注塑成型模具在高精密连接器加工中的应用
2022-09-08朱钦奇
朱钦奇
(深圳市精确科技有限公司,广东深圳 518000)
1 注塑成型模具概述
1.1 方法及特征
将塑料材料熔融,然后把它注入到模具中的工艺为热塑性注塑。当熔融的塑料进入到模具中时,温度会下降,模腔的形状也会成型,这就是成品。在没有特别的需求或者在装配之前没有任何附加的处理,注塑成型的外形往往是最后的成品。在精密注塑成型中,要得到高精度的塑胶制品,其关键在于模具的精度、形状和产品的大小。即使模具的大小和精确度达到了要求,但塑料制品的收缩率也会有差异。所以,对精密注塑工艺进行严格的收缩控制很有必要。通过注塑制品的精确度,也就是产品的形状、尺寸和表面粗糙度的公差,可以判定其精确度。精密注塑成型包括很多因素,包括注塑模具、注塑设备、注塑工艺和塑胶原料。在进行产品设计时,首先要对原材料的特性进行判断,再根据所选用的塑胶原料及其他要求,选用适当的注塑机,同时还要考虑到工艺中的温度、湿度等因素。
1.2 技术原理
橡胶注塑法具有缩短成型时间、简化工序、提高生产率、降低劳动强度、提高产品质量等特点。在压力下,将熔融的塑料注塑到模具中,然后冷却,制成所需要的塑胶零件,即所谓的塑胶注塑工艺。由以上所述的成型工艺所获得的成品,基本上是最后的成品,无需再进行任何加工,即可在注塑成型过程中一次性完成大量的零件。注塑模包括两大类:一种是运动型,一种是静止型。由于该模具是在注塑成型机上的固定模板上固定的。在注塑式机动模架上安装的模具叫做动模,它是活动式的。在注塑机工作时,动模会向固定模具靠拢,使模具与模具结合,从而形成一个浇铸体系和模具。在开模过程中,将固定模和运动模分开,推出机构将成型的零件从模腔中推出,从而实现了成型零件的脱模和再加工。
1.3 工艺技术
(1)注塑成型工艺要求对喷嘴温度、模具温度、筒体温度进行严格的控制。喷管温度和料管温度对塑料的塑化率有很大的影响,而喷管温度对塑料的冷却和流动有很大的影响。同一类型的塑料,由于其牌号、原料的不同,其降解温度和流速也会有所不同,原因在于分子量和分子量分布的差异。通常情况下,为了防止溶液"流涎",料筒的最高温度应稍高于喷口的温度。
(2)注塑阶段是指注塑工艺完成后所需要的时间。成型周期直接关系到设备的使用效率和劳动生产率,所以在保证产品质量的前提下,尽可能缩短成型周期。在成型过程中,冷却和注入时间是非常关键的,它直接关系到制品的质量。注入时间与填充速度成正比,通常为3~5 s。
(3)在采用螺旋注塑成型机时,螺杆旋转时,螺杆上部所受的压力叫做塑化压力,又称后压。这个压力值可以由一个减压阀调节。在注塑工艺中,螺杆转速对塑化压力影响不大,但塑化压力越大,塑化速率越低,塑化温度越高。提高塑化压力可以提高熔体的温度,使着色剂的均匀混合,并将气体从熔体中排出。一般情况下,塑化压力应该尽量小,以确保制品的品质。但是,塑化压力的大小取决于塑料的类型,但通常不会大于20 kg/cm。
2 高精密连接器加工中注塑成型品质影响因素分析
精密注塑,就是要求塑料产品在一定的尺寸偏差范围内成型,具有很好的可重现性,而且不受注塑机、工程塑料和注塑过程的模压条件的影响。随着聚合物材料的迅速发展,塑料可以取代高精度的金属部件。精密注塑技术仍以塑胶充填模头,尽管与一般注塑工艺有很大差异,但塑胶产品与金属产品在原料和成型方法上存在着本质的差异,无法将塑胶产品与其取代的金属零件相提并论。决定精密注塑成型的关键在于注塑成型产品的尺寸公差、形状公差、表面粗糙度。精密注塑成型需要满足很多相关的要求,其中四大要素是:塑料、注塑板、注塑工艺、注塑设备。在进行塑料产品的设计时,应该优先选用工程塑料。高机械强度、稳定尺寸、抗热震性和广泛应用环境的工程塑料,是精密注塑成型所必需的。注塑机的选用要考虑到所选的塑料材料、成品的尺寸精度、重量和质量的需求,还有模具的构造。影响注塑成型精度的诸多因素,包括模具精度、注塑收缩、周围环境温度、湿度等。
