纯涤纶纱线中精梳涤纶纤维含量对机织物性能的影响
2022-09-26苏旭中刘梅城吉宜军
苏旭中, 陈 可, 刘梅城, 高 强, 吉宜军
(1.江南大学 生态纺织教育部重点实验室, 江苏 无锡 214122; 2.江苏工程职业技术学院,江苏 南通 226007;3.无锡高强特种纺织品有限公司,江苏 无锡 214003; 4.南通双弘纺织有限公司,江苏 海安 226661)
随着服装向着时尚、舒适、功能等多元化方向发展,人们对高品质面料的要求普遍提高[1]。由于涤纶纱具有粗细节少、强度高、弹性好等优良的特点,使得它在服用领域占比越来越高[2]。但涤纶织物存在布面易出现横档、柔软性差、透湿性差等问题,因而提高涤纶的服用性能变得十分重要。彭福建等[3]探讨了纤维、纱线性能及织物结构、后整理工艺对织物热湿舒适性的影响;陈彩云[4]研究了仿丝绸处理条件和织物参数对涤纶织物悬垂性的影响;石煜等[5]探讨了化学改性、等离子处理等改性方法对功能性涤纶织物的开发;熊知智等[6]研究了不同种类的涤纶仿真丝织物对起毛起球性能影响;邬淑芳等[7]研究了纤维、纱线及织物结构参数等因素对涤纶网络丝仿麻织物耐磨性的影响,并对树脂工艺参数进行优化实验;李亮等[8]研究了两种化合物通过循环浸渍层层自组装负载,改善了涤纶织物的抗静电性,从而制备了涤纶抗静电织物。但前述研究均是通过化学方法及控制某些因素来提高涤纶织物的服用性能,本文通过加入精梳工序,提高涤纶纤维的分离度、平行度及整齐度,并改善纱线品质质量,对于后道工序及织物的品质有着很大的影响[9]。实验在二并工序中采用条混工艺,普梳涤纶预并条与不同精梳纤维含量的涤纶条进行并合,细纱工序通过紧密纺技术制备14.8 tex纱线,并选择两种组织结构织造织物,以研究不同精梳涤纶纤维含量及组织结构对织物服用性能的影响,为开发高品质涤纶机织物提供参考依据。
1 实 验
1.1 纤维性能
涤纶短纤维(中国石化仪征化纤有限责任公司),规格为1.33 dtex×38 mm,断裂强度为5.78 cN/dtex,断裂伸长率为22.99%,超长率为0.2%。
1.2 纱线制备及性能
经过HC380H精梳机(河南昊昌精梳机械股份有限公司)对涤纶条进行精梳整理,而后采用条混工艺,将普梳涤纶预并条与不同精梳纤维含量的涤纶条进行并合,细纱工序通过紧密纺技术纺制14.8 tex机织用纱(细纱捻系数363),其中1#为普梳对照样。由表1可知,随着精梳纤维含量的增加,纱线的断裂强力呈现平缓上升的趋势、条干不匀率呈现下降的趋势,粗细节和棉结数量减少。这是由于精梳工序使得纤维的平行度、分离度及整齐度提高,减少了纤维之间的横向无序纠缠,使得纱线的均匀度和断裂强力得以改善[10]。
