铁路道岔打磨技术装备现状与应用分析
2022-09-21贾军
贾军
(中国神华能源股份有限公司 轨道机械化维护分公司,天津 300467)
0 引言
道岔是铁路的咽喉,也是铁路线路中最薄弱的环节,道岔的质量状态对运输效率和行车安全有着重要影响。实践证明,道岔打磨是钢轨病害预防和修理的有效手段,可显著改善道岔质量,从而延长道岔使用寿命、提高车辆运行平稳性[1]。
近年来,我国铁路道岔打磨从引进国外原始技术到实现装备国产化,已取得显著成果,有效地解决了铁路道岔大部分区域的打磨作业问题[2-4]。但是,由于我国高速、重载铁路运输繁忙,线路维修天窗时间有限,道岔结构复杂,仅能满足高速铁路道岔直股打磨作业需求,而道岔曲股、尖轨、岔心等区域成为作业盲区,且无法兼顾普速、重载铁路。因此,从道岔打磨的技术标准、装备特点、工艺方法等方面,对我国铁路道岔打磨技术现状和应用情况进行研究。
1 验收标准与技术规范
我国铁路道岔主要分为普速、高速、重载等技术体系,经过多年研究和经验积累,逐步形成相应的道岔打磨验收标准与技术规范。中国国家铁路集团有限公司(简称国铁集团)发布的《普速铁路钢轨打磨指导意见》(运工线路函〔2014〕227号)[5]、《高速铁路钢轨打磨管理办法》(铁总运〔2014〕357号)[6]是我国普速、高速铁路道岔打磨作业的主要指导性文件;铁道行业标准TB/T 2658.22—2010《工务作业第22部分:钢轨、道岔打磨车作业》[7]、国铁集团企业标准Q/CR 681—2018《高速铁路钢轨与道岔大型机械打磨验收技术规范》[8]对道岔打磨车的作业条件和高速铁路道岔打磨作业后的验收标准进行了规范;重载铁路道岔打磨暂无专门的技术规范,主要参照上述管理文件和标准执行。
2 打磨策略
根据打磨策略的不同,道岔打磨可分为以下3种类型:
(1)预打磨。对铺设上道的新轨进行打磨,去除轨面脱碳层、消除轨面缺陷,形成新的轨头廓形[9]。
(2)预防性打磨。对钢轨进行周期性打磨,预防或阻止滚动接触疲劳、波浪磨耗等病害的产生和进一步发展。
(3)修理性打磨。对已产生较严重损伤和缺陷的道岔进行病害消除,修正轨头廓形[10]。
目前,普速、高速和重载铁路道岔均以预防性打磨为主、修理性打磨为辅。高速铁路道岔正在发展控制噪声打磨的策略,即通过消除如波磨等细小不平顺,控制钢轨表面粗糙度,改善轮轨接触关系,进而降低噪声水平。
3 技术装备
根据打磨技术原理的不同,打磨技术可分为砂轮端面打磨技术、砂轮周面打磨技术、铣磨复合打磨技术、砂带打磨技术等[11]。在道岔打磨作业中,砂轮端面打磨技术装备应用最广泛,而砂轮周面打磨技术装备的应用在我国尚处于摸索、尝试运用阶段。
3.1 砂轮端面打磨技术装备
3.1.1 大型道岔打磨车
大型道岔打磨车是我国道岔打磨的主力车型,具有高速自运行和作业走行功能,符合我国铁路“集中修”和“天窗”作业模式。该车型利用高速旋转的砂轮对钢轨轨头进行磨削,可实现岔区新钢轨的预打磨,去除表面锈蚀、氧化皮等;可实现岔区在役轨的修理性打磨,消除磨耗、裂纹、肥边等损伤,恢复岔区钢轨的轨头廓形。
大型道岔打磨车主要以金鹰重型工程机械股份有限公司的CMC-20型道岔打磨车(见图1)、美国哈斯科公司(Harsco Corporation)的RGH20C型道岔打磨车为代表。CMC-20型道岔打磨车是RGH20C型道岔打磨车的国产化车型,2种车的结构、功能基本一致。CMC-20型道岔打磨车共有20个打磨单元。其中,杯形砂轮打磨头16个,砂轮直径为152 mm;碟形砂轮打磨头4个,砂轮直径为280 mm;各打磨头角度调整范围为内侧75°~外侧45°。

