数字技术在花丝首饰中的传承和创新应用
2022-09-07董亮洁孙月阳李星枰
董亮洁,李 妍,2,孙月阳,李星枰
(1.中国地质大学珠宝学院,湖北 武汉 430074; 2.湖北省珠宝工程技术研究中心,湖北 武汉 430074;3.拉夫堡大学设计与创意艺术学院,英国 拉夫堡 LE11 3TU)
花丝工艺是我国一种独特的传统金银制造工艺,也是一项国家级非物质文化传承技艺, “采金为丝,妙手编结,嵌玉缀翠,是为一绝”一句道尽花丝工艺通过“手”拉出不同粗细的金/银丝进行掐丝、填丝、堆垒、编织等的技法。花丝工艺承载了我国传统首饰的规矩方圆和一丝不苟的设计制作理念,但随着社会的变迁,传统的高成本人力加工方式已不适应现代首饰中设计、制作与生产的批量、高效等要求,同时现代人的生活方式与审美也发生了新变化,衍生出新的设计语言。花丝工艺饰品需要传承,更需要发扬和创新来实现可持续发展。
对于如何平衡花丝首饰重盛有序,纤柔婉约的美学特点和低成本、高效率的现代化生产需求,新兴数字化生产技术为我们提供了可能的解决方案。熊玮等[1]尝试将新兴数字技术引入花丝首饰的制作,通过设计造型建模再运用3D打印技术制造花丝首饰。但是该研究限于利用3D打印技术实现花丝首饰生产工艺的创新,对于已有的花丝首饰资源利用率低。三维扫描技术可以实现目标物的数字化储存,并建立花丝3D模型的个性化共享数据库,服务于未来大规模化3D打印定制生产[2],实现已有的花丝首饰资源传承。目前,结合三维扫描技术和3D打印技术制作花丝首饰这类结构精细的艺术品的研究相对较少,数字资源快速高效采集关键技术和多功能手持式快速彩色三维扫描设备也正在研发阶段,其可以更好地实现自动纹理映射,快速生成高精度带纹理的三维模型。
本文中笔者提出结合三维结构光扫描技术和选区激光熔融技术(SLM)来进行3D打印,通过复制的模式,利用已有的花丝首饰资源,制作花丝首饰。通过结构光三维扫描仪和建模软件获取花丝首饰三维数据模型,再运用SLM技术制作花丝首饰复制品,旨在探索数字技术在实现花丝首饰数字化储存和新方法制造中的应用可行性和技术中存在的要点和难点,为实现花丝首饰的传承和创新提供可行的方法。笔者希望数字化技术在花丝工艺中创新应用,赋予花丝工艺更多跟随现代潮流的可能性,为现代首饰提供中国化的审美角度,同时也希望为花丝非物质文化遗产的传承和创新拓宽道路。
