三聚氰胺生产装置氨冷凝回收系统风险分析与量化评估
2022-09-03牛刚
牛 刚
(河南能源集团哈密投资有限公司,新疆 哈密 839000)
DH公司三聚氰胺生产装置以尿素为原料,在压力8.0 MPa、温度350℃工艺条件下,尿素发生分解、聚合等反应生成三聚氰胺。反应过程中有国家重点监管危险化学品氨,根据《危险化学品企业安全风险隐患排查治理导则》3.2.3规定,需对氨冷凝回收装置采用危险和可操作性(HAZOP)分析法进行安全风险辨识分析。氨冷凝回收系统负责整套三聚氰胺生产系统含氨溶液的回收利用,高温高压的工作条件,设备、阀门、管线的复杂连接和物料的危险特性,使得对其进行工艺安全性分析具有重要的现实意义[1]。
本文主要选取HAZOP研究法对DH公司三聚氰胺生产装置的氨冷凝回收系统进行工艺安全分析,同时针对HAZOP分析不能量化的特点,运用保护层分析法(LOPA)对装置的风险进行半定量分析[2-4],以提高装置风险评估的准确性。
1 氨冷凝回收工艺
1.1 工艺原理及流程
氨冷凝回收工艺系统主要采用连续精馏原理,将液体混合物在氨汽提塔塔盘上进行多次部分汽化和冷凝,最终实现溶液中的易挥发的氨、二氧化碳和不易挥发的副产物OAT(主要为三聚氰酸一酰胺和三聚氰酸二酰胺)、三聚氰胺、尿素的分离。氨冷凝回收工艺流程示意图见图1。
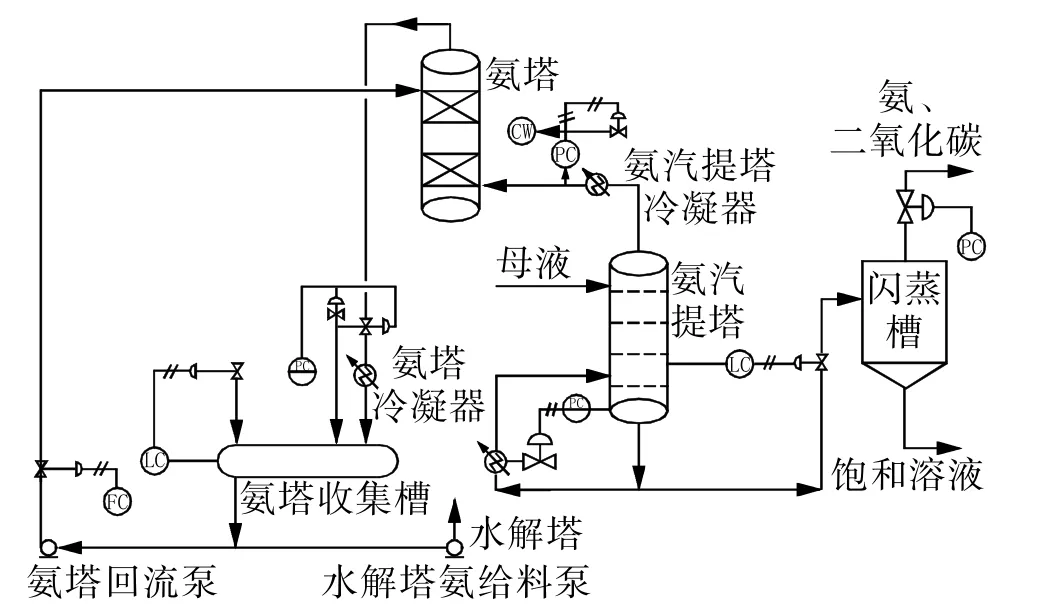
图1 氨冷凝回收工艺流程示意图
离心机母液由泵输送到氨汽提塔顶部,氨汽提塔再沸器壳侧高压蒸汽是汽提塔的热量来源,可以将塔内温度加热到207℃,这个温度能够将母液中的氨、二氧化碳汽提出来。汽提后的溶液从汽提塔底部排出,在流量控制装置控制下进入闪蒸槽闪蒸,闪蒸槽的压力低于氨汽提塔,因此饱和溶液可以转变为低压条件下的部分饱和蒸汽和饱和溶液。从氨汽提塔顶出来的气体是较高浓度的氨和二氧化碳,经过氨汽提塔冷凝器冷凝后,降温至90℃进入氨塔精馏,通过多次部分汽化和冷凝,获得较高浓度的氨。氨经氨塔冷凝器冷凝后,温度降到约43℃,进入氨塔收集槽,一部分氨由氨塔回流泵返回氨塔作为回流氨,另一部分由水解塔氨给料泵送往水解塔。
1.2 主要设备及其参数
氨冷凝回收系统的主要设备及工艺参数见表1。
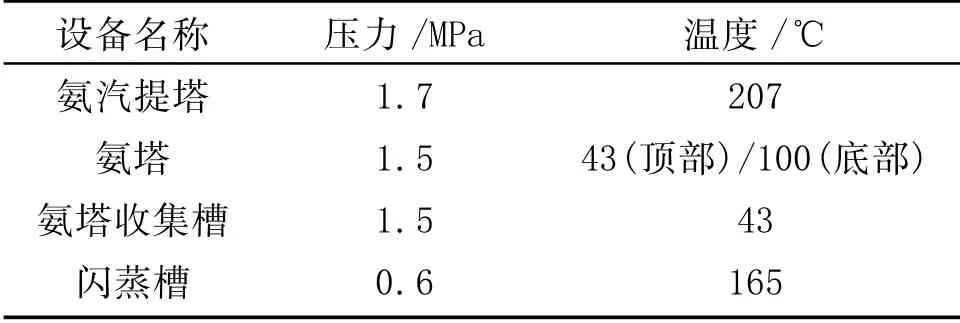
