工艺参数对原油船用耐蚀钢DWSAW焊接接头的影响
2022-09-02宋金英孙丽敏
阎 璐,宋金英,聂 希,孙丽敏
(1.上海船舶工艺研究所,上海 200032;2.上海空间电源研究所,上海 200245)
0 引 言
近年来随着能源需求的不断加大,海上原油运输量逐年增大,而原油高硫高酸的特点使其在运输过程中频繁引发原油船货油舱腐蚀失效事故,造成严重的环境污染和安全隐患。为此,国际海事组织(IMO)在2010年规定,原油船货油舱用钢必须采用涂层防护或采用耐蚀钢作为现行防腐涂层体系的唯一有效替代方案。低合金耐蚀钢由于具有优异的环境友好特性及较低的维护成本,已成为油船货油舱用钢的研究热点[1-3]。早期原油船货油舱用耐蚀钢生产及应用工艺主要被日本所垄断,我国关于货油舱用耐蚀钢研究工作起步较晚。经多年探索,我国成功开发国产原油船货油舱用耐蚀钢[4-5],经实船服役跟踪,耐腐蚀性能良好,为国产原油船用耐蚀钢的推广应用打开局面。
目前超大型油船(Very Large Crude Carrier,VLCC)、浮式生产储卸油装置(Floating Production Storage and Offloading,FPSO)等大型油船货油舱用耐蚀钢焊接方法主要以手工电弧焊、半自动气保焊为主。随着原油船低成本建造需求的不断提出,为进一步提高船舶建造效率,高效焊接技术在原油船用耐蚀钢的应用成为新的研究方向。