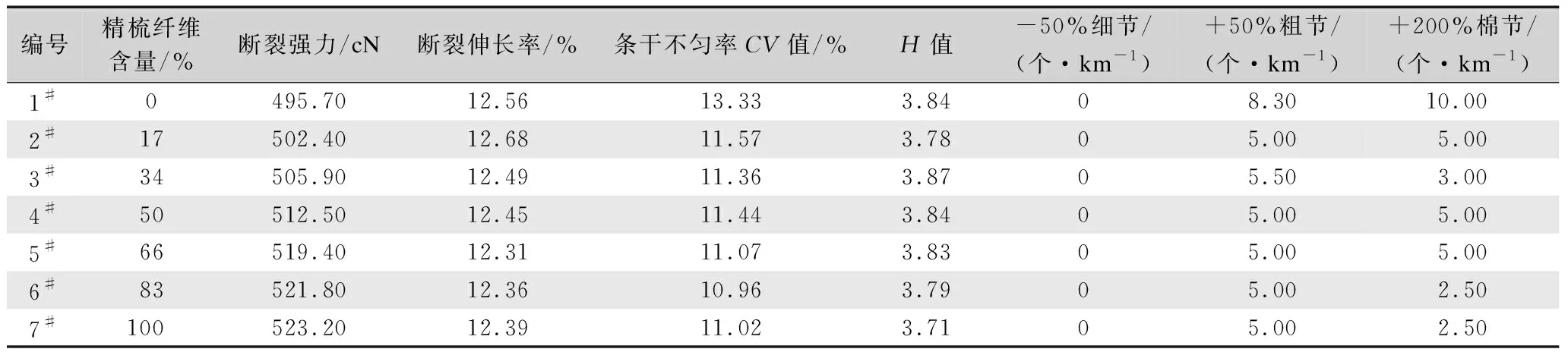
表1 纱线性能Tab.1 Yarn properties
1.3 织物规格
织造织物小样的实验设备为SGA598型全自动剑杆织样机(江阴市通源纺机有限公司),织物的有效幅宽设定为30 cm,长度为90 cm。为探究织物组织及精梳纤维含量对织物性能的影响,本文采用常见的平纹组织及2/1斜纹组织进行织物开发。两种织物使用同一台小样机进行织造,经纬密度均设定为471×314根/10 cm,经纬纱线密度均设定为14.8×14.8 tex。
1.4 测试仪器
YG601N-Ⅱ型电脑式织物透湿仪、YG 461E-Ⅲ全自动透气量仪、YG401G型织物平磨仪(宁波纺织仪器厂),HD026NS电子织物强力仪(南通宏大实验仪器有限公司),PhabrOmeter织物手感评价系统测试仪(美国欣赛宝科技公司)。
1.5 测试方法
1.5.1 织物的透湿性测试
依据GB/T 12704.1—2009《纺织品 织物透湿性试验方法 第1部分:吸湿法》测试织物的透湿性。设定透湿箱温度为(38±2) ℃,相对湿度(90±2)%,在布样上取3个直径为70 mm大小的试样。等透湿箱达到设定温度,将透湿杯水平放置试验箱内平衡。每个透湿杯测量时间不超过30 s,计算公式为:
(1)
式中:Δm为同一试样两次称量的质量差,g;S为实验面积,m2;t为实验时间,24 h。
1.5.2 织物的透气性测试
参照GB/T 5453—1997《纺织品 织物透气性的测定》测试织物的透气性。设置测试面积为20 cm2,测试压差100 Pa,同一织物的不同部位测试10次取平均值。
1.5.3 织物的起毛起球性能测试
依据GB/T 21196.4—2007《纺织品 马丁代尔法织物耐磨损性的测定 第4部分:外观变化的评定》对织物进行起毛起球测试。从布样上取38 mm的圆,设定压力位9 kPa,起毛起球2 000次。起毛起球后的织物依据视觉描述评级,1级最差,5级最好。
1.5.4 织物拉伸强力测试
依据GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》,测试织物的拉伸强力。设定拉伸速度100 mm/min,隔距200 mm。从织物的不同的经纬向中各裁取60 cm×300 cm,使用扯边纱条样法,将布样扯到标准宽度50 cm,测试5次结果取平均值。
1.5.5 织物撕破强力测试
参照GB/T 3917.2—2009《纺织品 织物撕破性能 第2部分:裤形试样(单缝)撕破强力的测定》对布样进行撕破测试。设置拉伸速度为100 mm/min,隔距长度为100 mm。单缝法为矩形长条,设定幅宽为50 cm×200 cm,每个试样从宽度的正中间剪开一条长100 mm的平行于长度方向的裂口,在距未切割端中间25 mm处标出撕裂终点。
