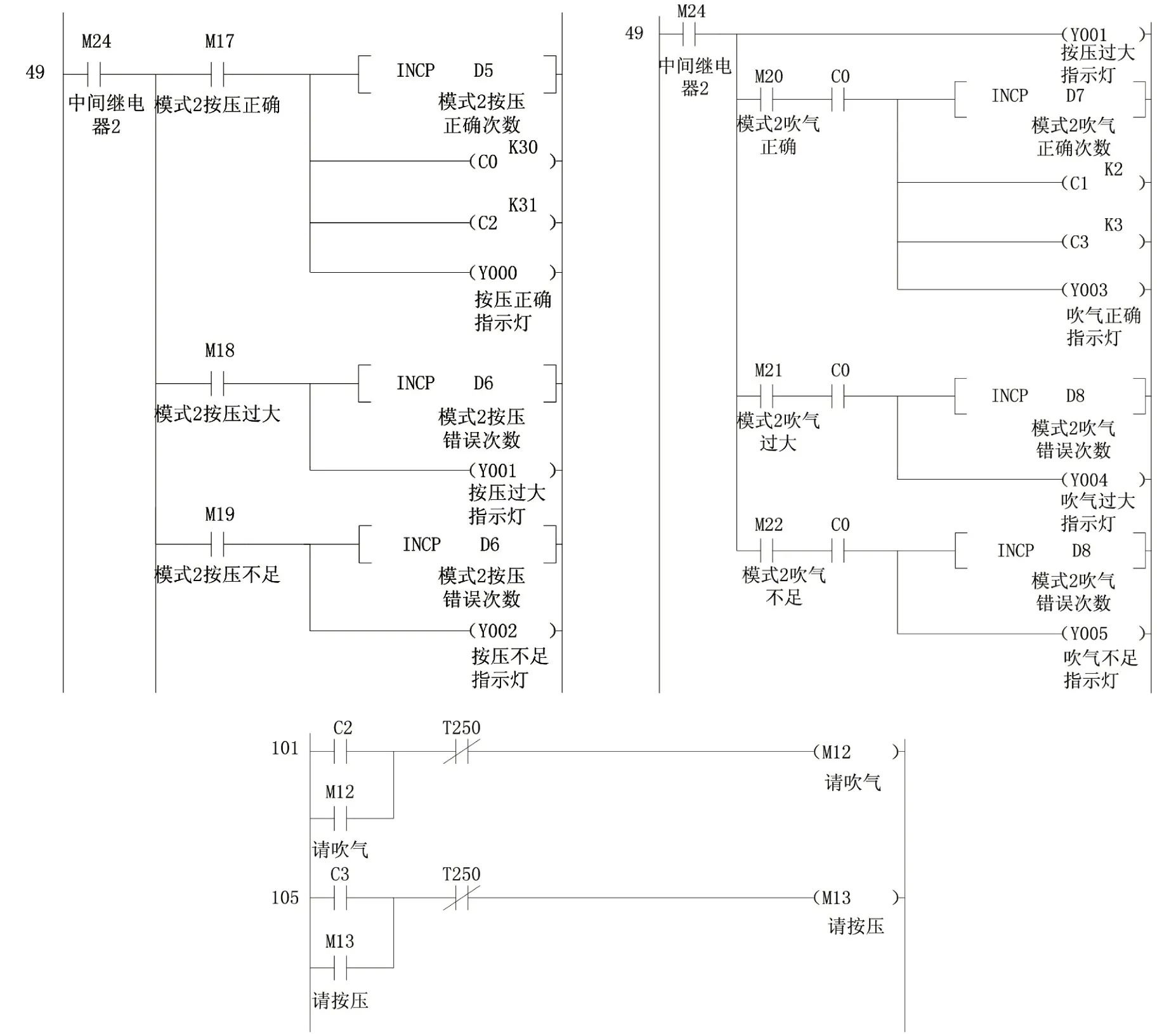
图9 操作方式2主程序
6)模式2 操作结束程序。应用比较指令CMP 实现按压和吹气动作做完,时间不到36s,MCGS 界面提示“操作结束”。程序如图10。
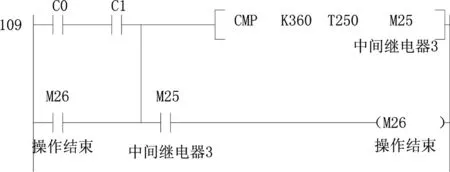
图10 模式2操作结束程序
7)模式2 未完成操作程序。同样应用比较指令,当按压和吹气次数都未达到要求,T250计时到,MCGS界面显示“未完成操作程序”。程序如图11。

图11 模式2未完成操作程序
8)模式2复位程序。与模式1复位程序相同。
4 结束语
基于PLC和MCGS的心肺复苏程序设计研究与探索提供了一种新的PLC 程序设计方法,即应用PLC 学习机和MCGS软件联动,实时监测组态界面状态,实时修改PLC程序,增强了编程的可视化,提高了编程的效率和正确性。后续研究主要完成传感器电压电流信号转换为数字信号,自制一个基于PLC和触摸屏的心肺复苏模拟人实训平台。
