基于UG软件下的筒体自动焊接工作站的设计
2022-09-13王瑞洋佟恒宾穆德敏刘俊豪李博宏董绍富潘雨季
王瑞洋,佟恒宾,穆德敏,2,刘俊豪,邱 枫,李博宏,董绍富,潘雨季
基于UG软件下的筒体自动焊接工作站的设计
王瑞洋1,佟恒宾1,穆德敏1,2,刘俊豪1,邱枫1,李博宏1,董绍富1,潘雨季1
(1.沈阳工学院机械工程与自动化学院,辽宁 抚顺 113122;2.沈阳工学院辽宁省数控机床信息物理融合与智能制造重点实验室,辽宁 抚顺 113122)
焊接是机械加工制造中应用比较广泛的一种加工方法,尤其是在金属筒体的加工中,焊接工序更是必不可少。目前筒体加工只能采用人工点焊,效率低下且耗费人力,不符合当今智能制造的发展趋势。通过三维建模软件UG进行筒体自动焊接工作站的结构设计,将点焊机与自动焊接工作设备结合来代替传统的人工焊接作业,确定了自动焊接工作站的工艺流程图,电气原理图等;工作站采用机电一体化控制,可以在一定程度上实现自动上料、自动撑紧、自动旋转、自动焊接;工作站采用气缸传送形式,具备清洁、安全、环保、高效等优点。筒体自动焊接工作站的广泛应用有利于机械加工行业将朝着智能化、精密化、高效化、网络化、柔性化方向发展。
点焊机;筒体自动焊接;电机驱动
1 序言
随着工业自动化发展步伐的加快和市场需求的不断扩大,在机械加工行业中,效率更高的自动化焊接技术正在逐渐替代传统的手工焊接。目前,在生产中继续沿用效率低下的人工焊接方式,已无法满足企业的生产要求。应用自动焊接工作站可以大幅度精简作业流程,不仅节约了人力、物力,还能实现筒体焊接过程的自动化、智能化、数字化,从而有效提高筒体焊接的效率[1]。
2 筒体自动焊接工作站的总体设计
筒体自动焊接工作站配备了落地式点焊机和gav运输车进行成套配送;采用自动撑紧、自动旋转,可结合人工辅助上料来进行自动化焊接;将性价比很高的小型自动化设备与现有的点焊设备相结合,可以使技术实现短平快式的升级与改造,基本满足了筒体自动焊接作业的要求。
筒体自动焊接工作站动力由气动机构提供,气动装置大部分为直线运动。气动装置结构简单、轻便,便于安装维护,作业过程安全性、可靠性高。筒体自动焊接工作站性能和相关参数如下[2-5]。
(1)点焊机为市面上通用结构点焊机,下电极固定,上电极下压,焊极直径≥20mm;假设焊机臂长大于工件长度>500mm;焊接通电时间为 2~3s (参照冷轧钢板 t3.0 的焊接工艺);每条铝条为 3 处焊点,工件圆度公差值<1mm。
(2)调整程序、模具,使之符合焊接工艺,还可根据需求更换不同直径的电极或调整模具上的工艺孔直径。
(3)筒体自动焊接工作站的主要技术参数如表1所示。
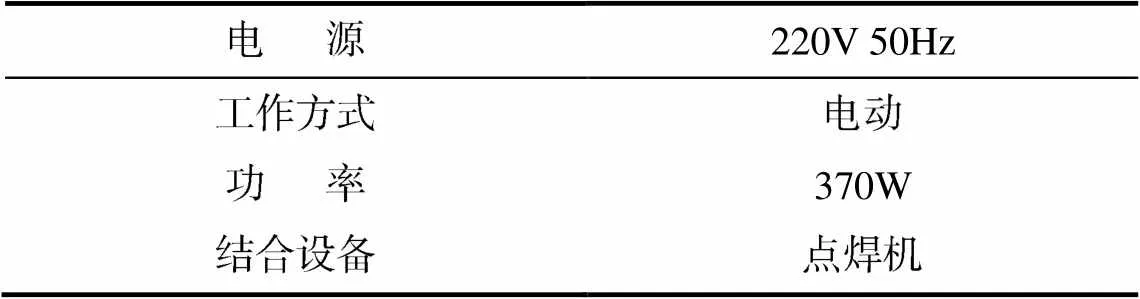
表1 主要技术参数
(4)筒体自动焊接工作站主要组成部分如表2所示。

表2 焊接设备的主要部件组成
3 筒体自动焊接工作站的传动过程
筒体自动焊接工作站采用气动式推动,筒轴式传动,动力源由气动机提供,利用空气的可压缩性,进行远距离的动力输送,同时保证在高温的情况下机器仍能正常运行;控制系统可以确保设备能够自动完成各项运行技术指标,并具备安全性高,综合能耗低等优势。
传动系统的动力源来自升降台下侧的气缸,可推动升降台抵达传感器所固定的上限位,使之准确地与筒体对接。传动装置的推动机与同步轮性能优良,具有结构紧凑、体积小、重量轻、安装灵活方便等优点。
在升降台上安装可左右移动的滑轨装置,升降台与滑轨之间采用拆卸方便、密封性能好的法兰盘连接,通过车体与升降台的配合来对不同角度的筒体进行自动焊接。为了保持升降台具备良好的承载能力,法兰盘在安装时必须保持清洁并与升降台平行。气缸出气口装有流量调整阀,控制工件精准定位并以合适的速度落在焊机下的电极上,有效提高了筒体自动焊接机的工作效率。滑台推进过程如图1所示[6]。