埋弧焊(Submerged Arc Welding,SAW)具有质量稳定、生产率高、无弧光及少烟尘等优点,特别适合船舶平直结构焊接,在单丝SAW基础上采用多丝SAW可大幅提高熔敷率和焊接速度,进一步提高焊接效率。针对国产原油船用耐蚀钢开展双丝埋弧焊(Double Wire Submerged Arc Welding,DWSAW)工艺研究,探索不同焊接工艺参数对耐蚀钢焊接接头的影响,研究耐蚀钢DWSAW工艺适应性。
1 试验设备和材料
DWSAW采用双电源双丝串列式,双电源选择2台PowerWave AC/DC 1000 SD焊接电源并配备集成送丝系统。PowerWave AC/DC 1000 SD焊接电源使用波形控制技术,通过调节频率和振幅,可较好地控制熔敷率和熔深,与传统的焊接电源相比得到更高的焊接速度,可提高焊缝质量和焊接效率。
焊接母材采用国产原油船用耐蚀钢AH32,厚度为18 mm,常规拉伸性能如表1所示。选用耐蚀钢配套SAW焊丝,牌号为MCJ50NS,焊丝直径为3.2 mm,配套焊剂为TM.SJ50NS,规格为0.6~3.8 mm。母材和焊材的化学成分(质量分数)如表2所示。焊前将焊剂在350 ℃保温2 h。

表1 常规拉伸性能

表2 母材和焊材化学成分(质量分数) %
