铝材碱蚀清洗废水制取Al(OH)3 铝泥工艺研究
2022-09-08胡华清高志杰陈细妹吴秋融陈弘许丹宇
胡华清 ,高志杰,陈细妹,吴秋融,陈弘,许丹宇,
(1.天津市高洁环保科技有限公司,天津 300191;2.中国环境保护产业协会水污染治理委员会,北京 100037;3.广东联泰环保股份有限公司,广东 汕头 515000;4.天津市生态环境科学研究院,天津 300191)
我国铝材产量占世界总产量的70%,铝合金及产品制造分布广,企业众多[1]。铝材产品表面处理工序中,碱蚀是最常用的方法。碱蚀是指铝材在碱性溶液中进行蚀刻的过程,对碱蚀后的铝材表面进行清洗后排放的废水为碱蚀清洗废水。碱蚀清洗废水中铝含量达到2000—4000mg/L,废水中主要含有铝酸钠(NaAlO2)、氢氧化钠(NaOH)和微量添加剂[2],具有强碱性、腐蚀性。碱蚀清洗废水总量多、固体废物产生量大、处理成本高。
目前,铝材表面各个处理工序的废水经过混合处理,在达标排放的同时[3],会产生大量的含铝污泥[4]。碱渣多数被作为固体废物进行处置,造成铝资源的浪费。
根据铝材表面处理生产工艺特点,可以将碱蚀清洗废水分质处理,采用无机酸调节pH 值可生成Al(OH)3沉淀,能回收碱蚀清洗废水中大量的铝(Al),使铝资源得到再次利用。
凝胶法是向碱蚀清洗废水中加入硫酸或盐酸,生成凝胶Al(OH)3沉淀,其水合分子量不定,组成也不均匀。由于凝胶Al(OH)3黏稠、沉降比高,因此脱水铝泥含水量高。CO2酸化法是向碱蚀清洗废水中通入CO2,生成结晶Al(OH)3沉淀,结晶Al(OH)3沉淀速度快,结晶Al(OH)3铝泥含水量少、铝含量高、杂质少、可再生利用价值高[5,6]。
根据碱渣再利用的现状,使用CO2酸化法制取的结晶Al(OH)3铝泥,采用高温高压盐酸浸出工艺[7],生产聚合氯化铝铁净水剂[8—14]。CO2酸化法与使用铝矾土原材料相比,工艺简单,只产生极少量的含有无机残渣的固体废弃物,经济价值高,环境效益好。
1 实验部分
1.1 废水中污染物成分分析
铝材产品表面处理工艺中的碱蚀工序主要是使用NaOH 溶液,NaOH 浓度为30—40g/L。碱蚀过程的化学反应式如下:

碱蚀过程中,使用洁净水对铝材产品表面进行清洗,产生的碱蚀清洗废水量小,具有强碱性、腐蚀性,其主要成分为NaAlO2,含有少量NaOH,Al含量为2000—4000mg/L,常规pH值控制在11.5—12.5。
1.2 凝胶法实验
1.2.1 实验器材与试剂
实验器材:哈希HQ440D 台式多参数分析仪,哈希C301pH 充液式标准电极。
试剂:98.0%硫酸(工业级);31.0%盐酸(工业级)。
1.2.2 化学反应原理
碱蚀清洗废水主要成分是NaAlO2,含少量NaOH,废水呈碱性;加入硫酸或盐酸后,pH 值下降,铝酸盐发生水解反应,产生凝胶型Al(OH)3沉淀。化学反应式如下:

1.2.3 实验方法
取10L 碱蚀清洗废水,用移液管滴加98.0%硫酸溶液或31.0%盐酸溶液至pH 值为10.0 左右,记录98.0%硫酸溶液或31.0%盐酸溶液用量。用500mL量筒量取500mL 悬浊液,静置2h,观察并记录沉淀物的容积量、沉淀物及上清液的表观性状。
1.3 CO2 酸化法中试
1.3.1 工艺原理
向碱蚀清洗废水中充入CO2气体,CO2气体溶解在水中发生水解反应,pH 值下降,同时铝酸盐发生水解反应生成结晶型Al(OH)3沉淀[6,7]。化学反应式如下:

1.3.2 中试装置
中试装置处理能力为1m3/h,由调节系统、反应系统、脱水系统、酸洗系统组成。
调节系统将生产线上排放的碱蚀清洗废水混合均匀,去除碱蚀清洗废水中的固体杂质。调节系统包括调节池、篮式过滤器、进水提升泵等设备。
反应系统将碱蚀清洗废水与CO2气体进行反应生成结晶型Al(OH)3沉淀物,从而回收碱蚀清洗废水中的Al。反应系统包括CO2气瓶、自动化汇流排、CO2储气罐、酸化反应塔、pH 控制仪等设备。
脱水系统将沉淀池底部的Al(OH)3沉淀物进行压滤脱水,制成Al(OH)3泥料。脱水系统包括沉淀池、隔膜压滤机等设备。
酸洗系统对反应系统中的反应塔进行清洗,以防止反应器部件被反应物堵塞,影响反应塔处理效果。酸洗系统包括储酸桶、自来水桶、清洗水泵等设备。中试工艺流程见下图。