1 花丝工艺和数字技术
1.1 花丝工艺
花丝工艺是采用掐、填、攒、焊、编织、堆垒等传统技法将金、银、铜等原料制成首饰的中国传统技艺(图1)[3]。花丝首饰兼具了低重量和轻盈精致的造型,在首饰制造中规避了金银具有较大密度的缺点,因此花丝工艺在首饰制造中具有极好的应用价值。但是随着珠宝首饰市场的不断变化,花丝工艺在当今的发展遇到了诸多瓶颈,技艺的传承也受到了阻碍。
花丝工艺发展面临的阻碍因素主要包括:(1)工艺繁琐复杂,制作周期长,造型缺少时尚感。花丝工艺制作流程繁琐复杂,每一个流程都有独特的技巧,对于手艺人和学习者的技术熟练程度都有很高的要求。因此,手工制作的花丝首饰具有较长的制作周期,传统的造型虽然精巧复杂但是难以顺应供求关系和时代潮流,限制了花丝工艺在现代首饰市场中的发展;(2)结构脆弱,易发生变形,佩戴后难清洗。花丝首饰需谨慎佩戴,因为花丝首饰在制作过程中经过多次高温退火,并且运用材质为纯金或纯银,金属比较柔软,导致成品容易发生形变,并且焊接处容易脱落。精巧复杂的造型使得花丝首饰存在很多小缝隙,存在较大清洁难度,因此消费者需要谨慎佩戴花丝首饰;(3)材料限制。花丝工艺的工艺特点要求其材料需具有良好的延展性,但在各种高性能材料不断出现的当代,花丝首饰在材料选择上还是以金和银为主。因此,花丝工艺在一定程度上失去了结合更多材料去传递更丰富的艺术设计理念的可能性。

图1 花丝工艺基本技法(图源北京东方艺珍花丝镶嵌厂)Fig.1 The basic techniques of filigree craft ( Photos by Beijing Treasure of Oriental Crafts Filigree Inlaying Factory)
1.2 数字技术
为了使花丝首饰可以更好适应现代首饰市场,引入新兴数字技术进行花丝制品的制作是一种可行的途径。
1.2.1 三维扫描技术和3D打印技术
三维扫描技术是通过机械测头或光电技术使目标物的三维空间及色彩信息可以得到数字化表示的技术[2],能扫描得到复杂几何外形的物体的点云数据,且可以将扫描结果通过输出端口对接其他软件装置,结合其他的技术获取更多可用信息。