图1 CMC-20型道岔打磨车
3.1.2 中型道岔打磨车
中型道岔打磨车介于大型与小型机械之间,具有作业自走行功能,主要适用于工务临修时的道岔修理性打磨作业。
中型道岔打磨车主要以德国L&S公司(Luddeneit und Scherf Gmbh)的LRGM型钢轨道岔打磨车(见图2)、哈尔滨哈铁装备制造有限公司的GMC-12-Ⅱ型钢轨打磨车为代表。该车型无高速自运行功能,需要通过吊装或专用的储运及上下道一体集装箱上下轨道作业,由轨道车牵引平车进行运输。LRGM型钢轨道岔打磨车装有6组可独立调整的磨石装置。其中,杯形磨石4组、碟形磨石2组;打磨速度0.6~4.0 km/h,自走行速度最高10 km/h。
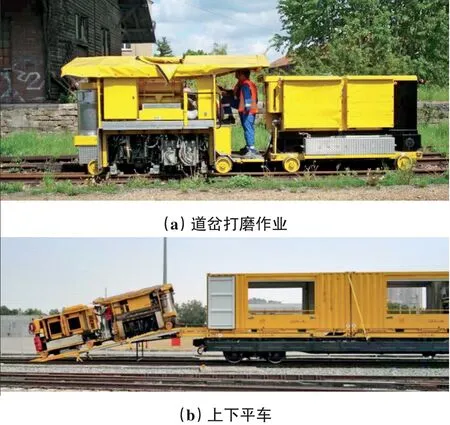
图2 LRGM型钢轨道岔打磨车
3.1.3 道岔打磨小机
道岔打磨小机是由单个独立操作的磨石装置实现道岔打磨的小型机具,通过横移、打磨角度调整、进给等,实现钢轨预防性和修理性打磨,主要包括用于消除钢轨顶面鱼鳞纹和肥边的道岔顶面打磨机、用于道岔侧边打磨的道岔打磨机。道岔打磨小机可作为大型道岔打磨车作业后的补充打磨装备,也可通过组合打磨方式独立进行道岔的预防性打磨和修理性打磨。
道岔打磨小机主要以德国罗贝尔公司(Robel Bahnbaumaschinen)的MV3型垂直钢轨打磨机、法国吉斯马公司(Geismar)的MC3型道岔打磨机为代表(见图3)。
(1)MV3型垂直钢轨打磨机。采用杯形砂轮打磨头,主要用于打磨道岔轨顶面鱼鳞纹和肥边;动力采用汽油机,功率5 kW;砂轮直径150 mm,砂轮转速4 100 r/min。
(2)MC3型道岔打磨机。采用碟形砂轮打磨头,主要用于打磨钢轨和道岔侧边,可打磨道岔的尖轨、辙叉和护轨区域;动力采用汽油机,功率4 kW;砂轮直径254 mm,砂轮转速3 600 r/min。
3.1.4 仿形打磨小机
仿形打磨小机主要适用于对大型道岔打磨车作业盲区进行补充打磨,其工作原理是通过导向仿形轮和钢轨的接触点与砂轮端面和钢轨的接触点保持在同一条直线上,确保砂轮触点仿形打磨。仿形打磨机的打磨精度和廓形质量,主要通过操作人员根据经验观察打磨火花大小、调整每遍的打磨进给量进行控制。
仿形打磨小机主要以法国吉斯马公司(Geismar)的MP12型仿形打磨机、MP23型仿形打磨机为代表(见图4)。

图4 仿形打磨小机
(1)MP12型仿形打磨机。为一体式仿形打磨机,用于道岔区翼轨打磨。其打磨头与支撑机架刚性连接,打磨作业时需要通过人工翻转整个机架来实现仿形打磨。
(2)MP23型仿形打磨机。为动力分离式仿形打磨机,用于道岔心轨打磨。其打磨头机架与支撑机架可分离,作业时仅需翻转磨头机架,并通过手动定量进给控制打磨量。
3.2 砂轮周面打磨技术装备
3.2.1 钢轨快速打磨车
钢轨快速打磨车采用砂轮被动式圆周打磨原理,可在运行中对铁路线路钢轨进行快速打磨作业。该车型不受“天窗”时间限制,且不改变钢轨原始廓形,能够消除钢轨疲劳层,适用于钢轨预打磨和预防性打磨作业。
钢轨快速打磨车主要以德国福斯罗(Vossloh)公司的HSG型高速打磨列车、中国铁建高新装备股份有限公司的KGM-80Ⅱ型钢轨快速打磨车为代表(见图5)。钢轨快速打磨车的打磨作业速度为60~80 km/h,其作业速度决定磨石的转速,不会因温度过高而使钢轨发蓝。由于其作业速度快,为避免损伤尖轨和岔心,目前我国仅用于进行线路钢轨打磨,在道岔区域“过而不打”。