2 前后丝模式的影响
在DWSAW系统中,电源类型较常采用前丝直流(DC)反接+后丝交流(AC),以避免电弧间的电磁干扰和电弧偏吹。DWSAW试验采用的焊接电源具有恒压(Constant Voltage,CV)和恒流(Constant Current,CC)两种模式。
2.1 后丝CV和CC模式的影响
通过平板堆焊试验,在前丝DC、后丝AC模式下,对后丝分别采用CV和CC模式进行工艺试验,焊缝外观如图1所示。由图1可知:在前丝DC、后丝AC+CV模式下,焊缝平直,但表面凹凸不平;在前丝DC、后丝AC+CC模式下,焊缝平直,表面成型良好。原因在于:在CV模式下,电弧电压不变,但焊接电流为反馈变量,使焊丝的熔化量不断变化,填充不均匀,焊缝不平直;在CC模式下,焊接电流恒定,金属熔覆量相对变化较少,使焊缝表面均匀,成型良好。
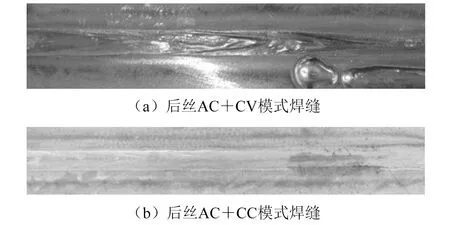
图1 后丝AC+CV/CC模式焊缝外观
2.2 后丝CC方波和正弦波的影响
在前丝DC、后丝AC+CC模式下,后丝AC+CC分为方波和正弦波。通过平板堆焊试验,研究两种模式下的焊缝成型。后丝CC模式不同波形焊接试验工艺参数如表3所示。后丝CC模式不同波形焊缝外观如图2所示。由图2可知:在焊接电流、焊接速度相同的条件下,AC方波堆焊表面高低不平,焊缝边缘不齐,相比之下,AC正弦波焊缝边缘较平齐,表面较平且光滑,焊缝成型良好。
