水陆两栖飞机防腐蚀密封设计
2022-09-22黄静张健
黄静,张健
(1.结构腐蚀防护与控制航空科技重点实验室,荆门 448035; 2.中国特种飞行器研究所,荆门 448035)
绪论
水陆两栖飞机服役在高温、高湿、高盐雾的海洋环境,腐蚀环境极为恶劣。提高其在海洋环境(高温、高湿、高盐雾等)下的腐蚀防护能力是延长飞机使用寿命的关键。
本文将主要针对水陆两栖飞机机体结构的防腐蚀密封设计进行研究,开展全机结构腐蚀环境分区、并根据分区进行密封设计,目的是力求提升飞机的抗腐蚀性能,避免湿气和腐蚀介质等从缝隙侵入,提升飞机的使用寿命,保证飞机的使用安全性和可靠性,降低维护成本。
1 环境分区
根据水陆两栖飞机的使用环境,对全机结构进行了环境分区,环境分区见图1和表1。

表1 环境分区

图1 环境分区示意图
2 防腐蚀密封设计一般要求
防腐蚀密封设计的一般要求:
1)密封剂的涂覆不能堵塞排水通道;
2)与托板螺母配合的螺栓:口盖部位使用润滑脂进行湿装配,其余部位使用密封剂进行湿装配;
3)零件间使用橡胶垫、密封带/垫的部位不进行贴合面密封;
4)填角密封、缝隙密封不得影响周边零件的装配;
5)当填角密封搭接到零件表面的密封剂影响后续装配时,填角密封的密封剂高度与零件的顶部平齐;
6)零件之间搭接/对接产生的间隙需进行缝隙密封;
7)有相对运动的部位涂润滑脂;
8)抽钉安装后的下陷,使用密封剂填至与结构平齐后,涂与结构相同的漆层;
9)蒙皮内部的对接带板/对接长桁边缘,蒙皮开口边缘使用密封剂进行边缘密封;
10)贴合面密封胶需挤出贴合面边缘,如无密封胶挤出,需补做边缘填角密封;
11)贴合面若存在空穴、间隙、下陷、表面缺陷,使用密封剂进行预先空穴填充;
12)钛合金与钛合金之间不需要密封。
3 密封材料的选用
3.1 选用原则
密封材料的选用应根据结构密封部位的密封要求、密封结构的工作性质、密封目的、使用环境温度、密封材料活性期、使用经验及使用的广泛程度慎重加以选择,选择的材料应具有最佳综合性能。
1)应选用已在航空业正式使用或在波音、空客等飞机上正式使用的密封材料。
2)选用的密封剂应有较宽的涂敷和施工温度、湿度范围;
3)使用环境在(-60~130)℃范围内的部位,应选聚硫橡胶密封剂;使用环境在130 ℃以上的部位,应选有机硅类密封剂;
4)经常拆卸的部位应选择底粘附力的密封剂。
3.2 选用方案
密封材料选用清单见表2。

