关于延长耐磨管道使用寿命的探析
2022-09-27陈凡,陈忻
陈 凡,陈 忻
(浙江新安迈图有机硅有限责任公司,浙江杭州 311600)
0 引言
有机硅作为一种新型材料,具有有机物和无机物的双重特性,如耐高低温、电气绝缘、耐老化、耐臭氧、阻燃、憎水、无毒无味、耐腐蚀和生理惰性等一系列优异特性。因此,有机硅又被称做为“工业味精”,广泛应用于航空航天、电子电气、建筑、运输、化工、纺织、食品、轻工、医疗等行业。
目前,随着有数量和品种的持续增长和应用领域的不断拓宽,有机硅行业快速发展,其原料硅粉的需求也日益加大。有机硅生产过程中硅粉的输送,已成为行业的技术难点,而输送管道磨损、使用寿命等问题是其研究的核心。
1 问题及原因分析
硅粉输送基本上是气力输送,即通过气体带动硅粉,将其输送到目标设备。其输送方式属气固两相流动,因硅粉粒径大小、浓度不同,流动遵循气相流体力学规律,在管道磨损上表现出气力输送相同的特征。
管道磨损是一种常见现象,观察更换下的管道磨损部位,多发生在管道局部的异形处,如弯头、三通位置。直管段的磨损相对较轻,一般发生在管道的底部。
管道磨损是硅粉颗粒物对壁面的碰撞冲刷造成的,有相对运动就有磨损。管道的磨损与硅粉颗粒质量的大小、气体流速、硅粉颗粒碰撞、管道壁面的材料、摩擦因数等有关。管道的磨损其实是硅粉颗粒碰撞的积累。在原料硅粉、输送流速不能改变的情况下,能改变的只有管道壁面材料和结构。
2 改进措施
2.1 管道材料
(1)目前原料硅粉的输送普遍使用钢衬陶瓷(刚玉)管道(图1),其价格相对便宜,且抗磨损能力高,抗流体冲刷能力强。但在安装运行过程中不能敲击,冷热交替温差不能过大。

图1 钢衬陶瓷管
与传统的碳钢管、耐磨合金铸钢管等有着很大的区别,内衬陶瓷管外层是碳钢管,内部衬层是刚玉。内衬层的硬度高达维氏硬度100~1500 HV(洛氏硬度为90~98 HRC),相当于钨钴硬金,耐磨性比碳钢管高20 倍以上。钢衬陶瓷管的抗磨损主要靠内层几毫米厚的内衬刚玉层,其硬度仅次于金刚石和碳化硅,是所有氧化物中硬度最高的。
钢衬陶瓷耐磨管目前普遍采用自蔓延高温合成——离心法制造,从内到外分别由刚玉陶瓷、过渡层、碳钢这3 层组成,陶瓷层是在2200 ℃以上高温形成的致密刚玉瓷(Al2O3),通过过渡层同钢管形成牢固的结合。陶瓷管因充分发挥了钢管强度高、韧性好、耐冲击、焊接性能好以及刚玉瓷高硬度、高耐磨、耐蚀、耐热性好的特性,克服了钢管硬度低、耐磨性差以及陶瓷韧性差的缺陷。
由于钢衬陶瓷耐磨管外层是碳钢管,加之内层升温也不崩裂,可用直接焊接法兰进行连接,更利于有机硅行业的硅粉输送。
(2)部分管道采用内部喷涂,一般喷涂碳化钨,厚度约0.1 mm,即采用高温热源,使粉末材料熔化,高速喷涂到工作表面,形成具有特殊性能的涂层(图2)。

图2 内表面喷涂碳化钨
该喷涂工艺具有以下特点:①应用喷涂工艺,可以针对材料零件表面性能的不同需求,采用不同的材料,使喷涂后的零部件表面性能发生较大的转变;②可使零部件获得极好的耐磨防腐、耐热隔热、绝缘等基材不具备的特点,延长零部件的使用寿命;③在节省大量优质材料的同时,发挥出常规及其他特殊热处理后不可比拟的优良性能;④由于零部件能获得优越使用性能,可节省材料及零部件库存,大大降低停机率,提高经济效益。
此种喷涂工艺已在国内各行业广泛使用,但对于关键硅粉输送管道不一定很适用,因其厚度较低,喷涂受热易剥落,且性价比不高,此种方式用于机械零件效果较好。
(3)对于卸车、有称重要求的管道,可以使用陶瓷耐磨软管(图3)。其内表面采用特制的高铝陶瓷和高弹性、高强度的橡胶复合材料,是具有超耐磨性的橡胶软管,对干性磨损具有极为出色的耐磨耗性。