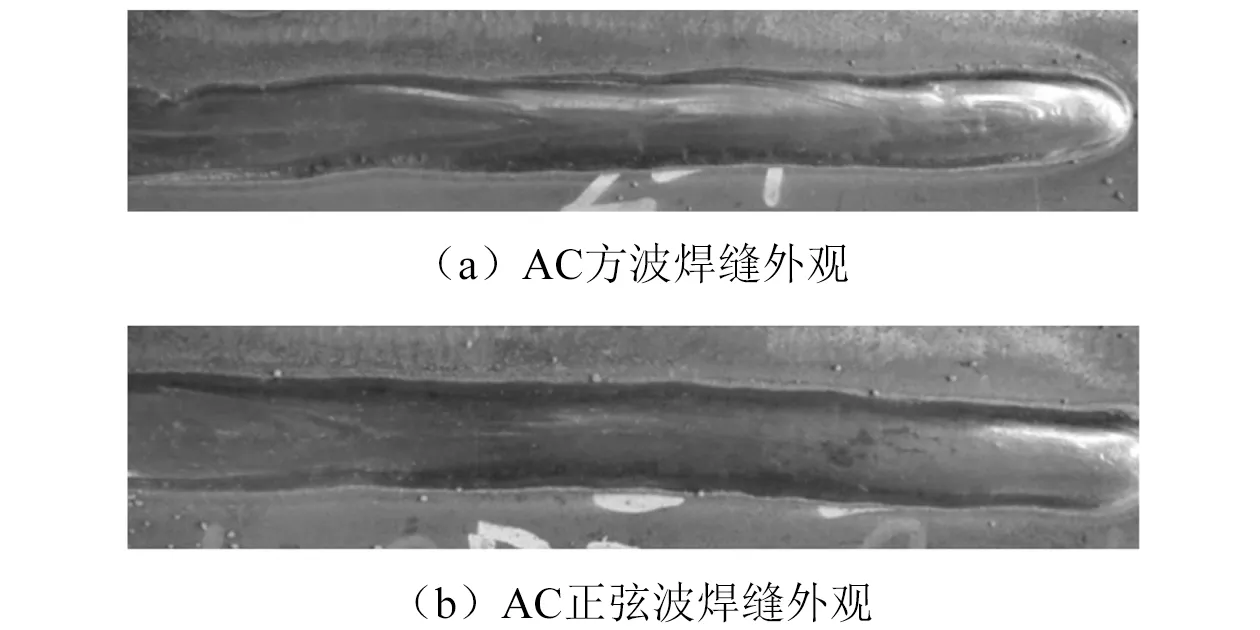
图2 后丝CC模式不同波形焊缝外观

表3 后丝CC模式不同波形焊接试验工艺参数
3 焊接电流、焊接电压和焊接速度的影响
焊接电流、焊接电压和焊接速度是直接影响焊缝成型和质量的关键因素。在双丝串列(前后丝直径相同)时,采用不同焊接电流、焊接电压和焊接速度进行DWSAW平板堆焊。不同焊接试验工艺参数如表4所示。不同工艺参数焊缝外观如图3所示。不同工艺参数焊缝宏观如图4所示。不同工艺参数焊缝尺寸如表5所示。
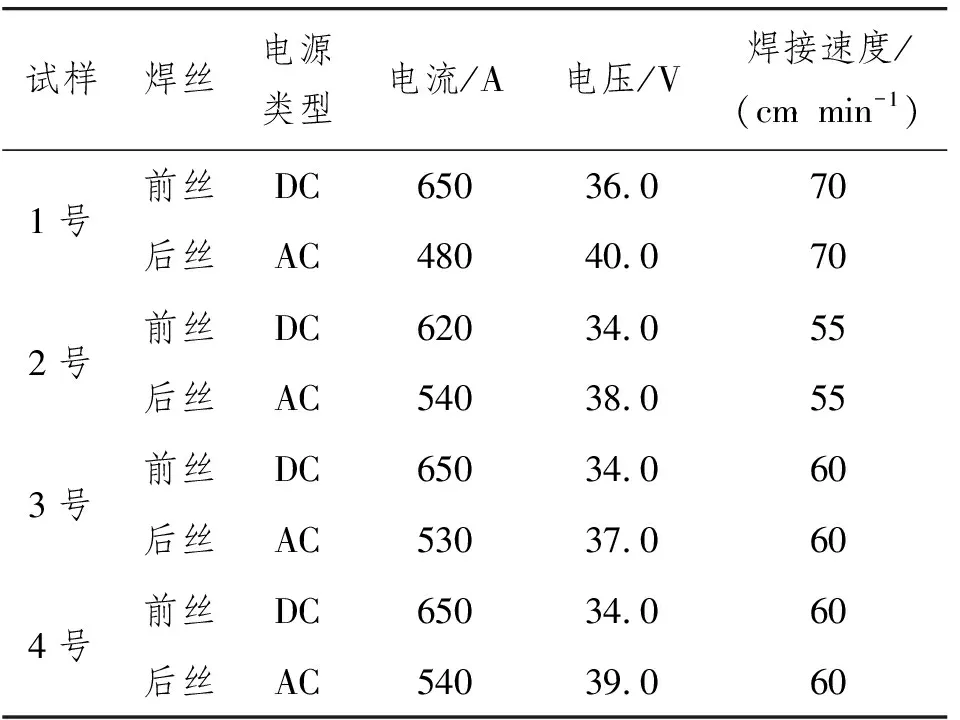
表4 不同焊接试验工艺参数
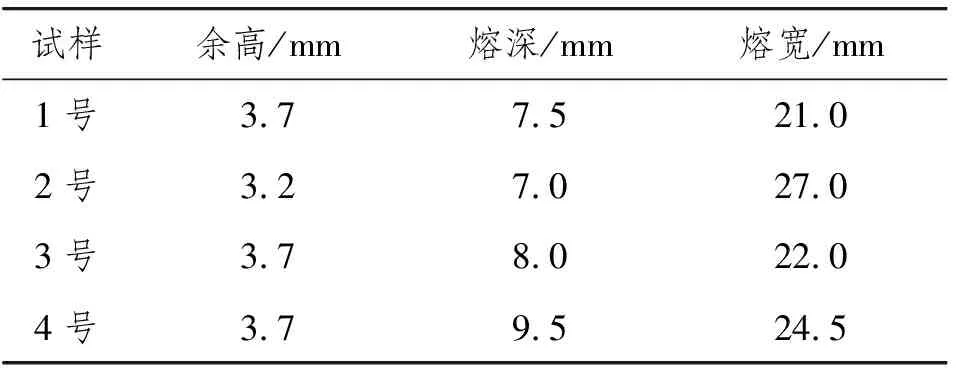
表5 不同工艺参数焊缝尺寸
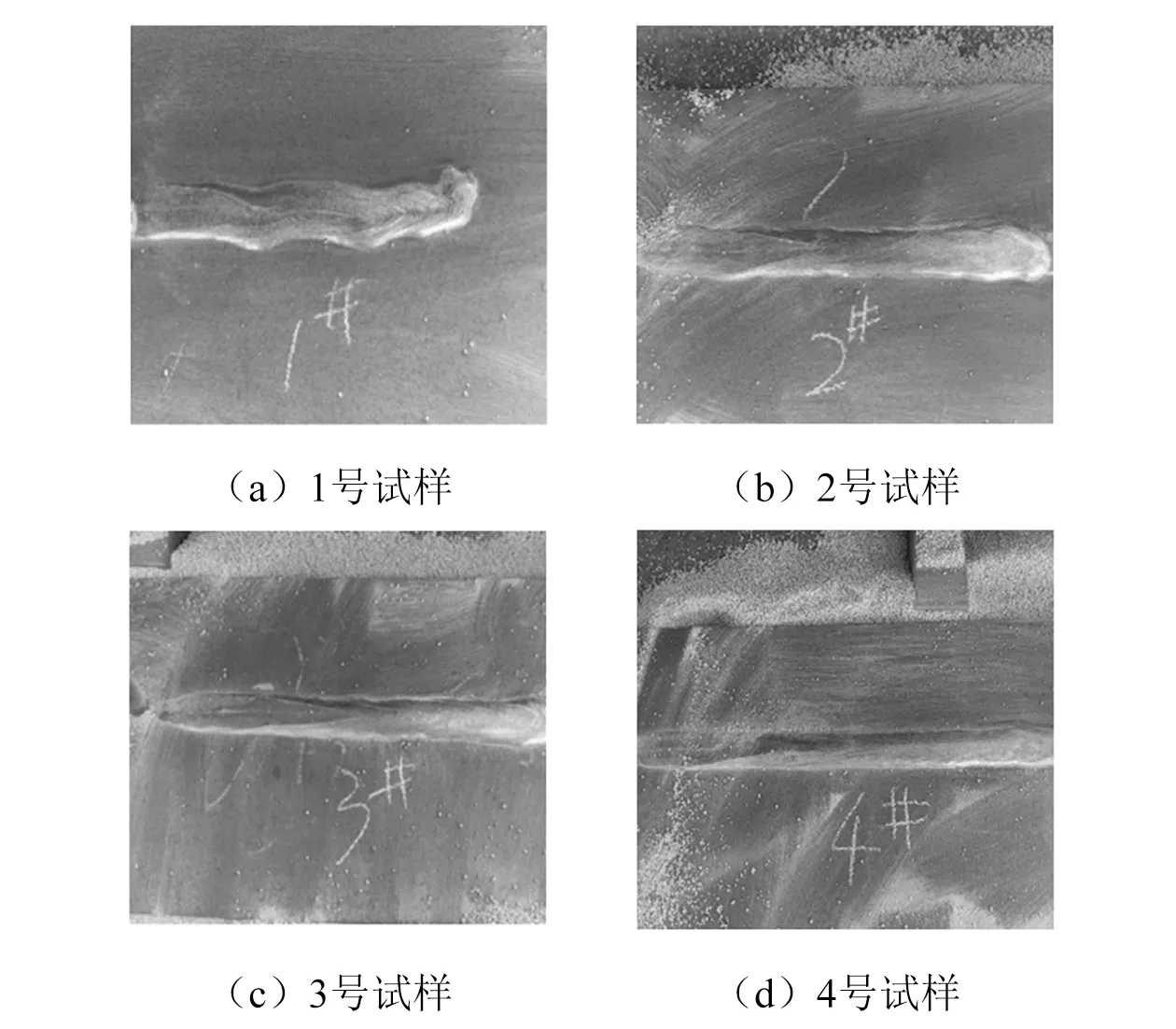
图3 不同工艺参数焊缝外观
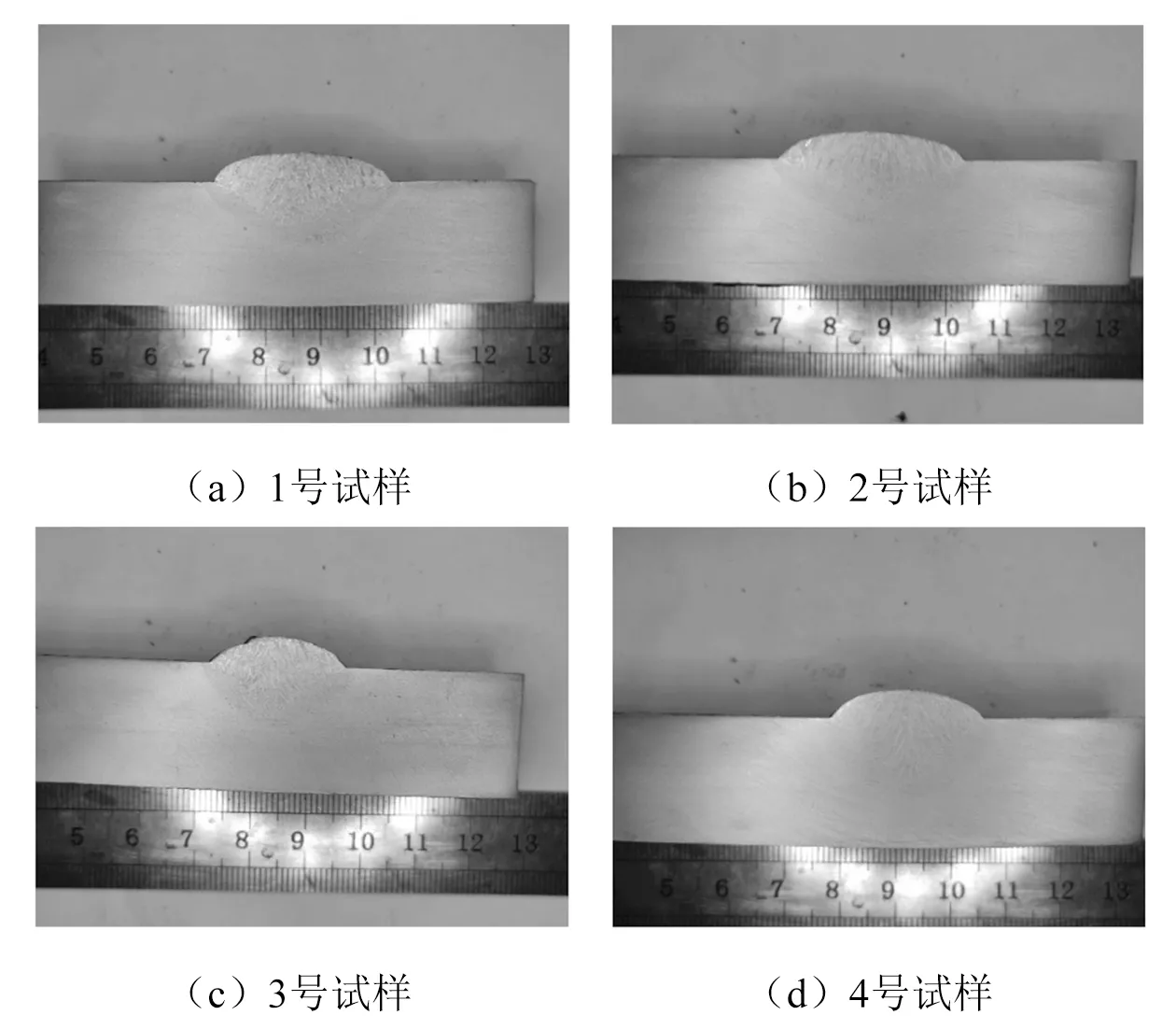
图4 不同工艺参数焊缝宏观