在精密注塑工艺中,模具是实现高精度注塑产品的关键。精密注塑模具应满足尺寸、精度、形状、强度、刚度等方面的要求。但是,尽管模具具有同样的精确度和大小,但因收缩速率的差异,所形成的塑件的真实大小也会有差异。所以,对注塑工艺中的收缩进行有效控制是十分必要的。
由于模腔的大小是根据塑件的大小和所估算的收缩率而得到的,而收缩是塑料制造商或工程塑料说明书中建议的数值,它不但与浇口的形状、浇口位置和位置有关,而且与工程塑料的结晶方向(各向异性)有关。热收缩、相变收缩、压缩收缩和弹性恢复四大因素是影响收缩的重要因素。四个因素对注塑收缩的影响与注塑制品的成型工艺和工艺条件密切相关。在模具设计中,应充分考虑四大要素与注塑工艺的关系:注塑压力和模压与注塑成型速度、注塑温度、铸模温度、铸模结构和浇口形状和分布与浇口横面积、制品壁厚、塑料材料中加强填料的比例、塑料材料的结晶性和方向有关。塑料材料、成型条件等其他方面如温度、湿度、持续结晶、成型后的内应力和注塑机等都会对以上因素产生影响。
在实际的工程应用过程中,注塑成型模具按设计图纸制作,将大量的塑胶制品嵌入到一个标准的型腔。注塑过程包括:合模,浇注,保压,冷却,开模,脱模和取出零件。在此工艺中,浇注与冷却是关键。在常规的冷却方式下,模具周期、翘曲性能、机械性能、尺寸精度等都会产生一定的影响。大量的研究与生产实践证明,在注塑成型工艺中,有60%以上的问题是由于冷却系统的设计而造成的。浇口位置对铸件浇注系统的影响很大,浇口的选择与设计不能满足铸件的需要,会造成铸件的成型缺陷。
3 高精密连接器加工中注塑成型工艺优化与改进
3.1 控制成型收缩率的有效措施
在不同的注塑压力下,收缩速率会发生变化,因此,在单腔模具中,应尽量保证内部压力的均匀性。对于单腔多阀或多腔多阀,为了保证模腔内的压力均匀,需要注入同样的注入压力。为了达到这个目的,浇口位置一定要保证。为保证模腔内部具有均匀的压力,最好的办法是在浇口保持恒定的压力。闸门上的压力均匀程度取决于通道内的流阻。所以,在达到平衡浇口前,必须达到平衡。在精密注塑模的型腔设计中,为了方便地决定成形条件,应考虑到熔体温度和模温对实际收缩率的影响。由于熔化的塑料将热量引入到铸模中,其温度梯度的分布主要集中在凹槽周围,并形成一个同心圆。为此,应采用流道均衡、型腔排列及以主流道为中心的同心圆排列,以减小型腔间的收缩误差,增大成形条件容许范围,降低生产成本。精密注塑模的模腔布置既要达到流道均匀,又要以主流道为中心的布置,又要以主流道为对称,若不以主流道为对称,则会导致不同型腔的收缩程度不同。
3.2 避免产生尺寸误差的有效措施
在注塑和锁定力的影响下,模具结构的设计要充分考虑到内腔部件的研磨、碾压和抛光。虽然模腔和型芯的加工精度较高,收缩率达到了预定值,但是成形时存在着中心偏差,使成形制品的内外尺寸难以达到设计要求。为保证分模面动、定模腔的尺寸精度,应在导柱、导套定心的基础上,增设圆锥、楔块等定位对齐,以确保其精确、可靠。制造精密模具所用的材质应该是高强度、低热蠕变的合金工具钢,而用来制造模腔和浇口的材料要选用高硬度、高耐磨性、高耐蚀性、高强度热处理、不会发生热变形的材料。在设计模具时,应对降低模具材料热处理过程中残留的奥氏体组织进行回火或低温处理,以避免出现老化及影响模具尺寸精度。
3.3 避免模具变形的有效措施