表2 密封材料
4 密封工艺
防腐蚀密封工艺形式主要包括结构密封和紧固件密封装配。其中结构装配包括贴合面密封、填角密封、缝隙密封等。紧固件密封装配包括:永久连接紧固件、可拆卸紧固件、密封铆接等。通过零件结构进行电搭接的,导电连接部位不可涂密封剂,装配后在零部件的贴合面边缘做填角密封;通过搭铁线进行电搭接的,安装后,连接搭铁线的紧固件使用密封剂封包。
4.1 结构密封
1)贴合面密封
贴合面密封是指在零件配合表面施加密封剂,是结构防腐蚀密封的主要方法,贴合面密封要求零件连接后周边有连续可见的密封剂挤出。
贴合面的工艺要求如下:
①贴合面密封剂涂敷厚度一般控制在(0.3~0.5)mm之间。对于弧形配合面一般为(0.5~0.8)mm,接头与骨架间一般为(0.8~1.0)mm。若涂过多的密封剂,装配后不能保证达到规程要求的连续胶珠;
②贴合面密封装配后应保证沿贴合面缝隙有少量密封剂连续挤出,并可修整成光滑的填角密封。在密封剂施工期内将结构安装结束后,将贴合面周缘挤压出的多余密封剂整形为小的填角密封,见图2。
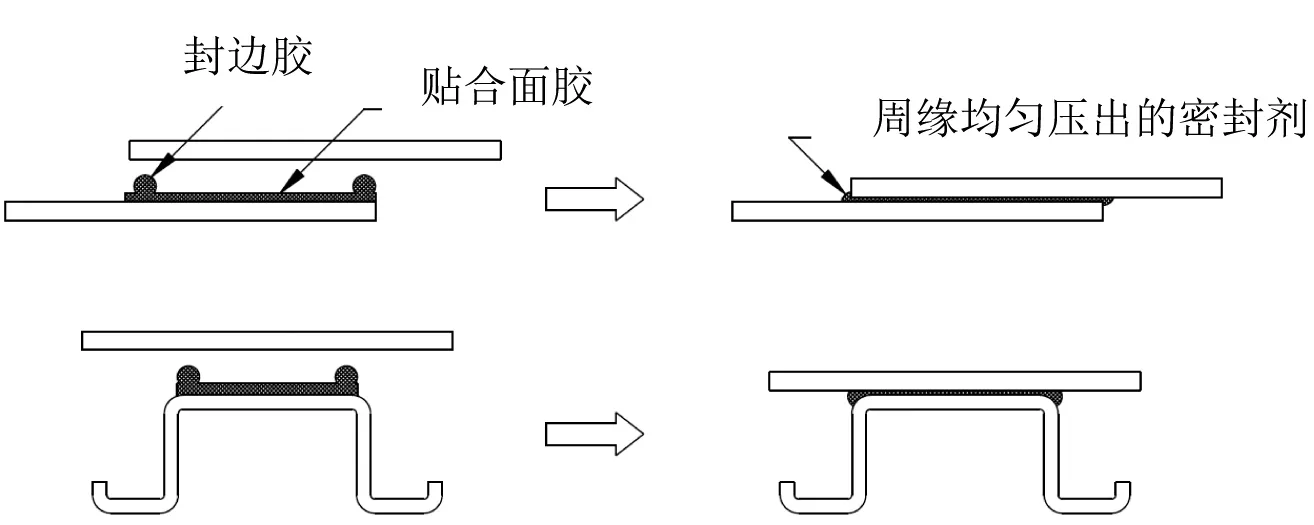
图2 贴合面密封示意图
2)填角密封
填角密封是在零件贴合面边缘施加密封剂,经过整形而形成一个连续的波纹状密封剂涂层的密封类型,工艺要求如下:
①填角密封应使用保护性胶带,保证填角密封的形状与尺寸要求;
②涂完胶后,应在密封剂的使用期限内,将填角整形到要求的外形,密封剂必须与结构表面保持连续接触;
③填角密封示意图见图3,填角密封尺寸要求见表3。