1号试样焊接速度过快,达70 cm/min,堆焊表面高低不平,焊缝边缘不齐,结合焊接接头横截面宏观照片和尺寸,熔池形状为压扁的椭球形,与母材接触的面积较大。原因在于:在冷却时,晶粒先从与母材相连的半熔化区形成晶核,并向液态金属中生长;焊接速度越快,晶粒生长的方向与熔池移动方向的夹角越接近90°,造成晶粒以柱状晶的方式向焊缝中心长大,焊缝中心聚集大量的低熔点共晶体和杂质,对焊接性能造成损害。
2号试样和4号试样后丝电流相同。2号试样前丝电流为620 A,电压为34.0 V,焊接速度为55 cm/min;4号试样前丝电流为650 A,电压为34.0 V,焊接速度为60 cm/min。测得2号试样熔深为7.0 mm,4号试样熔深为9.5 mm。在一般情况下,其他工艺参数不变,焊接速度减小,DWSAW的熔深和熔宽均会相应增加。2号试样在焊接速度降低条件下熔深反而小于4号试样,表明前丝焊接电流增加直接影响焊缝熔深,随着前丝焊接电流增加,焊接熔深逐渐增加。
3号试样和4号试样前丝电流、电压及焊接速度均相同。3号试样后丝电流为530 A,电压为37.0 V;4号试样后丝电流为540 A,电压为39.0 V。测得3号试样熔宽为22.0 mm,4号试样熔宽为24.5 mm。随着后丝焊接电压的增加,焊接熔宽逐渐增加。
通过上述不同工艺参数焊缝对比及焊接接头宏观检测可知:前丝电流主要起增加熔深作用,在其他规范参数不变时,随着前丝电流增加,焊接熔深逐渐增大;后丝电压主要起增加熔宽作用,随着后丝电压增加,焊缝的熔宽增加。
