国产高精度全站仪精度评定与分析
2022-09-06张小苏范百兴肖国锐
张小苏,李 丛,张 勇,范百兴,肖国锐
(1.河南地矿职业学院,郑州 450000;2.信息工程大学,郑州 450001)
全站仪作为最基础、最常用的一款测量仪器,它的发展一直备受关注。工业级全站仪更是广泛应用于航空航天、大型工程测量、武器装备制造及变形监测等高精尖领域。与工程级全站仪相比,工业级全站仪具有以下特点:①具有较高的测角精度(≤±0.5″)和测距精度(最高可达到±(0.6 mm+1×10-6×D));②能够配合各种类型反射器进行测量工作;③近距离范围内的测量精度很高;④具有马达驱动、目标锁定跟踪、目标自动识别等功能;⑤在50 m范围内,三维点坐标测量精度能够优于0.5 mm[1]。目前,工业级全站仪基本为国外品牌,如徕卡的TDA5005、MS60、TDRA6000,索佳的NET05A,天宝的S8,拓普康MS05A等仪器,因此国产品牌工业级全站仪的研制、推广和应用迫在眉睫。
苏州某仪器公司自主研发的RTS 010A全站仪,是一款具有马达驱动、联机自动控制、目标锁定跟踪、自动目标识别等功能的国产高精度全站仪,其测回水平方向中误差和垂直方向中误差均≤±1″,测距精度优于(±1 mm+1×10-6×D)。利用MetroIn工业测量系统,采用比较法对其进行加常数的测定;在室内均匀布设6个公共点进行内符合精度的测量;使用激光跟踪仪、双频激光干涉仪对其进行外符合精度、ATR测量以及配合角隅棱镜的精度评定。
1 全站仪极坐标测量原理
全站仪最基本的功能就是进行角度和距离的测量,而极坐标测量原理就是利用全站仪测量的水平角、垂直角及距离计算出目标点的三维点坐标。全站仪极坐标系统定义为:全站仪的仪器中心为坐标系原点(即横轴与竖轴的交点);水平度盘零刻画方向为X轴,由原点指向目标方向为正;仪器的竖轴为Z轴,铅垂向上方向为正;Y轴由右手法则确定[2-4]。假设全站仪测量的水平角、垂直角和斜距分别为(HZ,V,S),如图1所示,可以计算得到目标点P的三维点坐标。

图1 全站仪极坐标测量原理
(1)
将式(1)线性化,并根据误差传播定律可以计算出P点的误差。设水平角的测角误差为mHZ,垂直角测角误差为mV,对于此款仪器其mHZ=mV,两点间距离的测量中误差为mS,则测量点的误差算式为:
(2)
根据式(2),进一步得到测量点的平面坐标和空间三维坐标的测量精度为:
(3)