3D打印技术是逐层添加材料到三维空间,将几何模型的数字化表示转换到创建物理实体对象的技术[4],可以实现设计模型与制造实体的紧密结合,减少产品生产周期,尤其在制造高度复杂结构的零件时相较其他制造工艺具有显著优势。
1.2.2 数字技术在物件复制中的应用
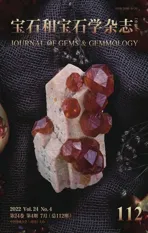
目前运用三维扫描和3D打印技术复制的对象主要为陶器、青铜器等精细度较低的文物,杨蕴等[5]利用白光扫描仪和光固化技术复制出崧泽遗址博物馆保存的陶器,避免了翻模复制损伤文物的风险。结合这两种数字技术既可以对文物进行数字化信息储存[6],也可以制作文物复制品用于虚拟展览[7]。除了文物之外,也有学者结合这两种技术对珠宝首饰进行复制。Piperi等[8]用三维扫描仪获取首饰模型,再结合3D打印和丙烯颜料上色制作首饰复制品(图2),该研究探索了低成本进行首饰数字化的方法。Stamati等[9]利用手持式激光扫描仪扫描花丝胸针获取其大致轮廓信息,进行模型再设计后,利用石膏打印,进行金属涂层并完成花丝胸针的再设计制造(图3),该研究是数字技术在花丝首饰领域中的应用尝试,但由于仪器和材料限制,其成品的精细度低。这项研究为本文的实验设计提供了前期的实验基础与可借鉴的实验方法。
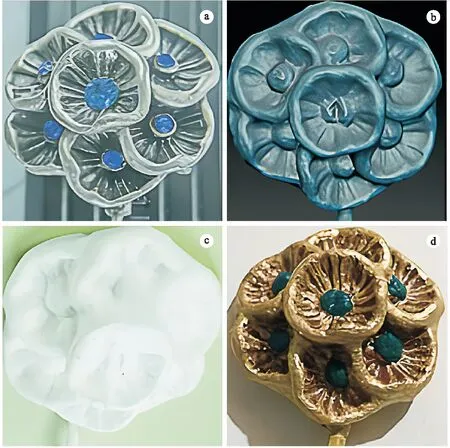
图2 制作首饰复制品的各个阶段[8]:a.首饰原件;b.三维扫描模型;c.3D打印复制品;d.丙烯上色Fig.2 The stages of making replica of jewelry[8]: a.Original jewelry; b.3D scanning model; c.3D printed replica; d.Painted by acrylic paint
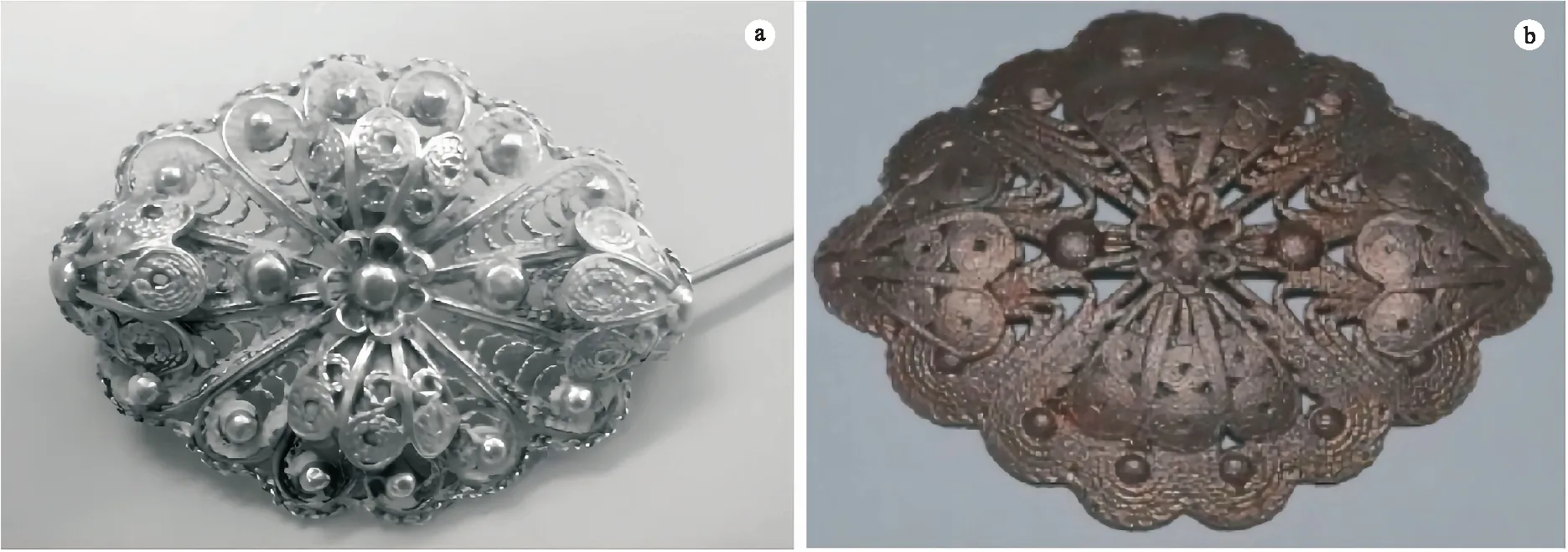
图3 花丝胸针原件(a)和再设计成品(b)[9]Fig.3 The original filigree brooch(a) and the redesigned product(b)[9]