图1 滑台推进过程
4 筒体自动焊接工作站的工作过程
筒体焊接工作站动力源采用直线运动的气动机构,可实现自动箍紧、旋转和人工上料。交流伺服电机具备高抗拒和高惯性比等优点,能承受较高加减速,可以很好地满足筒体自动焊接容量小、精度高的要求。
交流电动机点焊的工艺流程为:①开通冷却水;②将焊件表面清理干净,装配准确后送入上、下电极之间,施加压力使其接触良好;③通电使两工件接触表面受热,局部熔化,形成熔核;④断电后保持压力,使熔核在压力下冷却凝固形成焊点;⑤去除压力,取出工件。合理的工艺流程可以保证产品质量、提高劳动生产率、降低产品成本、增加经济效益。工艺流程如图2所示。

图2 工作站工艺流程
交流电动机点焊的作业流程为:①首先将筒体套进模具,然后由人工将铝条逐次装入模具的槽内;②滑台在推进电机、同步轮、同步带的推动下,沿滑轨移动,沿移动方向设4个传感器,分别为0位、1、2、3工作位;③升降台下侧安有气缸,由气缸推动向上移动,上限位由传感器位置确定,行程约30~50mm,升降台利用自重下降,并在气缸出气口装有流量调整阀,可使工件以合适的速度落在焊机下电极上;④进行自动撑紧和旋转,由伺服电机驱动小齿轮、回转支承转动,并按要求分度,最后进行自动焊接,焊接完毕后回归0位,结合工作站中的agv小车进行成套配送,完成一个焊接点作业[7]。
5 筒体自动焊接工作站模型展示
经过理论计算并校核,通过三维建模UG软件进行筒体自动焊接工作站的建模,筒体自动焊接工作站的三维模型如图3所示[8]。

图3 筒体自动焊接工作站模型
6 筒体自动焊接工作站设计创新点
(1)相较于传统手工焊接,采用气动方式进给完成操作,使工作过程清洁、方便。
(2)运用自动撑紧、旋转,实现技术升级改造的同时还节约了人工,提高了工作效率,极大增强了企业的市场竞争力。
(3)实现了作业过程的自动化、智能化,推动了我国制造业向智能化方向转型。
7 总结与展望
筒体自动焊接工作站采用立式布局,占地面积小,可为企业节省大量资源;采用气动方式进给,作业过程干净清洁,符合企业长远发展的需要;采用自动撑紧、旋转,可人工上料,利用现有点焊机设备,实现短平快式技术升级改造,作业过程全自动化。应用筒体自动焊接工作站可极大地减轻人工作业量,提高工作效率和安全性,有效提高产品的质量和企业竞争力。
[1] 菅迎宾.自动焊接技术在工业机械中的应用[J].中小企业管理与科技(上旬刊),2021(6):188-189.
[2] 李大伟.球阀焊接专机的结构设计与控制研究[J].工业控制计算机,2021,34(10):124-125.
[3] 陈进泽.自动焊接技术在机械加工中的应用分析[J].冶金管理,2021(17):1-2.
[4] 宋娟.浅谈自动焊接技术在机械加工中的应用[J].内燃机与配件,2021(16):216-217.
[5] 袁朝桥.自动焊接技术在机械加工中的应用分析[J].内燃机与配件,2020(17):162-163.
[6] 褚腾腾,张鲁.信息自动化在机械制造业智能制造建设中的应用分析[J].中国设备工程,2022(6):46-47.
[7] 马博闻.绿色理念在机械设计制造中的应用[J].农机使用与维修,2022(3):55-57.
[8] 王琳琳,周昊辉,彭创创,等.一种旋耕机机架自动焊接工作站的研发设计[J].拖拉机与农用运输车,2021,48(4): 68-70,74.
Design of automatic cylinder welding workstation based on UG software
WANG Ruiyang1, DONG Hengbin1, MU Demin1,2, LIU Junhao1, QIU Feng1, LI Bohong1, DONG Shaofu1, PAN Yuji1
(1. College of mechanical engineering and automation, Shenyang Institute of technology, Fushun, Liaoning 113122, China; 2. Liaoning Provincial Key Laboratory of Information Physics integration and intelligent manufacturing of CNC machine tools, Shenyang Institute of technology, Fushun, Liaoning 113122, China)
Welding is a widely used machining method in machining and manufacturing, essential in the processing of metal cylinders. At present, manual spot welding can only be used in cylinder machining, which is inefficient and labor-consuming, and does not conform to the development trend of intelligent manufacturing today. Through 3D software UG for cylinder automatic welding workstation structure design, the spot welding machine and automatic welding equipment combined to replace the traditional manual welding work, and determine the automatic welding workstation process flow chart, electrical schematic diagram. The workstation adopts mechatronics control, which can realize automatic feeding, automatic tensioning, automatic rotation, and automatic welding to a certain extent. The workstation uses cylinder transmission form with clean, safe, environmental protection, high efficiency and other advantages. The wide application of cylinder automatic welding workstation can make the machining industry develop towards the direction of intelligence, precision, high efficiency, network and flexibility.
spot welder; automatic welding of cylinder; motor drive
TG52
A
2096–8736(2022)03–0040–03
王瑞洋(2001—),男,辽宁铁岭人,大学本科,主要研究方向为机械设计制造及其自动化。
责任编辑:张亦弛
英文编辑:唐琦军