精密注塑成型模具的结构设计除了要达到强度指标外,还要考虑到足够的刚度,因此,模具的顶杆孔径要小于传统的模具,模腔数目不能太多,而且要有底板和垫板。如果没有足够的压力,模具压力过大,模具会发生很大的弹性变形,从而影响到模具的尺寸精度和外形的公差,严重的话,会在模具的分型面和凹槽中泄漏,造成局部的塑性变形。
设计时,应保证注塑成型制品在冷却状态下易于挤出及脱模。这是由于精密注塑制品的体积较小,壁薄,形状复杂。注塑制品具有较高的黏合能力和较低的收缩能力,与流道式浇口和模腔表面具有较好的黏合性能。所以,在设计模具时,要特别注意把注塑件放在顶出边(通常是动模):采用顶杆顶出时,应注意顶出件的数目及位置。对于薄壁型的注塑制品,为了避免顶杆的变形,应尽可能地采用卸料板。此外,还可以采用模板和模芯进行表面处理,并在模板和模芯上涂一层固体自润滑的涂料,从而降低模具的脱模力,避免模具的变形。对于精密注塑模,应尽可能减少模腔数量,减少流动通道。这样既便于生产,又便于脱模。在设计模具时,必须注意到熔体流动均衡和均匀的压力梯度。在模腔的脱模方向上,应尽量选择最少的脱模力(即黏附力、静摩擦力、收缩包覆力的最小合力)。如果需要,可以使用容易抛光的分片式结构。
4 汽车高精密连接器加工案例分析
4.1 连接器结构分析
图1是本文案例连接器的外观示意图。该塑料零件尺寸为18 mm×12 mm×19 mm,最大壁厚1 mm,最小壁厚0.4 mm,外形呈长方形,不带侧抽芯。品质要求:表面平整,无银丝,气泡,内应力,划痕,油污等;中间小孔需要在剥离后,将铜线顺利插入,不留盲孔。
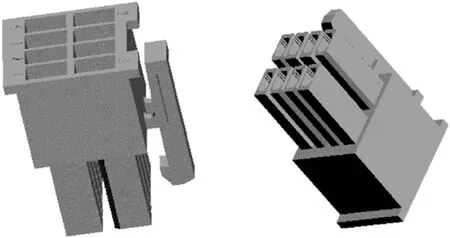
图1 连接器外观示意图
塑件尺寸精度为4级,采用的注塑材料ABS 具有高硬度、抗疲劳、抗应力裂纹、高冲击强度、易成形等特点,但ABS 材料本身就具有吸湿特性,因此在成形之前必须进行烘干,在此过程中,维持80~85 ℃、时长为2~3 h。在形成过程中,采用压力注入和低流体阻力的浇注体系是可取的。
4.2 注塑浇口位置的选择
浇口与成形零件直接连接,具有调整与控制物料流速、补料时间、防回流等功能。所以,浇口的位置与成型件的品质相关。Moldflow 的MPI/浇口定位模块能够在模具设计中对浇注位置进行自动分析。在实践中,由于模具的构造与制作,在此地区进行模具的制作将会有一定的难度。在此模具中,使用了一种浸入式浇口,其作用类似于一条通道,通过倾斜的角度将塑料熔融物引入到模腔内,在开模过程中,可以自动关闭铸件。
4.3 冷却系统的设计
八腔模具中的空腔板尺寸较大,因此在冷却时,主要采用循环冷却的方法。由于可移动的零件中含有大量的芯体,加上螺钉、导柱、定位块等零件,因此可移动零件的排列十分紧密。模具体积小、壁薄、模具固定部位的冷却通道基本可以达到设计要求。
4.4 成型零件结构设计
若成形件内径较小,模心与模心间距亦不大,则不易进行模具加工。将型芯分为若干个部分,就可以分别进行加工,并进行组合,从而降低了模具制造的困难。模腔是整体的。因为模腔中嵌入了型芯,为了确保模具的精确性,应该使用线切削(最好是慢速)来加工。
4.5 模具结构
在打开模头时,模子向后缩,模制的部件在两个芯子的夹紧作用下从模子中脱出,而固定在芯子固定板上的拉杆将凝结水抽出并从主流道中排出。在开启模具时,推板通过排出机构将部件缓慢地从型芯嵌入件中推出,同时,在排出机构向前运动时,推板和与其固定的推板一起推动浇口。在模具闭合后,推板被压回到原来的位置,推杆和推板也随之调整。
5 结束语
精密注塑成型技术是精密连接器加工中的重要核心技术,准确的注塑成型模具是实现高精度注塑成型的基础和先决条件。通过对模具的尺寸和容差的合理选择、技术上的控制,避免注塑变形、脱模变形、溢边和保持模具的精确度。