4 焊接接头性能
根据工艺参数对国产原油船用耐蚀钢焊缝成型的影响,开展DWSAW工艺试验。耐蚀钢DWSAW工艺参数如表6所示。
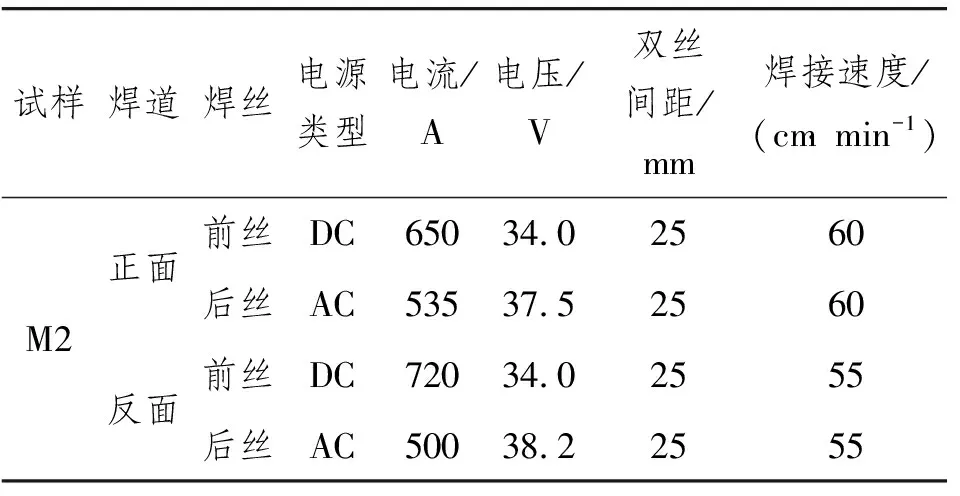
表6 耐蚀钢DWSAW工艺参数
4.1 焊接接头力学性能
焊接接头常规拉伸弯曲性能如表7所示。结果表明:室温条件下的焊接接头抗拉强度远高于中国船级社(CCS)规范要求的490 MPa;焊接接头在按规定进行弯心直径侧弯后,4个侧弯试样表面完好无裂纹。焊接接头具有良好的强度和塑性。

表7 焊接接头常规拉伸弯曲性能
焊接接头室温冲击性能如表8所示。由表8可知:室温条件下的焊接接头不同位置冲击功均高于100 J,远高于CCS规范要求的47 J,具有良好的冲击韧性。冲击功呈现由焊缝中心向熔合线外逐渐升高的趋势,焊缝中心、熔合线处的冲击功明显低于熔合线+2 mm和熔合线+5 mm,焊缝中心冲击功为整个焊接接头冲击功的最低。焊缝金属的力学性能与其组织状态密切相关,由于在焊缝自由凝固为铸态组织过程中,过冷度较大较易产生淬硬组织,因此整个焊缝区域冲击韧性低于母材区域。

表8 焊接接头室温冲击性能