2 数字技术在花丝首饰复制中的应用实验
2.1 实验样品、仪器及打印材料
2.1.1 实验样品
本次实验选取两个不同外形的花丝首饰作为实验样品(图4),样品一为圆盘状花丝吊坠,其花丝结构多为平面,细小结构数量多且形态复杂,尺寸为30.7 mm×27.8 mm×4.6 mm。样品二为葫芦状花丝首饰,相较样品一整体结构更立体,其中花丝结构呈曲面,结构细小且形态更简单,尺寸为20.5 mm×20.0 mm×33.8 mm。
图4 样品一和样品二的正面(a、d)、底面(b、e)、侧面(c、f)Fig.4 The front(a, d), bottom(b, e), side(c, f) views of sample No.1 and No.2
2.1.2 实验仪器及打印材料
实验仪器包括三维扫描仪和3D打印机。花丝首饰样品具有尺寸小和细丝数量多的特点,为避免细丝发生形变,故本次三维扫描方法选取非接触式扫描。三维扫描仪器选用工业级结构式蓝光能对扫描对象进行面扫描的PowerScan扫描仪,单幅测量范围为150×120 mm2,摄像头分辨率为5 M。该扫描仪速度快精度高,适宜扫描结构复杂且尺寸小的物件。
目前在首饰制作中应用的3D打印技术主要有两种:一种是打印树脂膜或蜡模再失蜡铸造;另一种是利用SLM技术烧结金属粉末[1]。由于构建的样品模型细丝结构较多,打印的树脂或蜡模有形变的风险,因此采用SLM技术烧结925银粉完成花丝首饰复制品制作。本次实验采用MYSINT 100打印机,该3D打印机采用铺粉叠加技术专利可实现高打印速度,具有30 μm微小激光光斑,适宜打印高精度、高致密度模型。经过课题组内的实验验证该3D打印机可成形直径最小达0.06 mm的金属丝。
2.2 实验的主要过程
2.2.1 样品的三维扫描
采用结构光的三维扫描技术单次只能采集物体的一个侧面,要获取物体完整的三维扫描数据,需要对物体进行全角度多次扫描[10]。因此先在样品周围随机粘贴标志点,使每次扫描时软件可以识别并匹配这些固定的公共点去完成单片扫描数据的整合拼接。为减少金属表面对三维扫描仪结构光的反射,在扫描前需要在样品表面均匀喷洒一层显像剂。由于样品结构复杂,采取手动测量获取样品完整的点云数据。