表1 氨冷凝回收系统的主要设备及参数
2 HAZOP分析
DH公司氨冷凝回收工艺系统安全分析共划分5个节点,分别是氨汽提节点、冷凝节点、精馏节点、氨收集节点及闪蒸节点。在5个节点的HAZOP分析中,共对设定的29个偏差进行分析,根据DH公司现有安全措施进行风险评估,得到各节点风险等级分布情况,见表2。
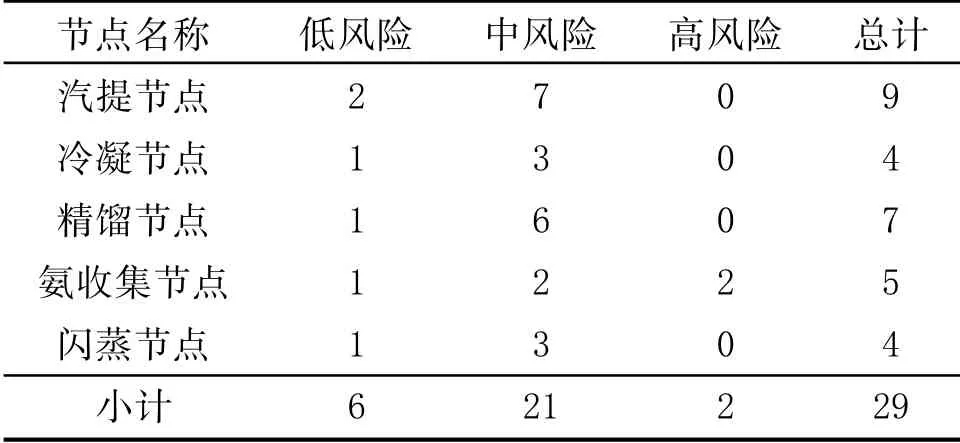
表2 现有安全措施下各节点风险等级分布
由表2可知,在29个风险点中汽提节点存在9个风险点,风险点数量最多;氨收集节点存在2个高风险点,风险程度最高,说明现有防护措施虽然能在一定程度上防止事故发生,但仍有可以改进的地方。
针对上述风险点,HAZOP系统提出相应改进建议项后,得到的各节点风险等级分布见表3。
由表3可知,针对现有防护措施提出改进后,氨冷凝回收系统风险点的风险明显降低,主要体现在有12个中风险点转变为低风险点,且低风险点在整个氨冷凝回收系统风险点位占比超过一半。
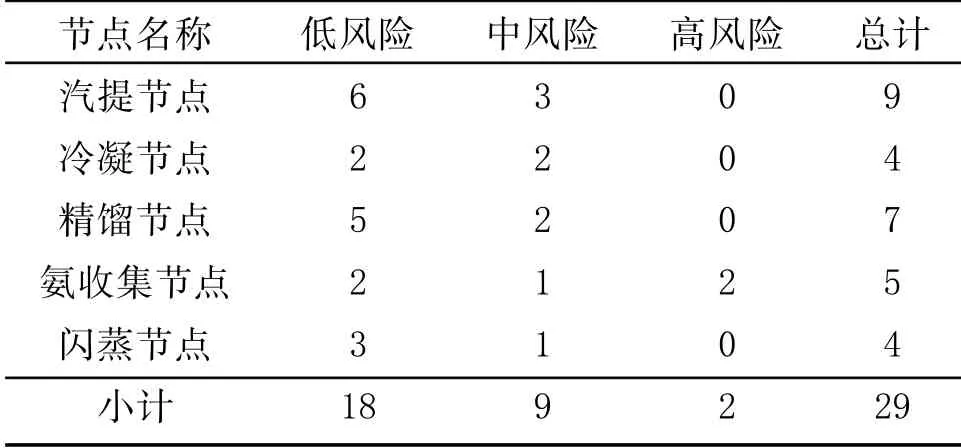
表3 改进后各节点风险等级分布
3 LOPA分析
针对HAZOP分析不能量化的缺点,采用LOPA分析法对氨冷凝回收系统进行半定量分析。氨冷凝回收安全仪表系统(SIS)的安全完整性等级(SIL)定级分析建立在氨冷凝回收的HAZOP分析基础上,采用LOPA对危险等级较高的事故情景进行分析,并确定其回路安全仪表功能的完整性等级。HAZOP分析过程中,氨收集节点液位过高和温度过高两个偏差造成的后果严重,风险评估为高风险,现对两个高风险点进行LOPA分析。
用LOPA进行分析的计算公式见式(1)[5]:

PFDij——初始事件i中第j个阻止后果发生的独立保护层(IPL)的失效概率;
Pex——人员暴露概率;
Pd——人员受伤或造成死亡概率。
3.1 温度过高风险点的LOPA分析
利用HAZOPkit软件对氨收集节点的温度过高偏差进行LOPA分析,可以较为直接地从软件分析中得到:(1)人员现场操作为每8 h有不超过4 h在现场,可计算人员暴露概率Pex=0.5;(2)装置有泄漏监测和报警,人员容易撤离,Pd=0.5;(3)考虑到装置运行时间修正、引燃可能性修正,设修正系数为ε=0.5。