图5 KGM-80Ⅱ型钢轨快速打磨车
3.2.2 砂轮圆周曲面打磨车
砂轮圆周曲面打磨车采用几组不同的砂轮圆周曲面包络钢轨断面轮廓进行打磨修正,保证钢轨修复后各段圆弧面的特征,并且与相邻圆弧面有良好过渡。该车型能够完好地修复和保持钢轨廓形断面的连续曲线特征,不会形成传统砂轮端面打磨留下的小平面。
砂轮圆周曲面打磨车以意大利Mecno服务公司(Mecno Service)的MS12S-ASG型打磨车为代表(见图6),其打磨模块有2种类型:一是双磨头联动的常规模块,二是单磨头的Beveling模块。2种模块均可通过调节,对道岔不同区域进行打磨。一般来说,常规模块用于打磨波磨、Beveling模块用于打磨轨距角病害。砂轮圆周曲面打磨车适用于道岔预打磨、预防性打磨、修理性打磨,尤其对于道岔的修理性打磨,较传统砂轮端面打磨具有较大优势。
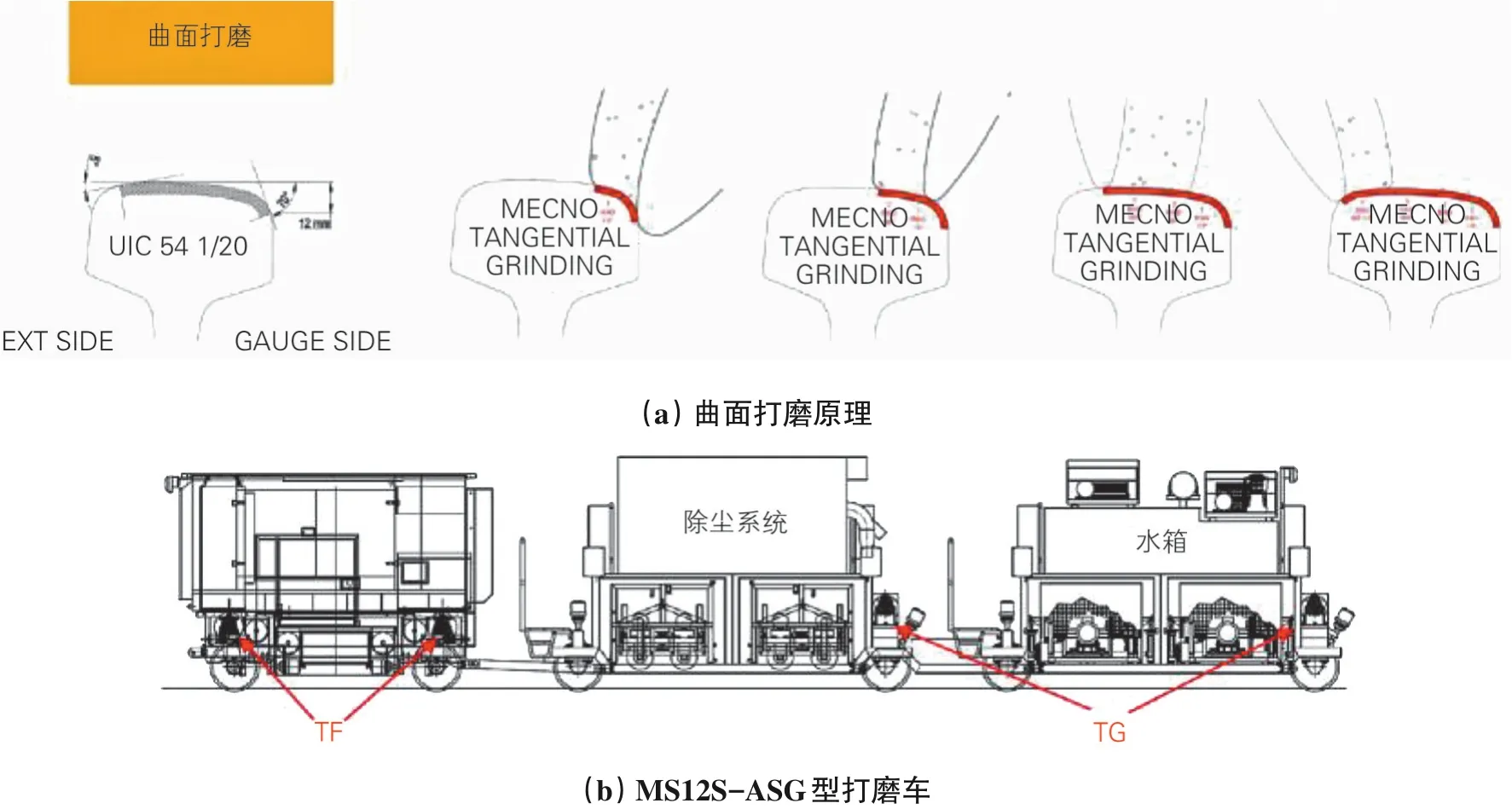
图6 砂轮圆周曲面打磨车
3.3 装备性能对比
各类型打磨技术装备性能对比见表1。