点云需要转化为三维多边形网格展示模型连续的面[11]。因此需要将扫描获取的样品点云数据导入到Geomagic wrap软件中进行后续处理。获取高精度三维数据模型的重点工作在于对扫描参数和网格重建参数进行调整[12],探究到最适宜花丝首饰的三维模型获取流程如图5所示。最终获取完整的样品三维模型(图6a和图6d),蓝色代表网格部分,绿色代表边缘和破洞部分。
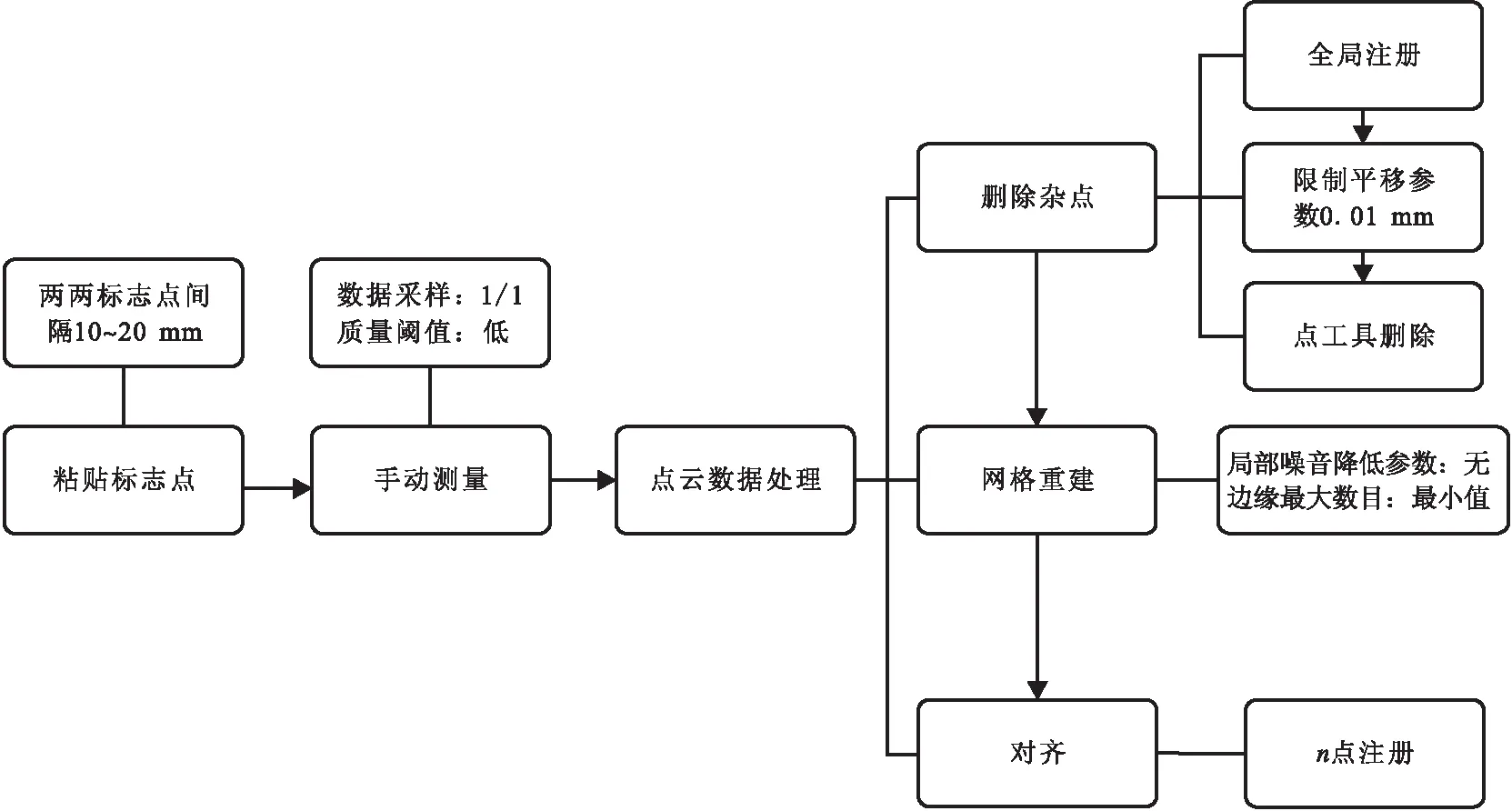
图5 样品的三维模型获取流程Fig.5 The process of acquiring the 3D models of the samples
2.2.2 三维模型的重建及修复
三维扫描获取的初始样品模型精确地反映了样品尺寸,但是原始模型对于复杂结构的部分展现效果较差,出现了很多破洞和多余的三角形网格,不可直接用于3D打印。因此,选择将三维扫描获取的数据模型导入Rhinoceros软件中,在渲染模式下以此模型为基础重新构建用于3D打印的样品模型。将已建好的样品一和样品二模型(图6b和图6e)以3dm格式导入到Keyshot软件中进行渲染(图6c和图6f)。
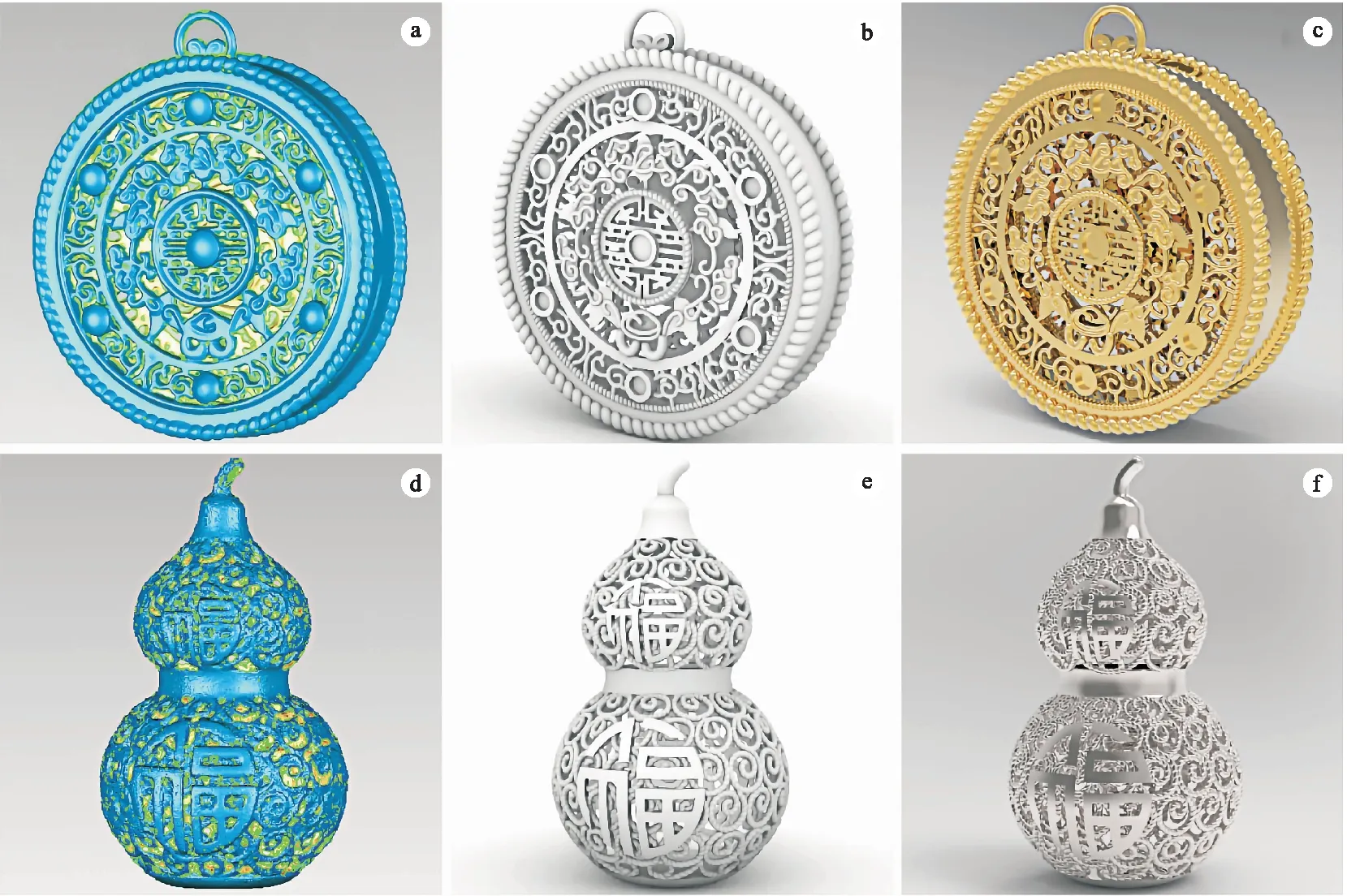
图6 样品一和样品二的三维模型图(a、d)、重构模型图(b、e)、渲染图(c、f)Fig.6 The 3D models(a, d), reconstructed models(b, e), renderings(c, f) of sample No.1 and No.2
由于重新构建的模型结构复杂,组成的三角形网格多,同时部分零件无法合并为一个整体,导出的网格模型有多壳体、多重叠三角面片的问题。为了后续3D打印的顺利进行,在Materialise Magic软件中对已构建的模型进行检查和修复。
2.2.3 复制品的3D打印
为了便于后续去除支撑结构,将样品模型分为上下两部分打印,最后再焊接为整体。将修复好的模型添加支撑结构(图7),灰色代表样品模型,黄色代表支撑结构,由于模型结构复杂且组成部件数量多,添加支撑的地方面积较大。