焊接接头金相显微组织如图5所示。焊缝组织由条块状铁素体和针状铁素体构成,焊缝中心可观察到明显的粗大柱状晶组织,而热影响区域粗大和细小晶粒混合存在。原因在于:与其他焊接方法相比,SAW的热输入量更大,热影响区部分区域在焊接热循环过程中发生重结晶和长大。由于热输入量较大,因此焊缝中心得到针状铁素体的比例较热影响区少。文献[6]~文献[7]分析认为针状铁素体对韧性有利,而条块状铁素体在发生变形时与邻近组织协调性差,容易产生解理台阶,导致针状铁素体在焊缝中心比例较小,韧性降低。

图5 焊接接头金相显微组织
焊接接头冲击试样断口显微形貌如图6所示。由图6可知:焊缝中心断口存在明显解理台阶形貌,河流花样由点状裂纹源向四周放射,在部分断面上存在凹陷和二次裂纹,这与块状铁素体容易产生解理断裂的理论结果一致;熔合线断口出现韧窝和解理断裂的混合形貌,部分区域存在微孔聚合型微坑,微孔较小较浅,部分区域存在解理台阶;熔合线+2 mm区域韧窝的比例进一步提高,表明材料韧性进一步提高。冲击断口显微形貌变化与冲击功逐渐提高趋势一致。
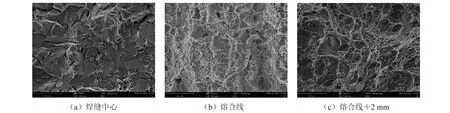
图6 焊接接头冲击试样断口显微形貌
4.2 焊接接头耐腐蚀性能
根据CCS《原油油船货油舱耐腐蚀钢材检验指南》,进行内底板焊接接头腐蚀试验。内底板焊接接头腐蚀试样取样如图7所示,试验时间为168 h。试验结束,去除试样表面腐蚀产物,在用清水清洗后进行干燥。
