提高铝合金薄板类零件几何精度的工艺
2022-09-01苏文瑛孟凡净夏升旺陶海龙
□ 苏文瑛 □ 孟凡净 □ 夏升旺 □ 陶海龙
1.河南工学院 机械工程学院 河南新乡 4530032.中国电子科技集团公司第二十二研究所 河南新乡 453003
1 薄板类零件概述
薄板类零件质量轻,结构紧凑,轴向尺寸较小,径向尺寸偏大,装夹基面小,强度低,在加工中容易变形,加工质量不易保证。对此,加工工艺设计和夹具设计是薄板类零件加工的关键。
热像仪压板零件材料为铝合金,是一种薄板类零件,尺寸公差、几何公差精度要求较高。采用传统方法加工,零件会因受外力作用而变形,加工后几何精度达不到要求。为解决这一问题,通过反复试验改进加工方法,采用胶粘合固定工艺,制作专用工装,改变受力方向,使加工过程中零件所受外力影响大大减轻,加工后零件尺寸满足要求。笔者以此为例,介绍提高铝合金薄板类零件几何精度的工艺。
2 零件变形原因
通常而言,引起薄板类零件变形的原因包括弹性变形、塑性变形、热变形、残余应力变形。薄板类零件装夹和加工时,受到夹紧力和冲击力的双重作用。这些外力作用虽然在薄板类零件所能承受的范围内,但是却破坏了薄板类零件的内部应力平衡。当这些外力超出薄板类零件所能承受的弹性极限时,将会使薄板类零件产生加工变形。
3 零件特征
热像仪压板零件结构如图1所示。这一零件采用铝合金材料,外廓尺寸为130 mm×102 mm。零件厚度不均匀,最小厚度为6 mm。零件平面度要求为不大于0.03 mm,平行度要求为不大于0.04 mm,表面粗糙度Ra要求为不大于3.2 μm。
4 零件加工难点
热像仪压板零件在加工中存在三方面难点。
(1) 当零件壁厚或板厚与轮廓尺寸或内径曲率半径之比小于1∶20时,零件称为薄板类零件。热像仪压板零件板厚与轮廓尺寸之比达为1∶21.4,属于薄板类零件。零件刚性较低,在加工中容易受到夹紧力和冲击力的影响,产生变形。