由于模型的细丝较多且距离较近,需避免细丝之间的空隙被烧结的多余粉末填充,通过实验验证适宜打印花丝首饰这类细丝多的金属制品的3D打印参数为:激光功率90 W,激光扫描速度500 mm/s。3D打印的样品复制品表面粗糙,SLM成形的金属制品致密度高、硬度大,采用常规的砂纸打磨不仅抛光难度大,而且易导致细丝脱落,因此委托专业的珠宝加工店进行执模抛光和和后续的焊接修复等操作。复制品与原件对图如图8,图9。
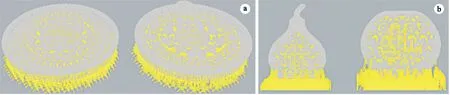
图7 样品一(a)和样品二(b)的支撑结构Fig.7 The supporting structures of sample No.1 and No.2
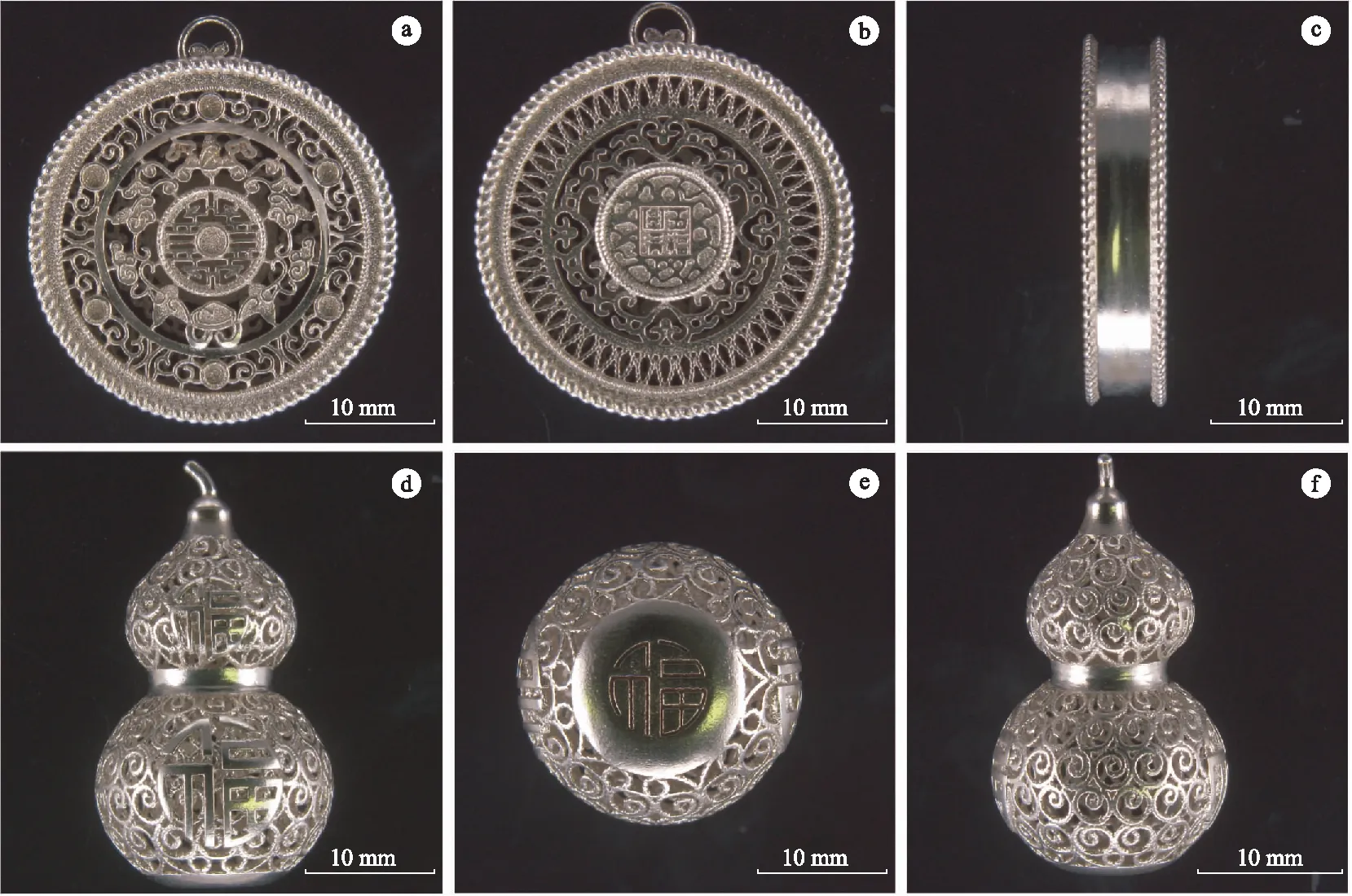
图8 样品一和样品二复制品的正面(a、d)、底面(b、e)、侧面(c、f)Fig.8 The front(a, d), bottom(b,e), side(c, f) views of the replicas of sample No.1 and No.2

图9 样品一(a)和样品二(b)的原件(左)和复制品(右)对比图Fig.9 The comparison between the originals (left) and replicas (right) of sample No.1 (a) and No.2 (b)
3 实验结果分析
3.1 花丝首饰样品的三维数据模型
本次实验中三维扫描获取样品的每组点云数据质量较好,最终获取的花丝首饰样品数据模型精确展现了样品尺寸。通过实践发现,针对花丝首饰这类结构复杂且空隙多的样品,三维扫描获取点云数量以及网格重建精度与三维数据模型质量关系紧密。这主要是由于在点云转化为三维多边形网格时,在精细度高而点云稀少或缺失的地方易出现网格错误或缺失[13]。因此在三维扫描时将扫描参数设置为数据采样为1/1,质量阈值为低,获得数量最多的点云数据;在网格重建时将局部噪音降低参数设为无,边缘最大数目设置为最小值,避免在空隙处形成多边形网格。但由于仪器和软件限制,网格重建后的数据模型只能展现样品的主要外形,在复杂结构部分有很多破洞和多余的三角形网格,同时细丝的纹理也很难在数据模型中体现。