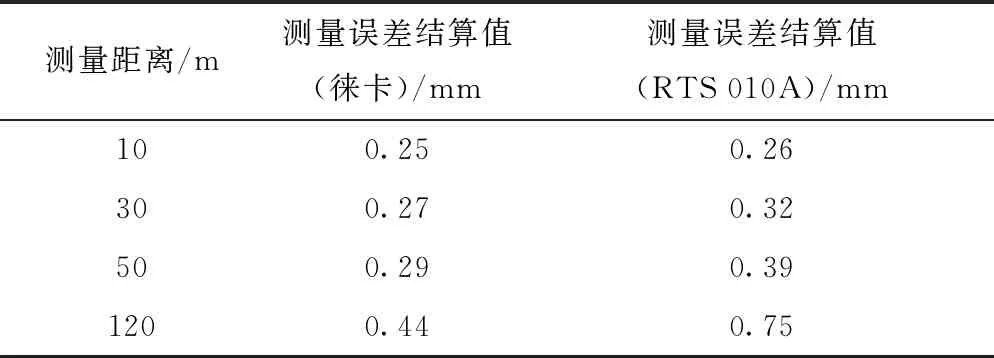
表1 全站仪三维点位测量误差估算值
2 加常数测定
工业测量通常在测量前,将仪器与棱镜均进行加常数的测定,并对棱镜编号。加常数误差是由仪器常数误差和棱镜常数误差两部分组成的,其中仪器常数误差是指仪器发射和接收测距信号的平面与仪器中心不重合造成的误差;棱镜常数误差是指反射镜的等效反射面与棱镜几何中心不重合造成的误差。在野外大地测量中通常采用基线比较法测定加常数,即六段法。而此种方法工作量较大,需要特定的基线场进行测量,而精密工业测量一般在室内进行,场地通常为十几米甚至几十米较小的空间范围,故六段法不适合近距离的测量工作。在近距离测定加常数的方法通常采用三段法或比较法[5-6]。
三段法测量虽然原理简单,但是操作起来限制条件较多。测量时要确保3个测站在同一直线上,且高度一致,否则会引入测量误差。因此本实验采用比较法测定加常数。
2.1 比较法测定加常数
比较法是利用MetroIn工业测量系统的特点,比较快捷的一种测量方法。该系统可以联接单台全站仪或多台经纬仪进行测量,也可以同时联接经纬仪和全站仪进行混合式测量。若连接单台全站仪,其坐标系的定位与全站仪极坐标系统一致;若连接两台以上仪器其坐标系的定义为:仪器A的中心为坐标系原点,A指向B在水平面的投影为X轴,铅垂向上为Z轴,Y轴通过右手法则确定。如图2所示,如若A为全站仪,B为经纬仪,通过MetroIn工业测量系统建立空间直角坐标系,采用空间前方交会原理[7],测量点P的三维点坐标为(X,Y,Z),则P点到坐标系原点的距离:
(4)
此种方法是A和B两台全站仪仅使用测角功能,故测出的距离没有加常数。此时利用全站仪测量P点,可采用极坐标测量原理及电磁波测距技术,测得全站仪的相位中心到P点的距离S2,如图2所示,此时的测量值包含棱镜常数和仪器常数,即加常数。由两个坐标系定义可知,两种方法测量出的P点到仪器中心的距离之差即为加常数[8]。由于角度交会测量的点坐标精度可以达到0.1 mm,因此两种测量距离与加常数C的关系式:
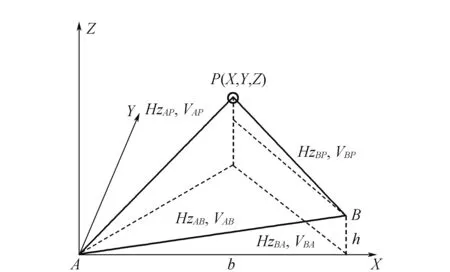
图2 比较法测定加常数
S1=S2+C.
(5)
2.2 加常数测定结果
在实际工程中需要根据仪器设备以及现场实际情况选择合适的方法进行加常数的测量工作,本次实验采用的是比较法测定加常数,使用的棱镜为CCR1.5″角隅棱镜,其中心误差小于±0.025 mm,测量结果如表2所示。

表2 利用角隅棱镜测定加常数 mm
按照式(6)对表2中数据进行计算,得出其内符合精度为0.161 mm。
(6)

3 精度测试
3.1 与激光跟踪仪进行精度比对
全站仪的外观、光学部件的表面、微动螺旋的使用等多个方面进行检查和测试,并使用MetroIn工业测量系统连接仪器,确保仪器操作使用及通讯正常。
在室内均匀布设6个磁性靶座,配合CCR1.5″角隅棱镜进行测量,如图3所示。首先使用徕卡AT901-B激光跟踪仪[9-10](点坐标测量精度优于±(15 μm+6 μm/m)对6个点进行坐标测量,其点坐标测量结果如表3所示。

图3 CCR1.5″角隅棱镜、磁性靶座

表3 激光跟踪仪测量点坐标 mm
采用RTS 010A全站仪对6个目标点测量4个测回,其中第1测回未设置加常数,测量点坐标结果如表4所示。利用MetroIn工业测量系统将4个测回的测量结果与激光跟踪仪测量结果进行公共点转换,比较转换精度,结果如表5所示。根据式(6)计算6个点测量的内符合精度结果如表6所示。