1.5.6 织物风格测试
利用PhabrOmeter织物手感评价系统测试仪,测试织物的硬挺度、柔软度、光滑度,以及悬垂系数和折皱回复性。将试样裁剪成直径为113 mm的圆,对织物硬挺度、柔软度、光滑度进行测试。
2 织物性能分析
2.1 织物的透湿性
服用类织物首先要考虑其舒适性,舒适性影响着用户的选择,透湿性是检验舒适性的指标之一。由图1可知,两种织物的透湿量存在一定的差异,斜纹组织的交织点较平纹组织少,排列不紧密,当气流通过织物时提供的通道多,则斜纹织物的透湿量要比平纹织物的透湿量有所增加。另一方面,精梳纤维的含量对织物的透湿性有着一定的影响。随着精梳纤维含量的增加,纤维内的分离度及平行度提高,纱线表面的毛羽减少,空气通过织物的透湿量逐渐增加;精梳纤维含量在66%时,织物的透湿量最高。
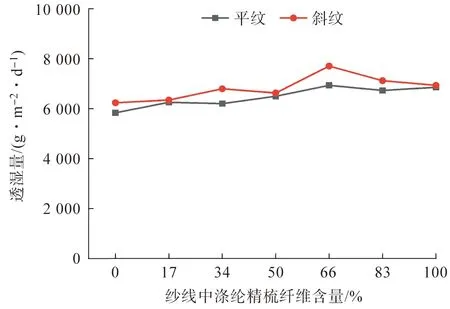
图1 织物的透湿性Fig.1 Moisture permeability of fabrics
2.2 织物的透气性
现在服装市场对织物舒适性要求越来越高,而透气性作为服装舒适性的重要指标之一,也备受关注。空气透过织物的主要途径有织物内纱线间孔隙、纱线内纤维间孔隙及纤维内部孔隙三种[11]。从表1可以看出,透气性随着精梳纤维含量增加而增加;与普梳织物相比,精梳纤维含量在66%以上的织物透气性明显增加。这是由于普梳织物的表面毛羽较多,阻碍空气透过织物,导致透气性能下降,而精梳含量的增加使得纱线间空隙增加,同时使纤维之间的分离度得到改善。另一方面,不同的组织结构对织物的透气性有着较大的影响。从图2可以看出,平纹织物和斜纹织物的透气质量指标有着明显的差异。由于斜纹织物的交织点少,使得织物间纱线的空隙增加,从而提高了织物的透气性。

图2 织物的透气性Fig.2 Air permeability of fabrics
2.3 织物拉伸断裂强力
织物的拉伸性能是织物品质评定的内容之一,影响着织物的加工性及服用性能。实验在控制纤维种类、纱线线密度及织物的经纬密度等因素一致的前提下,来观察精梳纤维含量及织物组织对织物拉伸性能的影响,结果如图3所示。一方面,随着精梳纤维含量的增加,织物经纬向的拉伸断裂强力逐渐增加,在精梳纤维含量66%时增加变缓;精梳纤维含量在66%时比全精梳的拉伸断裂强力高。含精梳纤维的织物的拉伸性能优于普梳织物的拉伸性能的原因在于精梳工序使得纤维之间的横向联系降低,大幅提高了织物的分离度与平行度,使得纱线在拉伸过程中,受力较普梳纱线均匀,从而含精梳纱线的织物拉伸断裂强力提高。