3.2 花丝首饰样品的重建修复模型
结合Materialise Magic模型修复软件,Rhinoceros软件对于花丝首饰这类重复物件多的模型构建有较大应用优势,尤其细丝纹理部分可利用沿弹簧线构建圆管的方法实现快速建模。最终构建的样品模型相较三维扫描获取的数据模型,样品各部件精细度更高。
3.3 花丝首饰样品的3D打印复制品
本次实验3D打印的复制品与构建的模型基本吻合,结构更牢固,打印时间仅需三到四小时,相较手工制作大幅度地降低了制作周期,简化了制作步骤。SLM成形花丝首饰这类细丝多的物件的最佳工艺参数为激光功率90 W,激光扫描速度500 mm/s。
3D打印的样品复制品仍存在以下不足:(1)在细节展现上仍存在不足。样品二的细丝纹理在经过抛光后展现效果差。这主要是由于样品二表面倾斜角大,在倾斜打印的阶梯效应下,倾斜角度增大导致残余波纹间隙处更易出现粘附颗粒,影响打印精度[14]。卢建斌[15]提出了一种实现光斑补偿量与扫描速度相匹配的复合扫描策略,可改善精密金属制品尺寸精度。后续可采取轮廓扫描和正交扫描相结合的复合扫描策略,针对模型轮廓和内部面积成形设置不同的扫描速度和光斑补偿量,减少颗粒粘附,提升打印成品表面质量;(2)需要添加的支撑结构面积大,增加了材料损耗和去除的难度。后续可针对模型进行专门设计分割,减少支撑结构总面积;(3)抛光难度大,抛光时易发生细丝脱落。本次实验中执模抛光工作对于操作者技术要求高,目前磨粒流抛光工艺更适宜抛光具有复杂结构的3D打印金属制品。磨粒流抛光工艺是在一定压力作用下,利用含有磨粒的黏弹性磨料与金属制品内外表面进行流动摩擦实现改善粗糙度作用[16],该抛光工艺可以弥补传统抛光工艺的不足,但设备要求高且单件制品抛光成本高。
3.4 数字技术在花丝首饰中的传承和创新应用探讨
综合本次实验结果和传统花丝工艺特点,总结得到结合两种数字技术(三维扫描和3D打印)与纯手工制作花丝首饰复制模式的对比结果,如表1所示。相较纯手工制作,三维扫描技术省去了反复对比原物和复制品的步骤,3D打印技术实现一体成型快速制造,对于操作人员的技术要求低,因此结合三维扫描和3D打印两种数字技术复制花丝首饰的难度更低。同时数字技术的引入也提升了后续应用的可扩展性。