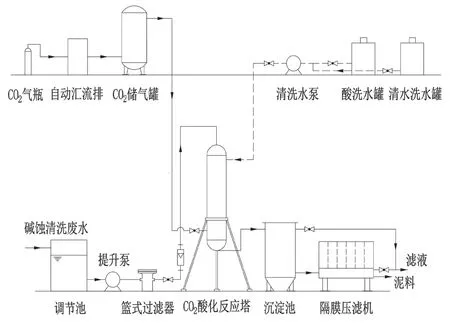
中试工艺流程图
1.3.3 中试设备运行
碱蚀清洗废水收集在调节池内,由泵提升至CO2酸化反应塔;向反应塔内通入CO2气体,反应过程中控制pH 值为9.5—10.5,调节进水量,控制反应时间为10—20min,反应后含大量结晶型Al(OH)3的悬浊液流至沉淀池;沉淀池上清液排入废水站废水综合调节池,底部沉淀物由压滤机压滤脱水,滤液排入废水站的废水综合调节池,泥料收集外运再利用。
1.4 检测指标与检测方法
1.4.1 检测指标
检测指标包括pH 值,以及Al、总NaOH、游离NaOH、总碱度、悬浮物、化学需氧量(COD)、总氮、氨氮、总磷、石油类、氟离子、总氰化物、汞、六价铬、镉、银、铬、铁、铜、锌、镍的含量。
1.4.2 检测方法
上述检测指标均采用《电镀污染物排放标准》(GB 21900—2008)中规定的方法测定。部分实验检测Al、总NaOH 及游离NaOH 指标的方法参考《铝合金型材氧化槽液成分分析工艺规程》中的碱蚀槽液的分析方法。
2 结果与分析
2.1 CO2 酸化法中试
2.1.1 反应过程数据
由于碱蚀工序生产过程中产量和碱蚀药剂调配含量的变化,废水水质呈现波动变化。控制CO2酸化法中试出水pH 值在9.5—10.0,易实现反应系统的稳定运行,Al 提取率可为80%—90%。按照废水中平均Al 含量3200mg/L、上清液平均Al 含量480mg/L、平均Al 提取率约为85%计算,反应产生沉淀结晶Al(OH)3为7.86kg/t 废水。CO2酸化法中试数据见表1。
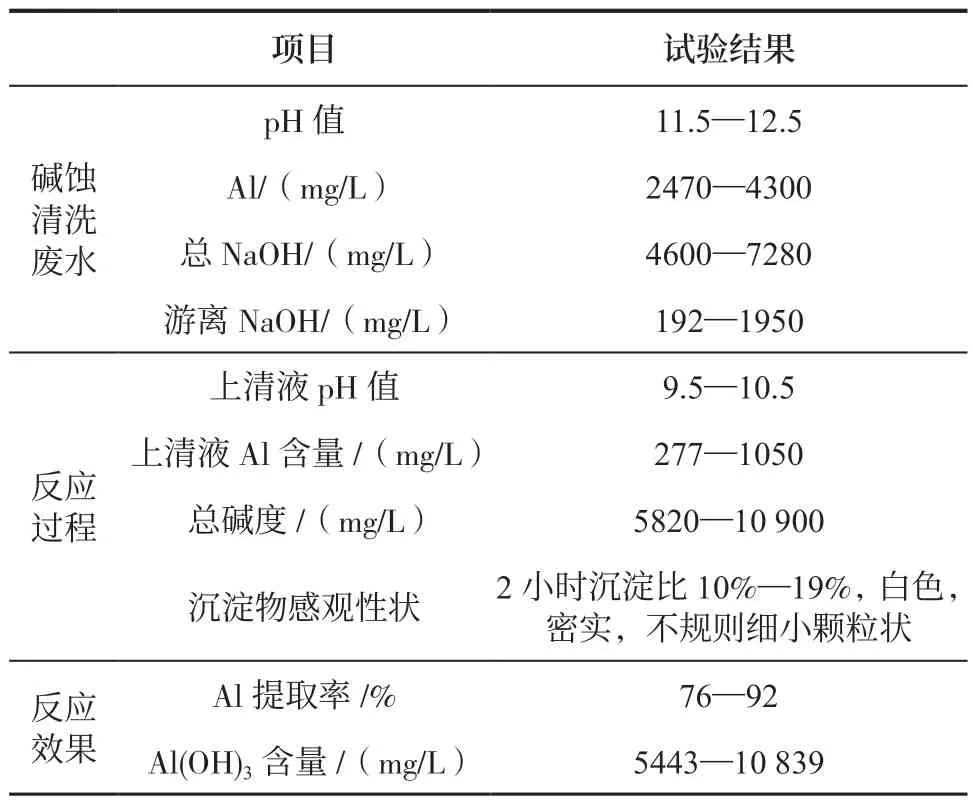
表1 CO2 酸化法中试数据
2.1.2 反应水质成分
表2 中检测数据表明,反应沉淀后的上清液中Al 含量最高,上清液中其他污染物含量极少,低于《电镀污染物排放标准》(GB 21900—2008)中的排放限值,对环境影响极低。上清液与其他酸性废水混合后处理出水pH 值控制在6—9,残留的NaAlO2反应生成凝胶型Al(OH)3沉淀,起到絮凝剂的作用,可去除废水中污染物,降低Al 含量,使出水达到排放标准要求。