另一方面,平纹织物较斜纹织物来说经纬交织次数多、浮长短,拉伸时经纬纱线间的切向滑动阻力大,所以拉伸断裂强力较高一些;经纬交织次数增加引起纱线屈曲增多,受力后,纱线由弯曲到伸直所产生的拉伸断裂强力也越大。在经向系统中,由于5 cm内纱线的根数较纬向系统多,使得织物的经向拉伸断裂强力比纬向拉伸断裂强力高。
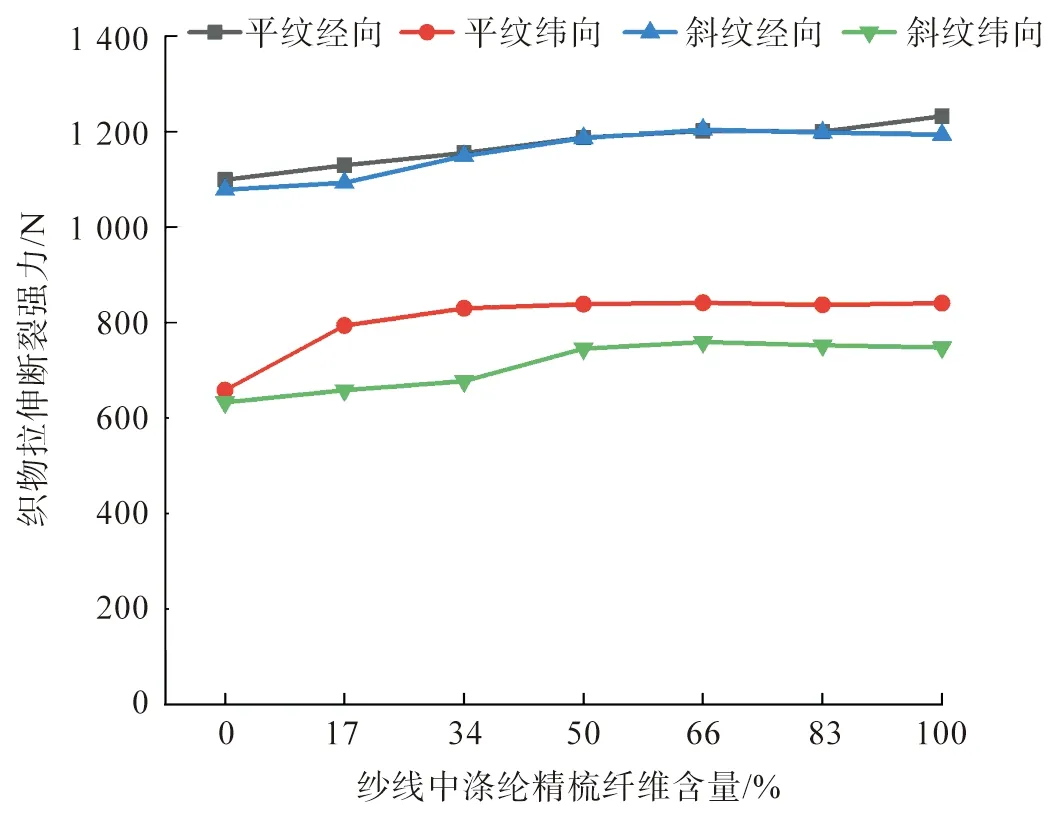
图3 织物拉伸断裂强力Fig.3 Tensile breaking strength of fabrics
2.4 织物撕破强力
织物在日常使用过程中会受到各种外力作用,某一部分受到集中负荷后,织物会产生撕破,故织物的撕破性是服用性能中的重要部分。

图4 织物撕破强力Fig.4 Fabric tearing strength
一方面,纱线的强力与织物的撕破性能呈现正比关系。从图4可知,随着精梳纤维含量的增加,织物的撕破强力也逐渐增加;精梳纤维含量在50%时两种织物的经向撕破强力最高。另一方面,织物组织对撕破性能有着一定的影响。从图4可知,斜纹织物的撕破强力比平纹织物的撕破强力高。这是由于斜纹织物的经纬交织次数少,织物的浮长线较长,纱线间的摩擦阻力小,在撕破过程中,纱线的滑移相对容易,受力三角形变大,使得撕破强力增加。织物的经纬密度对撕破性能也有一定的影响。由于织物经向密度比纬向密度大,在撕破过程中,纬向的受力三角形中的纱线根数多,从而织物纬向的撕破强力就会增加。
2.5 织物的起毛起球
服装在穿着和洗涤过程中,会经常受到揉搓和摩擦等外力作用,致使受力多的部位容易磨毛、起球,从而对织物的外观有着一定的影响。织物的起毛起球评定是服用性能的重要内容之一,经实验后的布样等级评定及状态描述见表2。一方面,纱线表面存在的毛羽数量影响着织物的起毛起球,随着精梳含量的增加,织物的起毛起球等级越高。这是由于精梳工序减少了纤维之间的联系,加大了分离度与整齐度,且降低了棉结的产生,在发生起毛起球过程中,由于纱线的毛羽数量及棉结减少,使得织物的起毛起球等级随着精梳纤维含量的增加而增加。另一方面,织物组织结构对其等级产生了一定的影响,在起毛起球过程中,平纹织物相比斜纹织物的起毛起球等级高。这是由于平纹织物的组织点交织次数较多,纱线与纱线之间束缚紧密,不易产生滑移,防止了起毛起球的产生。而斜纹织物组织点交织比较松散,在起毛起球过程中,纱线之间容易产生滑移,使得织物表面的毛羽之间相互纠缠形成毛球。

表2 织物起毛起球等级评定Tab.2 Evaluation of pilling and fuzzing grade of fabrics