表3 填角密封(缝外密封)形状及尺寸要求
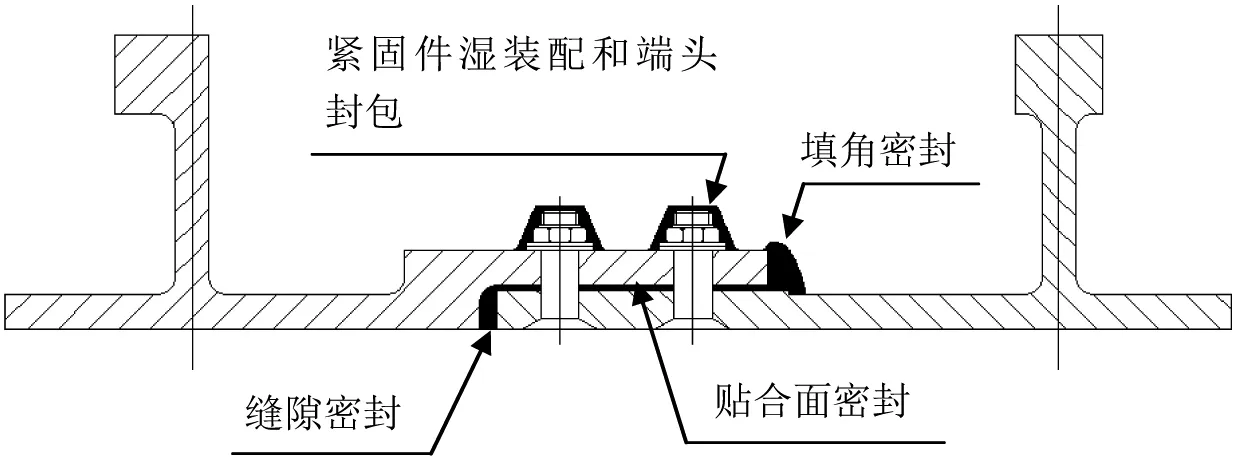
图3 填角密封示意
3)缝隙密封
缝隙密封用于结构对接缝隙的填充密封,防止缝隙积水、并助结构形成良好的气动外形。
4.2 紧固件密封装配
是指在紧固件杆与孔壁之间涂上密封剂后,消除紧固件与孔壁之间缝隙。所有紧固件需要使用密封剂进行湿装配。
4.2.1 永久连接紧固件
1)干涉配合紧固件
①对于埋头紧固件,装配之前在安装孔两端或紧固件头部下涂密封剂,或用密封胶覆盖整个埋头窝;
②对于凸头紧固件,在紧固件的头下涂密封胶,或在孔周围的结构件表面涂密封胶,确保紧固件头和结构之间密封胶的挤出物连续,见图4。

图4 干涉配合紧固件安装示意图
2)间隙配合紧固件
①先在安装孔内或紧固件光杆部分(不包括螺纹区域)涂密封剂,再将紧固件插入紧固件孔内装配。如果需要使用垫片,在垫片两面再涂一层密封剂,见图5所示。安装结束时,应确保密封剂从紧固件头部周缘被连续挤出。若不连续,重复上述安装工艺;
②对于埋头紧固件,沿紧固件头部周缘被均匀挤压出来的密封剂,应该与紧固件头部或者结构表面平齐;
③对于凸头紧固件,沿紧固件头部周缘被均匀挤压出来的密封剂,不得超过紧固件头部高度的一半。
3)紧固件封包
紧固件封包处理是将紧固件端头用密封剂完全覆盖,形式见图6。

图6 螺栓封包示意图
4.2.2 可拆卸紧固件
可拆卸紧固件是指在大修周期内,维护检查过程中需要拆卸的紧固件。可拆卸紧固件可选用液态密封剂或润滑脂装配,即起到密封、防止腐蚀介质侵入,又便于维护维修时的拆装。穿过蒙皮、外部结构的可拆卸紧固件,位于类外部结构区域的内部可拆卸紧固件,以及异种材料连接的可拆卸紧固件,可按图5所示,将液态密封剂或润滑脂涂于安装孔内或螺栓、螺钉光杆部分,然后安装紧固件。

图5 紧固件安装示意图
4.2.3 密封铆接
密封铆接指在铆钉杆与铆钉孔壁之间涂上密封剂,消除铆钉与孔壁之间的细小缝隙,形式见图7。

图7 密封铆接示意
5 防腐蚀密封详细设计示例
5.1 发动机短舱前环(高温密封区)
短舱前环主要由前缘蒙皮、内蒙皮、外蒙皮、横向隔框、纵向隔板和长桁组成,示意图见图8。

图8 短舱前环结构示意图
1)贴合面密封
以下部位先涂DC-1200 OS底胶再涂90-006-2RF高温密封剂进行贴合面密封,包含但不仅限于:所有永久性贴合面。
2)填角密封
无
3)紧固件湿装配
以下紧固件涂90-006-2RF高温密封剂进行湿装配,包含但不仅限于:非活动部位紧固件。
4)紧固件封包
以下紧固件先涂DC-1200 OS底胶再涂90-006-2RF高温密封剂进行封包,包含但不仅限于:非活动部位的非铝合金紧固件。
5.2 10框-20框顶部壁板(气密区)
10-20框顶部壁板位于气密区,示意图见图9。