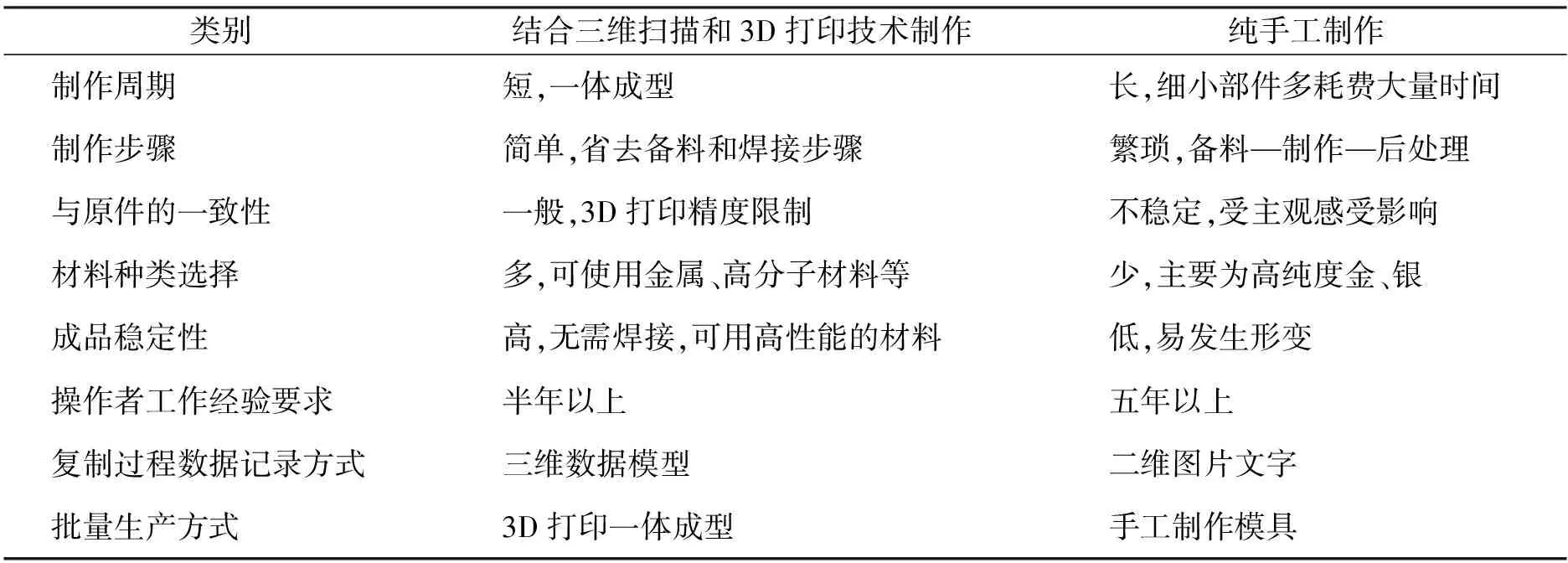
表1 两种花丝首饰复制模式的制作对比Table 1 Comparison of the two filigree jewelry production modes
通过将数字技术引入花丝首饰制作领域,尤其是三维扫描技术的加入,利用已有的花丝首饰资源库,通过复制的模式实现对已有的花丝首饰作品数字化,并建立相应的储存库,实现用新方法制造花丝首饰。同时,消费者可以通过进入三维数据模型库提前在线上全方位观赏所要购买的花丝首饰,加强对于花丝工艺的认知,提升消费者对于后续3D打印批量化生产的花丝首饰的消费意愿。此外,数据库的建立也为博物馆的花丝艺术品的线上参观提供了可能,使参观者足不出户就可以体会其中的文化和艺术价值。这种新方法的运用既传承了已有的花丝首饰造型,提升了花丝工艺知名度,又可以创新提升花丝首饰市场份额。
在克服三维扫描和3D打印精度限制等技术难点后,数字技术在花丝首饰领域可实现更多的应用,如:(1)文物领域,可扩展数字博物馆资源,并实现缺损的花丝首饰文物的模拟修复与仿品的制作;(2)首饰设计领域,对已有的花丝首饰进行模型再设计,利用3D打印技术制作多材料的花丝首饰,进行批量化生产。
4 结语
本次实验将数字技术应用在复制花丝首饰中,首先采用结构光三维扫描仪获取样品花丝首饰的外形特征,然后在此基础上在建模软件中重建模型,最后运用SLM技术制作花丝首饰样品的复制品。本文探索了数字技术在实现花丝首饰的数字化储存和新方法制造的应用可行性和技术中所存在的要点和难点,得出以下结论:(1)现有的三维扫描技术针对花丝首饰这类复杂结构的物件扫描,可获取其表面主要信息,但在精度和网格重建方面需要通过其他软件进行进一步的改良;(2)运用建模软件构建花丝首饰这类具有多重复部件的物件模型具有较大应用优势;(3)运用SLM技术打印花丝首饰可以降低花丝首饰制作周期,简化制作步骤,但在打印精度和成型方式上需要进一步改良。如果克服了这些技术难点,数字技术在实现花丝首饰的数字化储存和新方法制造中有更大的应用价值与扩展空间。