表1 各类型打磨技术装备性能对比
4 作业模式与工艺
4.1 大机、小机结合作业
目前,我国铁路道岔打磨主要采用“大机打磨为主,小机打磨为辅,大机、小机打磨相结合”的作业方式[12]。道岔打磨车可解决铁路道岔大部分区域的打磨作业问题,但在尖轨、辙叉、曲股等部分区域,受天窗时间、打磨装置结构等限制,现有道岔打磨车无法完全兼顾或存在打磨受限区(见图7)。存在打磨受限区的主要原因是砂轮端面打磨装置结构受限,杯形砂轮与碟形砂轮在该区域打磨时,容易与钢轨发生干涉。道岔打磨车在打磨时,砂轮会与该区域钢轨发生干涉,导致无法正常打磨(见图8)。该区域需要工务段利用小型仿形打磨机具或手持角磨机,进行补充打磨作业。使用小型机具补充打磨作业,存在用工多、作业效率低、打磨质量和精度不易控制等问题。

图7 12#道岔打磨受限区

图8 打磨干涉示意图
4.2 道岔打磨小机组合作业
除了典型的大机与小机相结合的作业模式,国内外还摸索出通过道岔打磨小机组群进行道岔打磨作业的模式。该作业模式一般采用5台MV3型垂直钢轨打磨机、1台MC3型道岔打磨机、1台手持式角磨机的组合方式(见图9),具有作业灵活的特点,可根据打磨前的廓形测量结果打磨作业,既可针对集中修时道岔打磨车受限区进行补充打磨,又可独立对道岔进行修理性通打。

图9 道岔打磨小机成组作业
4.3 圆周曲面打磨
圆周曲面打磨技术装备已在我国部分高铁和城轨线路中摸索应用,根据其打磨技术原理和应用实践情况可知,该技术在解决道岔区护轨、尖轨、辙叉等道岔打磨车受限区方面有较大优势,可覆盖全范围道岔区域(见图10)。如图10所示,无论是在护轨、尖轨还是心轨区域,曲面磨石均可与临近轨之间有较大的安全余量,可实现曲面磨石能从尖轨或心轨顺利过渡到基本轨上,完成道岔打磨作业。

图10 曲面打磨道岔示意图
5 结论
通过对铁路道岔打磨技术装备现状与应用进行分析,得出以下结论:
(1)我国铁路道岔打磨已形成较为成熟的打磨技术标准、装备和工艺方法,可有效解决道岔大部分区域的打磨作业问题。
(2)目前铁路道岔打磨主要采用大机为主、小机为辅的打磨作业方式,打磨装备根据技术原理和应用特点可分为大型道岔打磨车、中型道岔打磨车、道岔打磨小机、仿形打磨小机和砂轮圆周曲面打磨车。
(3)针对道岔打磨存在的问题以及高速、重载铁路道岔作业不同的需求,仍需进一步研究相适应的打磨技术和装备,摸索更高效的打磨作业模式和工艺。