图9 10框-20框顶部壁板
1)贴合面密封
以下部位涂MC780-C类密封剂进行贴合面密封,包含但不仅限于:
①蒙皮与蒙皮、长桁、框、带板、天线垫片、天线连接支架、防甩冰板密封条、托板螺母连接板、连接角材接触面;
②长桁与长桁接头、角片、托板螺母连接板、天线连接支架接触面;
③框与带板、角片、角材接触面。
2)填角密封
无
3)缝隙密封
无
4)紧固件湿装配
所有紧固件(蒙皮上参与电搭接铆钉除外)MC780-C类密封剂进行湿装配。
5)紧固件封包
以下紧固件(与蒙皮连接的紧固件仅蒙皮内侧)涂MC780-B类密封剂进行封包,包含但不仅限于:
①非铝合金紧固件。
②蒙皮上参与电搭接铆钉墩头。
5.3 1框-7框单龙骨梁(水密区)
1框-7框单龙骨梁位于机头船底,属于水密区,示意图见图10。
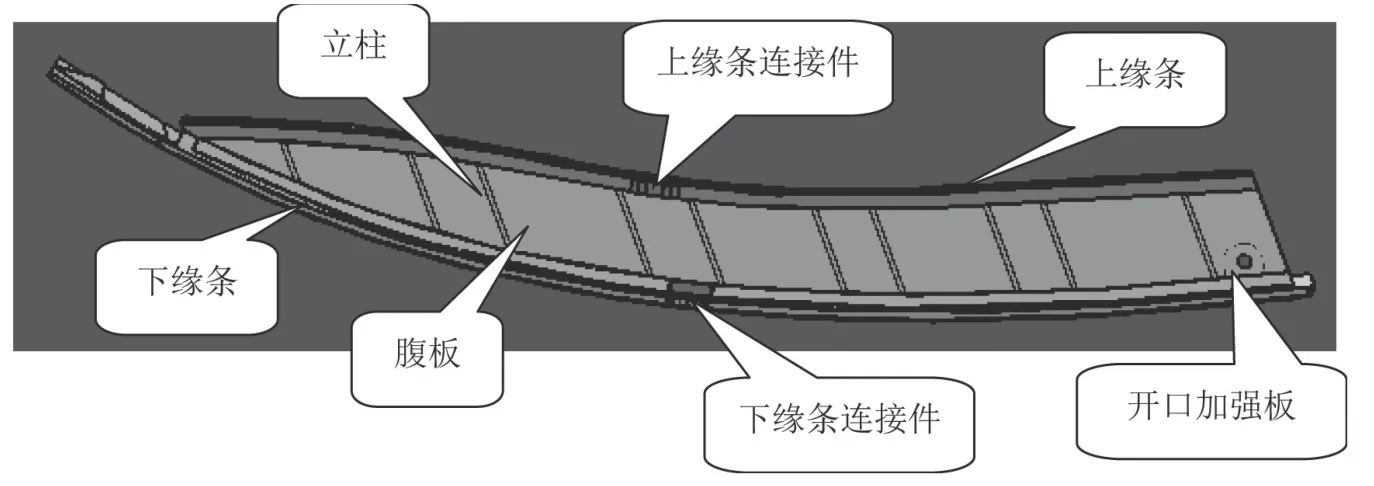
图10 1框-7框单龙骨梁
1)贴合面密封
以下部位涂MC780-C类密封剂进行贴合面密封,包含但不仅限于:
①腹板与上缘条、下缘条、立柱、开口加强板接触面;②上缘条与上缘条连接件接触面;
③下缘条与下缘条连接件、放水阀阀体接触面。
2)填角密封
以下部位先刷涂一层MC780-A,待表面干后再涂一层MC780-B类密封剂进行填角密封,包含但不仅限于:
①腹板与上缘条、下缘条、立柱、开口加强板接触面边缘;
②上缘条与上缘条连接件接触面边缘;
③下缘条与下缘条连接件、放水阀阀体接触面边缘。
3)缝隙密封
以下部位涂MC780-B类密封剂进行缝隙密封,包含但不仅限于:无。
4)紧固件湿装配
所有紧固件涂MC780-C类密封剂进行湿装配。
5)紧固件封包
以下紧固件(与蒙皮连接的紧固件仅蒙皮内侧)涂MC780-B类密封剂进行封包,包含但不仅限于:非铝合金紧固件。
5.4 水平安定面-外侧右前缘(防腐蚀密封区)
水平安定面-外侧右前缘位于平尾,属于防腐蚀密封区,示意图见图11。