表4 RTS 010A全站仪测量点坐标 mm

表5 公共点转换精度结果 mm
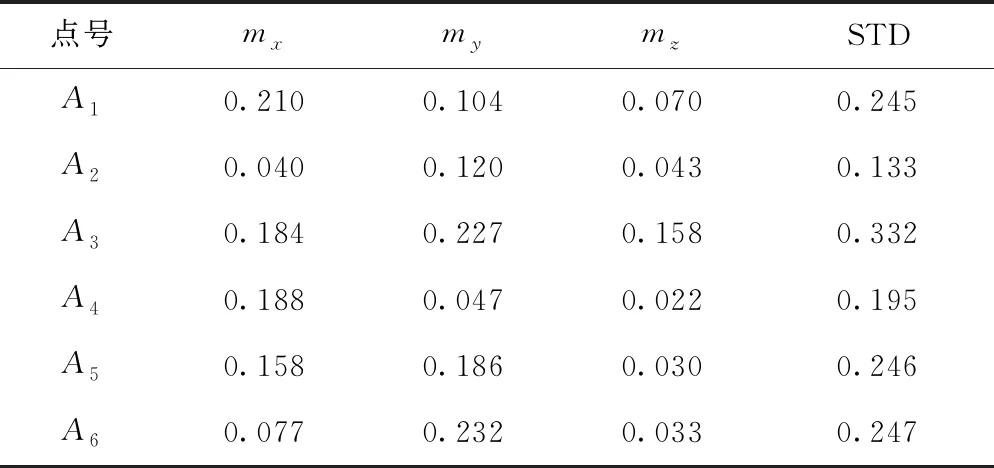
表6 测量点内符合精度 mm
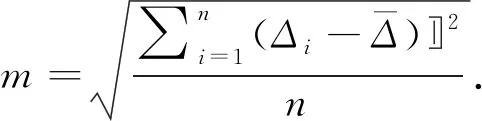
利用MetroIn工业测量系统测量计算各个位置的基准尺长Li(i=1,2,…,10),与标定值L0(1 050.025 mm) 做差,求得偏差值Δ,结果如表7所示。对于基准尺测量,其标定值相当于真值,利用式(7)可以得到全站仪测量的外符合精度为0.355 mm。
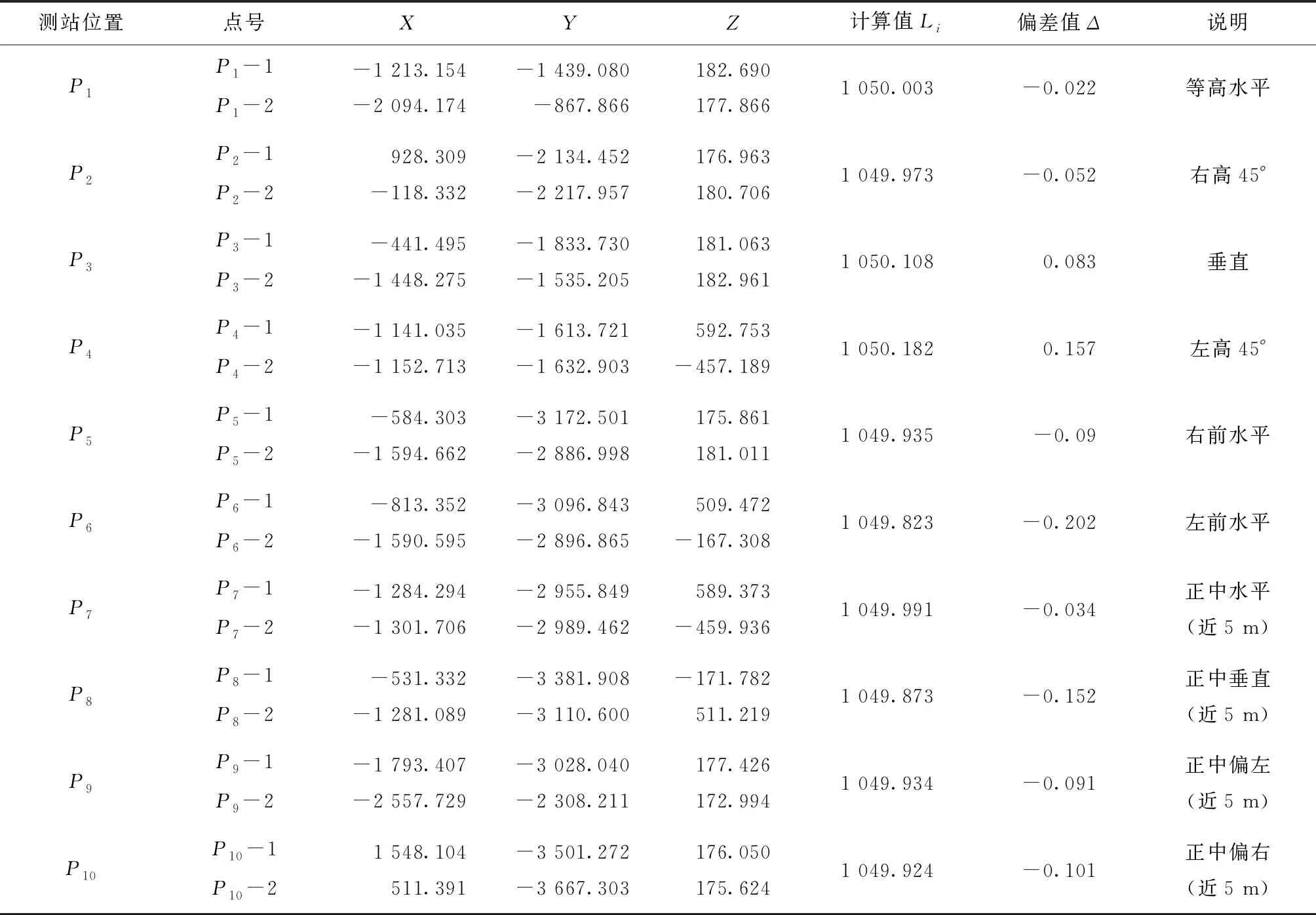
表7 基准尺长度计算结果 mm
(7)
式中:Li为计算值;L0为标定值即1 050.025 mm;n为测量次数。
3.2 与双频激光干涉仪进行精度比对
使用DFI-A型双频激光干涉仪(测距精度±(0.6 μm+0.8 μm/m))对RTS 010A全站仪配合CCR1.5″角隅棱镜进行精度测试。双频激光干涉仪测量精度极高,以干涉仪的测量结果为参考值,用全站仪测量数值与其进行比对,验证全站仪的测量精度。在10 m、13 m、17 m、50 m的距离上各测量12个测回,将全站仪测量结果与双频激光干涉仪测量结果进行比对,结果如表8所示。在15 m和42 m距离上对全站仪ATR功能进行精度测试,各测量25个数值,与双频激光干涉仪测量结果进行比对,结果如表9所示。