图3 陶瓷软管结构
但其对使用温度有严格要求,超过80 ℃不能使用。采用陶瓷珠式耐磨软管,相比于陶瓷板,陶瓷珠与橡胶管粘贴更加吻合,同时也消除了弯管碰撞时产生的咬边现象,降低损坏概率。
(4)对于特别重要的管道,目前采用内部喷涂TCC300 的管道,其具有超高的耐磨性以及耐热性(图4)。喷涂TCC300 管道工艺是在喷涂技术基础上改良,主要分为4 步完成:①混粉:将钨粉、镍粉、铬粉、硼粉及添加剂按比例混合;②制布:根据需求制成1 mm 的碳化钨布;③粘接:将制好的布粘接在预处理好的工件上;④烧结:放入真空炉高温(超过1100 ℃)烧结。

图4 内部喷涂TCC300
喷涂TCC300 管道的特点是具有高的耐磨性、抗冲击性,还有耐高温、可焊接等特点,解决了重要管道及零部件的耐磨以及可加工型,并为后续的维修提供可能(表1)。

表1 涂层性能
2.2 耐磨结构
根据使用经验以及磨损机理,在风速一定的情况下,硅粉颗粒在管道弯头改向后,离心力对弯头背部处壁面的磨损最大,对此处进行改进,以增强其耐磨性,提高管道使用寿命。
(1)增加弯头的曲率半径,改用大半径弯头,可有效提高其耐磨性(图5)。长半径弯头是指弯头的曲率半径为管子直径D 的1.5 倍以上,输送管的曲率半径越小,其阻力越大,耐磨性越差。因此对于硅粉输送而言,在安装空间足够的情况下,弯头部分一般采用大半径弯头,曲率半径根据安装空间选择大于3D 或者5D 的管道。

图5 大半径弯头
(2)增加弯头背面厚度,定向提高薄弱点厚度,提高其使用寿命(图6)。根据使用经验及磨损机理,输送管弯头背面是管道的薄弱点,最易磨损。因此,可以在薄弱点处定向增厚,从而提高管道使用寿命。

图6 局部加厚
(3)将弯头和三通改成球形弯头和三通,减少磨损,便于测量薄弱点的厚度,可及时进行预防性维修(图7)。

图7 球形弯头和三通
(4)对于特别重要的管道,可制作夹套管,其内部管道可使用钢衬陶瓷管或者内部喷涂TCC300 管道,外部采用碳钢管(图8)。

图8 夹套管处理
此方法一方面可有效提高耐磨性能,延长使用寿命。另外,在夹套管上安装压力表,可方便管道检查,进行预防性维修。此外,为防止特殊物料因为输送管磨穿而产生生产安全风险,可在夹套管内填充氮气,进行惰性气体保护。
3 耐磨管的维修
对于普通硅粉输送用的耐磨管,如果输送过程有磨穿泄漏,不能及时更换管道,可以采用堵漏胶棒封堵,另外以简易夹具固定即可堵漏(图9)。该方法制作简单、快速,用于压力较低的硅粉气体输送。但其有一定的局限性,不一定能完全封堵,不适用于有毒有害物料和易燃物料,另外在弯头、法兰根部等部位,也不能进行有效的堵漏。

图9 堵漏胶棒+夹具
对于关键部位的粉料输送的耐磨管,如果拆检过程中发现有磨损,又不能及时更换管道,可使用耐磨修补剂修补(图10)。耐磨修补剂由各类高性能耐磨、抗蚀材料(如陶瓷、碳化硅、金刚砂、钛合金)与改性增韧耐热树脂复合而成,可用于修复磨损失效的零件、管道等。该修补方式的优点:①耐磨性能优异,是一般金属的2 倍以上;②与各类金属基材有很高的结合强度;③施工工艺性好、固化无收缩;④固化后的材料有很高强度,方便、快捷。
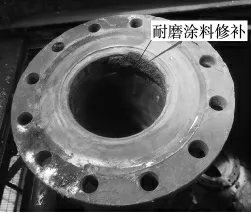
图10 耐磨修补剂修补
4 结语
硅粉输送管道磨损泄漏问题,给工厂的安全稳定运行造成重大隐患,管道维护工作量及维护成本较大,特别是随着管道使用的年限延长,对于安全生产形成极大挑战。对于硅粉输送管道,一方面需要延长管道的使用寿命,提高安全可靠性,减少维护成本,另一方面必须增强预防性维修的实施,增强其可检测、可预估、可观察的可能性,在磨穿之前进行预防性维修、更换。