图11 水平安定面-外侧右前缘
1)贴合面密封
以下部位涂MC780-C类密封剂进行贴合面密封,包含但不仅限于:蒙皮与肋、鸟撞隔板、加强长桁、连接T型材、加强垫板、对接带板之间的贴合面;
①肋与鸟撞隔板、加强长桁、连接T型材角片、连接T型材、加强垫板、对接带板之间贴合面;
②加强角材与肋、鸟撞隔板之间的贴合面;
③T型材连接角片与长桁、连接T型材之间的贴合面;
④托板螺母与对接带板之间的贴合面;
⑤其他固定连接的零件之间的非电搭接贴合面。
2)填角密封
无。
3)缝隙密封
以下部位缝隙涂MC780-B类密封剂进行缝隙密封:蒙皮之间的对接缝隙。
4)紧固件湿装配
以下固定连接的紧固件MC780-C类密封剂进行湿装配,包含但不限于:
①蒙皮与肋、鸟撞隔板、加强长桁、连接T型材、加强垫板、对接带板之间的连接紧固件;
②肋与鸟撞隔板、加强长桁、T型材连接角片、连接T型材、加强垫板、对接带板之间的连接紧固件;
③加强角材与肋、鸟撞隔板之间的连接紧固件;
④T型材连接角片与长桁、连接T型材之间的连接紧固件;
⑤托板螺母的安装铆钉、连接螺栓;
⑥其它固定连接的紧固件。
5)紧固件封包
以下紧固件两端涂MC780-B类密封剂进行封包:
所有固定连接的非铝合金紧固件(穿透蒙皮的非铝合金紧固件,仅在内部一侧进行封包)。
5.5 机翼右12肋(油密区)
机翼右13肋位于右机翼盒段内,在油箱内部,属于油密封区,示意图见图12。

图12 机翼右13肋
1)贴合面密封
以下部位涂PR-1782 -C类密封剂进行贴合面密封,包含但不限于:
①壁板长桁连接角材与长桁之间贴合面;
②壁板长桁连接角材与肋主体之间贴合面;
③肋主体与壁板、梁之间贴合面。
2)填角密封
以下部位先刷涂一层PR-1782-A密封剂,待表面干后再涂一层PR-1782-B类密封剂进行填角密封,包含但不限于:肋主体与壁板、梁之间贴合面边缘。
3)缝隙密封
无。
4)紧固件湿装配
所有紧固件(电搭接紧固件除外)涂PR-1782-C类密封剂进行湿装配。
5)紧固件封包
穿过上下壁板及前后梁的紧固件涂PR-1782-B类密封剂进行封包;
所有非铝合金紧固件涂PR-1782-B类密封剂进行封包。
6 结语
本文规定了水陆两栖飞机结构防腐蚀密封设计要求,密封示例在每个环境分区各选取了一个组件进行详细密封,可作为工艺人员编写工艺指令和装配人员进行密封施工的依据。由于水陆两栖飞机需要在海洋环境下服役,本文是按照海洋腐蚀腐蚀环境进行密封设计,因此本文也可作为舰载机密封设计时的参考。