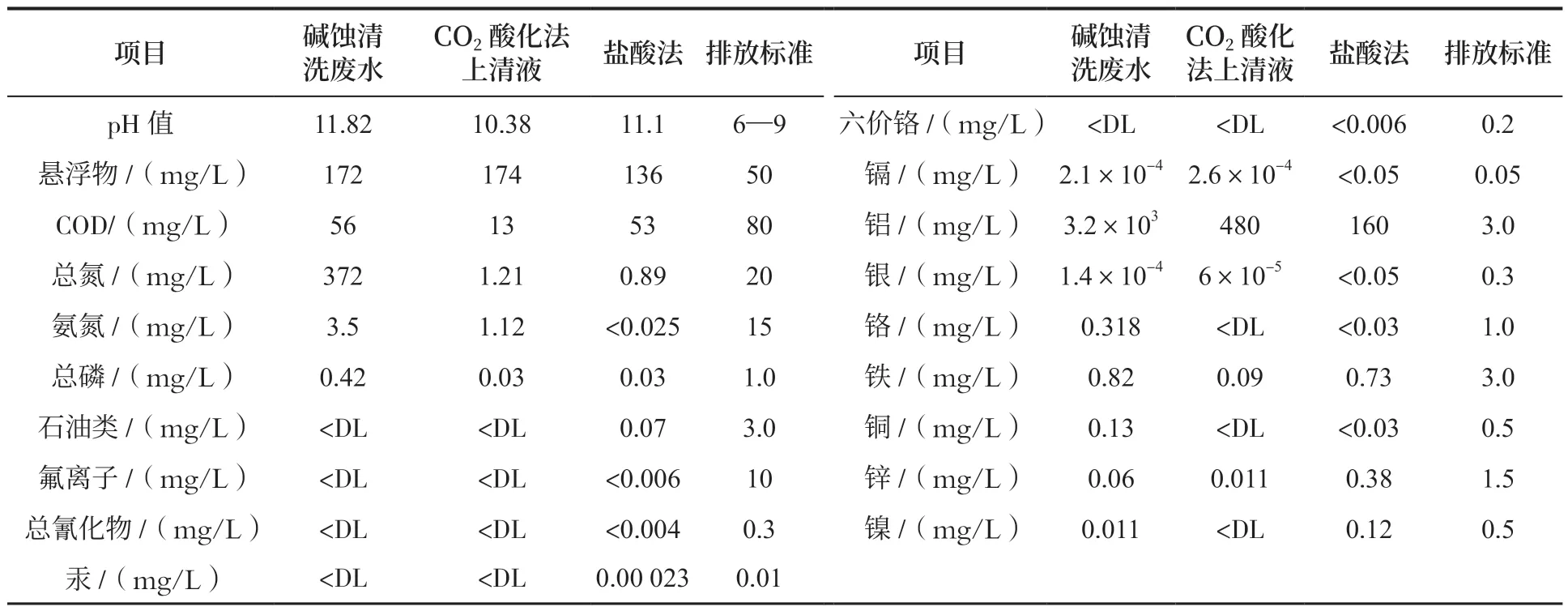
表2 反应水质成分表
由表3 可知,反应沉淀后的上清液主要成分为未反应NaAlO2、反应产物碳酸钠(Na2CO3)。上清液与其他酸性废水混合处理后出水pH 值控制在6—9,部分碳酸根(CO32-)水解形成碳酸氢根(HCO3-),上清液排放至自然水体,对环境影响极低。
依据化学反应式,计算完全反应的情况下,CO2与Al(OH)3的质量比为0.282,参考表3 折算CO2用量,考虑检测误差、CO2用量系数,估算CO2用量与结晶Al(OH)3用量比为0.3,CO2用量约为2.360kg/t 废水。

表3 废水处理后成分分析表
2.1.3 CO2酸化法铝泥成分
中试过程中将反应塔、沉淀池中的结晶型Al(OH)3沉淀送入隔膜压滤机脱水,制成含水率为70%的铝泥。分析中试实验数据和成分检测数据,铝泥中成分含量见表4。
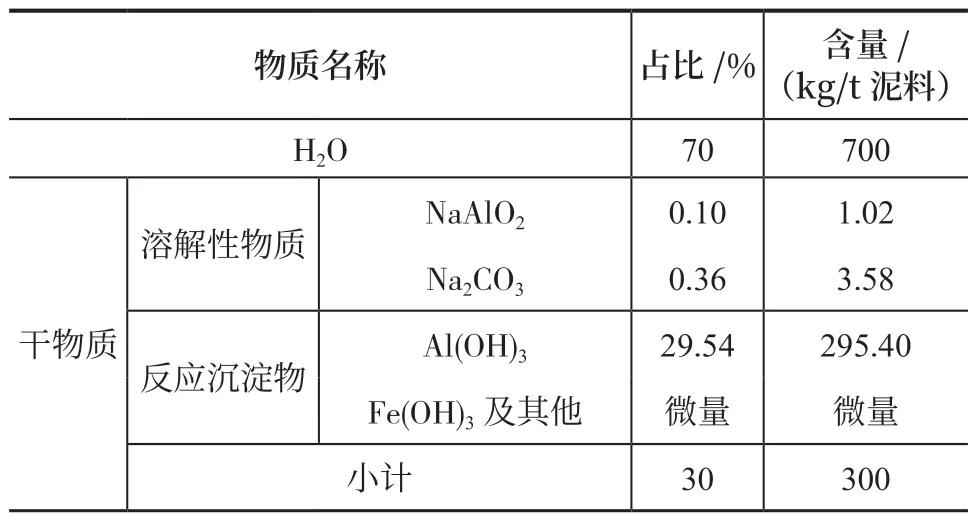
表4 CO2 酸化法铝泥成分
由表4 可知,铝泥中主要成分为Al(OH)3、H2O,还有少量NaAlO2、Na2CO3、Fe(OH)3杂质及其他微量物质。工业生产Al(OH)3折算成氧化铝(Al2O3)的常数为0.647,因此铝泥中Al2O3含量约为19%。
工业生产净水剂聚合氯化铝铁使用的含Al 原材料主要有Al2O3、Al(OH)3、铝矾土[8],极少量碱渣被再利用,用于生产废水处理净水剂。经过专业生产厂家试验,使用CO2酸化法制取的结晶型Al(OH)3铝泥,采用浸酸法[9,10]生产聚合氯化铝净水剂,生产工艺简单,Al 浸出率高,固体残渣极少。
2.2 凝胶法实验结果
2.2.1 实验数据
由表5 可知,采用凝胶法反应速度快,反应出水混浊,凝胶型Al(OH)3沉降缓慢,沉降比高,沉淀物黏稠。调节碱蚀清洗废水上清液最佳反应pH 值为9.5—10.0,硫酸中和法Al 提取率为94%—96%,盐酸中和法Al 提取率为95%—97%。按照废水中平均Al 含量为3200mg/L、上清液平均Al 含量为160mg/L、平均Al 提取率为95%计算,反应沉淀后产生的凝胶型Al(OH)3含量约为8.78kg/t 废水。平均硫酸用量为3.50kg/t 废水,平均盐酸用量为7.00kg/t 废水。