温度过高偏差的原因是外界气温过高和冷凝器故障致物料温度过高。以冷凝器故障为初始事件,根据软件直接得到初始事件频率为0.08。
DH公司现有保护措施“安装有高压报警装置、氨气泄漏报警装置、高液位报警器,设有温度联锁控制装置”可确定为独立保护层,温度过高偏差可导致液位升高、压力增大,甚至导致容器破裂,氨气泄漏。联锁控制装置可以在偏差发生时警报,工作人员及时响应,其失效概率PFD1=0.1。
在现有独立保护层的基础上,得出需要增加SIL-1等级的安全功能回路(SIF)才能降低风险到可接受范围。新增建议项为设置自动喷淋SIS,温度超过45℃时自动喷淋,该保护层的失效概率PFD2=0.01。

表4 冷凝器故障的LOPA分析
3.2 液位过高风险点的LOPA分析
利用HAZOPkit软件对氨收集节点的液位过高偏差进行LOPA分析,可以较为直接地从软件分析中得到:(1)人员现场操作为每8 h有不超过4 h在现场,可计算人员暴露概率Pex=0.5;(2)装置有泄漏监测和报警,人员容易撤离,Pd=0.5;(3)考虑到装置运行时间修正、引燃可能性修正,设修正系数为ε=0.5。
造成液位过高的因素是液位计故障,则初始事件为液位计故障,初始事件频率为0.1。
液位过高偏差与温度过高偏差分析对象是氨收集槽,现有独立保护层相同,故失效概率相等,PFD1=0.1。
在现有独立保护层的基础上,得出需要增加SIL-2等级的SIF回路才能降低风险到可接受范围。新增建议项为设置液位高高联锁切断罐进料阀,该保护层的失效频率PFD2=0.008。

表5 液位计故障的LOPA分析
通过对高风险点进行LOPA分析,由HSE风险识别矩阵可知,温度过高偏差综合后果发生频率从1×10-3降低到1×10-5,风险等级由D4高风险变为D2中风险;液位过高偏差综合后果发生频率从1.25×10-3降低到1×10-5,风险等级由D3高风险变为D2中风险。LOPA分析结果满足风险标准。
4 结 语
通过HAZOP与LOPA结合的方式系统地分析了DH公司三聚氰胺生产装置中氨冷凝回收工艺系统存在的潜在风险,有效弥补了HAZOP分析难以量化的不足,大大提高了风险评估结果的准确性。通过LOPA分析得到的综合后果发生频率,有助于判别是否需要增加安全仪表系统及其安全完整性等级,可为企业的安全管理决策提供科学的依据。