2.6 织物的风格
织物风格的表征指标有硬挺度,光滑度及柔软度,这些指标可以表示织物某一性能[12]。与以往采用外观评定等主观判断比较,PhabrOmeter织物手感评价系统测试仪可以更加准确地表示出织物风格特征。从图5可知,涤纶精梳纤维含量在66%以上的织物各项指标差异不明显。在平纹织物中,精梳纤维含量66%的织物硬挺度最好,精梳纤维含量83%的织物柔软度最好,精梳纤维含量100%的织物光滑度最好。在斜纹织物中,精梳纤维含量100%的织物硬挺度最好,精梳纤维含量66%的织物柔软度最好,精梳纤维含量83%的织物光滑度最好。

图5 织物的手感风格Fig.5 Feel style of fabrics
由于精梳工序使得纤维之间的分离度及平行度提高,减少了纤维的横向联系,织物在受力时纤维之间受力较均匀,能够承受较大的外力,所以精梳织物的硬挺度好;精梳工序使得织物的压缩回弹性提高,从而织物变得越加柔软,柔软度提高;精梳工序排除了梳棉过程中无法清除的50%的棉结及短纤维,使织物的条干均匀度得以改善,从而明显地提高了织物的平整度及光滑度。
3 结 论
在控制其他因素不变的情况下,观察纯涤纶纱线中精梳涤纶纤维含量及组织结构对织物服用性能的影响。通过测试透湿透气性、拉伸性能,以及撕裂性能、起毛起球和风格测试,可以得出结论如下:
1) 随着精梳纤维含量的增加,织物的透湿性提高,精梳纤维含量在66%时透湿性最好,且斜纹织物的透湿性优于平纹织物的透湿性。
2) 与普梳织物相比,含精梳纤维的织物透气性好;斜纹织物的交织点少,空气通过织物的通道变多,平纹织物的透气性较好。
3) 精梳工序使得纤维的分离度提高,使得纤维之间的横向联系少,所以随着精梳纤维含量的增加,织物拉伸断裂强力增加;经向拉伸断裂强力比纬向拉伸断裂强力高;平纹织物的拉伸性能优于斜纹织物的拉伸性能。
4) 精梳纤维含量在50%时两种织物的经向撕破强力最高;纬向的撕破强力比经向撕破强力高;斜纹织物的撕破强力比平纹织物的撕破强力高。
5) 精梳工序的加入使得纱线的条干均匀度增加,从而织物的起毛起球等级提高;平纹织物相比斜纹织物的起毛起球等级高。
6) 精梳织物与普梳织物相比,织物风格的各项指标明显提高,综合两种织物的三种风格指标,精梳纤维含量在66%时织物更加柔软光滑。
综上所述,精梳织物与普梳织物相比,织物的舒适性、强力及柔软度、光滑度更好;精梳纤维比重在66%时的织物撕裂强力、拉伸断裂强力、起毛起球、透气性及透气性和风格等质量指标与采用全精梳纱线生产的两种机织物质量指标差别不大;斜纹织物的结构特征使织物的透湿透气及撕裂性能较好,平纹织物拉伸性能和起毛起球性能优于斜纹织物。

《丝绸》官网下载

中国知网下载