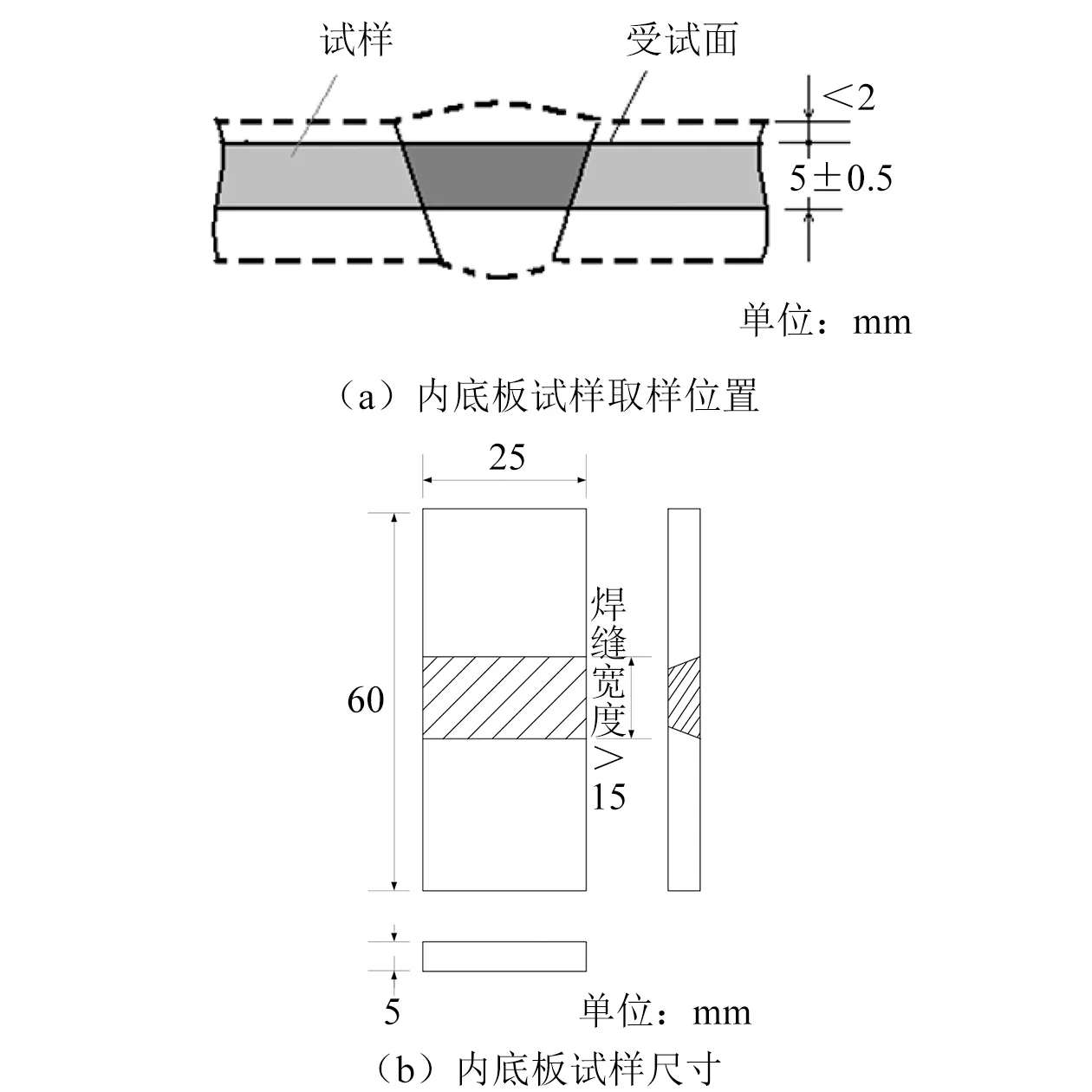
图7 内底板焊接接头腐蚀试样取样示例
内底板焊接接头腐蚀试样宏观如图8所示。由图8可知:试样表面无明显腐蚀痕迹,部分平行试样焊缝区域出现轻微腐蚀,总体来看各区域腐蚀速率接近,属于均匀腐蚀。

图8 内底板焊接接头腐蚀试样宏观
内底板焊接接头熔合线附近微观形貌如图9所示。由图9可知:平行试样4的焊缝平均表面线低于母材,但两者高差<30 μm,不属于非连续表面;平行试样3的焊缝平均表面线高于母材,表明其焊缝腐蚀程度不及母材;其他试样的焊缝腐蚀平面与母材重合,无腐蚀台阶。
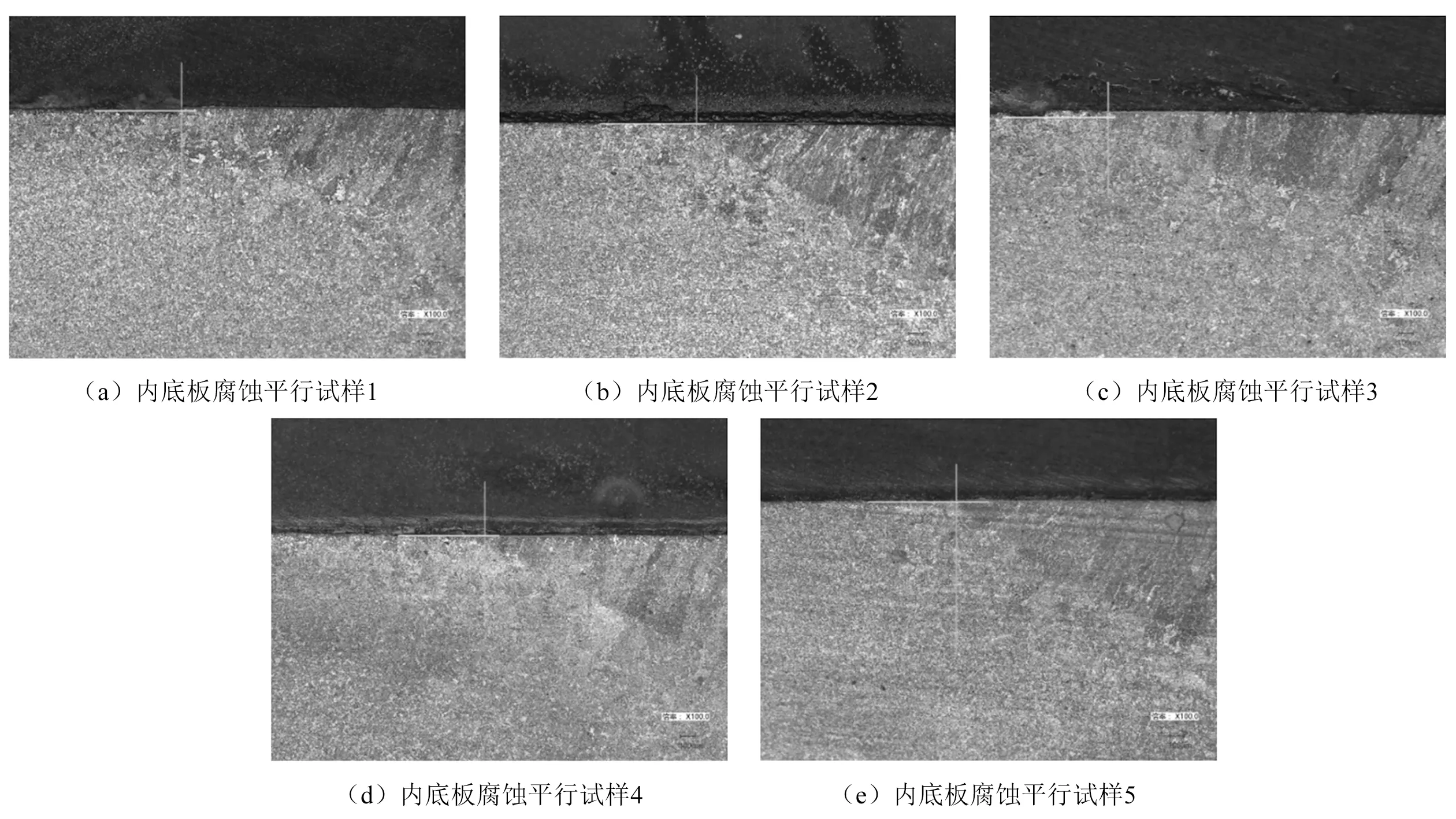
图9 内底板焊接接头熔合线附近显微组织
根据试验结果可判定,内底板焊接接头腐蚀试样均不含非连续表面,具有良好的耐内底板腐蚀性能。
5 结 论
通过对国产原油船用耐蚀钢DWSAW进行的工艺研究,结论如下:
(1)在前丝DC反接、后丝AC+CC正弦波模式下,可获得成型良好的焊缝。
(2)前丝电流主要起增加熔深作用;后丝电压主要起增加熔宽作用。
(3)焊接接头力学性能良好,具有良好的耐腐蚀性能,可较好地适应腐蚀环境。
国产原油船用耐蚀钢具有较好的DWSAW工艺适应性,采用该工艺可提高焊接效率,获得满足CCS规范要求的焊接接头。