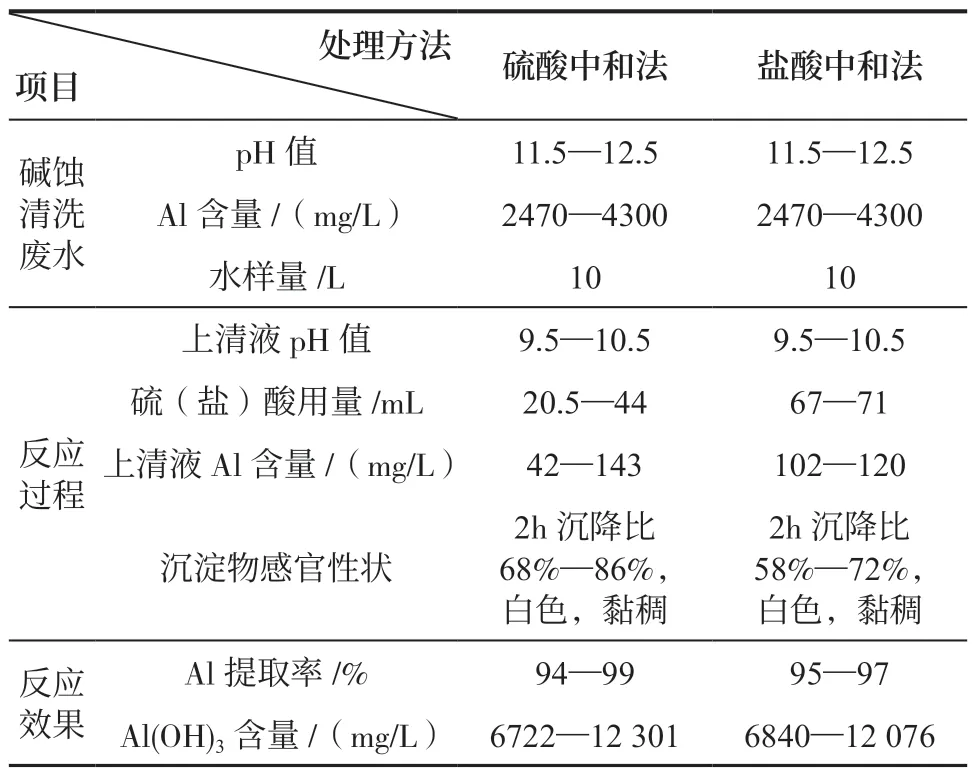
表5 凝胶法实验数据表
理论计算硫酸法中和反应后上清液中硫酸钠(Na2SO4)含量为5.07kg/t 废水,盐酸法中和反应后上清液中氯化钠(NaCl)含量为10.94kg/t 废水。
2.2.2 凝胶法铝泥成分
将凝胶法处理碱蚀清洗废水产生的凝胶型Al(OH)3沉淀物送入隔膜压滤机脱水处理后,制成含水率为80%的铝泥。分析实验数据,铝泥成分含量见表6。
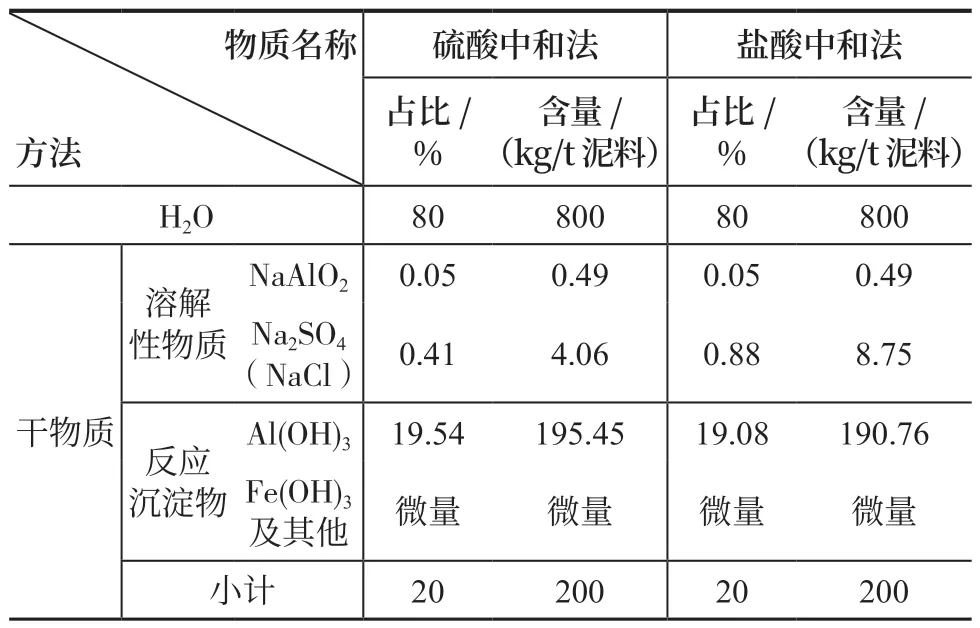
表6 凝胶法铝泥成分分析表
由表6 可知,铝泥中主要成分为Al(OH)3、H2O, 量NaAlO2、Na2SO4、NaCl、Fe(OH)3其他微量物质。按照工业生产Al(OH)3折算Al2O3的常数为0.647 计算,硫酸法铝泥中Al2O3含量约为12.5%,盐酸法约为12.8%。
2.3 凝胶法与CO2 酸化法比对
为了清晰说明实际应用中铝泥生产的工艺特性,以处理10t/d 废水量计算,依据CO2酸化法和酸中和法的实验结果,并参考废水处理系统的运行特点,进行两种工艺方法的分析和比对。两种工艺方法的运行参数比对分析结果见表7。
由表7 可知,相对凝胶法工艺,采用CO2酸化法工艺处理碱蚀清洗废水,铝泥含水率低;结晶型Al(OH)3沉淀密实、沉降比低,脱水系统进料量少;凝胶型Al(OH)3黏稠,滤布清洗用水量大。

表7 10t/d 工艺运行参数比对表
3 经济效益分析
对比常规的生产废水处理方法,采用CO2酸化法和凝胶法都需要增加一套反应和沉淀设备,脱水设备可以利用原有设备。CO2酸化法附属设备多,操作比酸中和法稍复杂。
按照碱蚀清洗废水量为10t/d 计算,CO2酸化法制取的结晶型Al(OH)3干重约为78.60kg/d,CO2用量为23.60kg/d,硫酸(盐酸)中和法制取的凝胶型Al(OH)3干重约为87.80kg/t。