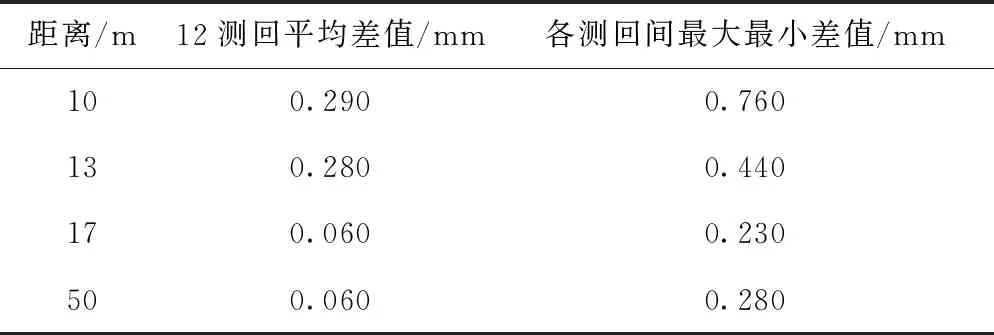
表8 配合CCR1.5″角隅棱镜精度测试
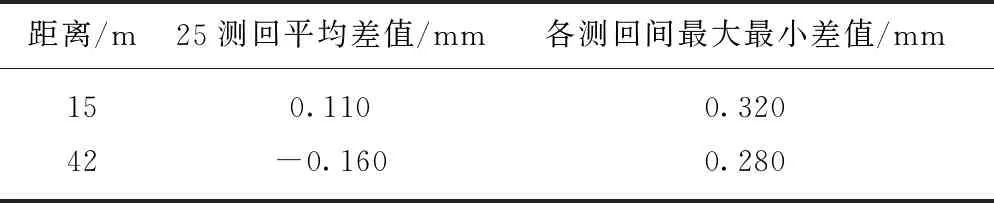
表9 ATR精度测试
4 结 论
通过对实验数据的处理与分析,可以得出:
1)使用苏州某仪器公司自主研发的RTS 010A全站仪对6个目标点测量4个测回,比较第2~4测回可以看出其多次测量的内符合精度较高,优于0.5 mm;在角隅棱镜测定50 m范围内12次的加常数内符合精度也达到0.161 mm;
2)在加常数设置正确的情况下,对全站仪与激光跟踪仪的6个目标点的测量值进行公共点转换,精度均约为0.2 mm;用MetroIn工业测量系统在10个不同位置对基准尺长进行测定,获得外符合精度0.355 mm,符合工业级指标;
3)利用双频激光干涉仪对RTS 010A全站仪配合CCR1.5″角隅棱镜进行精度测试,在4个不同距离上与双频激光干涉仪测量数据进行比对,其三维坐标内符合精度均在0.5 mm以内,测量数据稳定,精度较高;
4)利用双频激光干涉仪对RTS 010A全站仪的ATR功能进行精度测试,在2个不同距离上与双频激光干涉仪测量数据进行比对,25测回平均差值也不超过±0.3 mm,各测回最大最小差值也在0.3 mm左右,其测量数据稳定,精度较高。
通过上述实验及数据分析,可以看出国产RTS010A全站仪在测角、测距精度,马达驱动、目标锁定跟踪、目标自动识别、配合多种类型反射器使用等各方面均达到了工业级全站仪的水平。