运行成本分析参考市场价格:98%硫酸费用为1000.00 元/t,31% 用为300.00 元/t,液化CO2费用为2500.00 元/t;水费3.5 元/t;铝泥清运工费120 元/工日,铝泥转运费200.00 元/t;铝矾土(30%)约为550 元/t。
由表8 可知,采用CO2酸化法和凝胶法预处理碱蚀清洗废水产生的Al(OH)3铝泥都可再利用,具有经济价值。CO2酸化法的日均废水处理运行费用比硫酸中和法少78.4 元、比盐酸中和法少92.4 元。

表8 经济效益比对
4 环境效益分析
与凝胶法工艺相比,CO2酸化法工艺节约用电量、用水量,可减少固体废物的产生量;降低了硫酸(盐酸)药剂消耗量,减少了硫酸盐(氯酸盐)排放造成的水体污染,CO2酸化法产生的碳酸钠排放至自然水体,对环境的影响极低。
CO2酸化法预处理碱蚀清洗废水技术可实现节能减排,减少碳排放,有利于铝材表面处理行业的可持续发展。结晶Al(OH)3铝泥再利用是真正意义上的废物综合利用,有效减少了铝资源的消耗,真正实现了资源的循环利用。
5 结语
(1)本研究表明,将铝材表面处理产生的碱蚀清洗废水进行分质预处理,形成Al(OH)3沉淀,Al(OH)3沉淀脱水后制成主要含H2O、Al(OH)3的铝泥,然后将上清液和压滤液与其他废水混合处理,可以节约处理成本,铝泥还可以用作其他工业生产的原材料,实现废水资源化利用;CO2酸化法利用工业副产品CO2,减少了碳排放。
(2)处理铝含量为2000—4000mg/L 的碱蚀清洗废水,控制反应pH 值在9.5—10.0,比对CO2酸化法和硫酸(盐酸)中和法的实验结果,尽管CO2酸化法的Al(OH)3提取量低于硫酸(盐酸)中和法,CO2酸化法设备运行管理稍复杂,设备投资略高,CO2采购费高于硫酸(盐酸)。但是CO2酸化法铝泥中Al(OH)3含量高,单位废水产生的铝泥少,脱水设备投资低、脱水设备运行成本低、铝泥转运费低。
(3)按照废水量为10t/d 计算,CO2酸化法减少的固体废物处置量为439kg/d,可再利用的Al(OH)3量约为78.6kg/d,CO2利用量(即碳排减量)约为23.6kg/t。