(2) 热像仪压板零件采用铝合金材料,切削加工质量要求非常高。在化学性质较为活跃的前提下,一些元素不断发生还原反应,切削加工时容易出现积屑瘤,破坏已加工表面的尺寸精度和表面粗糙度,导致加工表面精度较低。
(3) 热像仪压板零件加工精度要求高,尺寸公差、平面度公差、平行度公差要求比较严格。

5 原加工方法
对于热像仪压板零件,原加工方法为采用虎钳在零件两端施加作用力夹紧,采用数控铣床铣削加工。加工后,零件达不到图纸设计的要求,检验不合格。
采用虎钳直接装夹零件,零件受夹紧力作用,内部应力分布不均。在铣削时产生的切削力和热应力作用使零件产生变形与热膨胀,使零件的厚度不均匀,特别是中心部位因铣削而更薄,加工的尺寸精度和表面粗糙度达不到图纸设计精度要求。另一方面,使用虎钳夹紧时,夹紧部位的厚度有限制,零件不能太厚,使需要加工整个厚度平面的零件和外形四周有台阶的零件的加工受到限制。松开钳口取下零件时,外力限制消失,加工时积聚的内应力释放,导致零件产生较大的不规则变形,进而使零件出现翘曲现象。
6 改进工艺
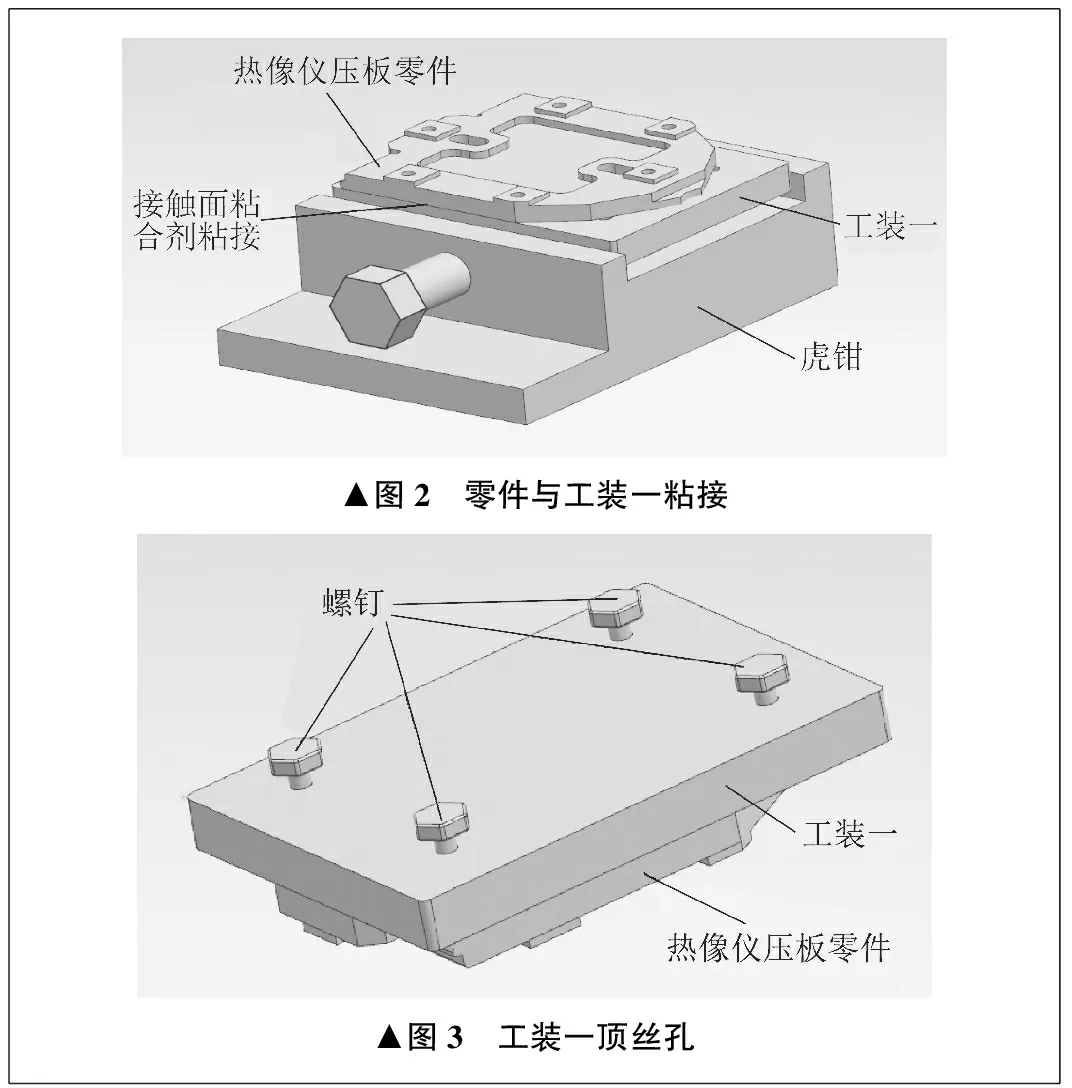
热像仪压板零件由于结构特点,导致自身刚性低,极易在装夹的作用下产生装夹变形,加工质量难以保证。为控制零件变形,根据零件制作两种专用工装,分别为工装一和工装二。将零件用双面胶带粘接在工装一上,如图2所示。用虎钳夹紧工装,这样零件不受虎钳夹紧力影响。固定后,在数控机床上加工零件的第一面。由于粘接零件时需要几分钟时间使双面胶充分粘合牢固,因此加工时准备两块工装一,加工和粘接交替进行,不用等待,提高了加工效率。零件和工装一粘接比较牢固,为方便加工完成后拆卸零件,在工装一上制四个顶丝孔,如图3所示。拆卸零件时,分别旋拧四个螺钉,借助螺钉的推力将零件取下,然后用有机溶剂将零件和工装一清洗干净。
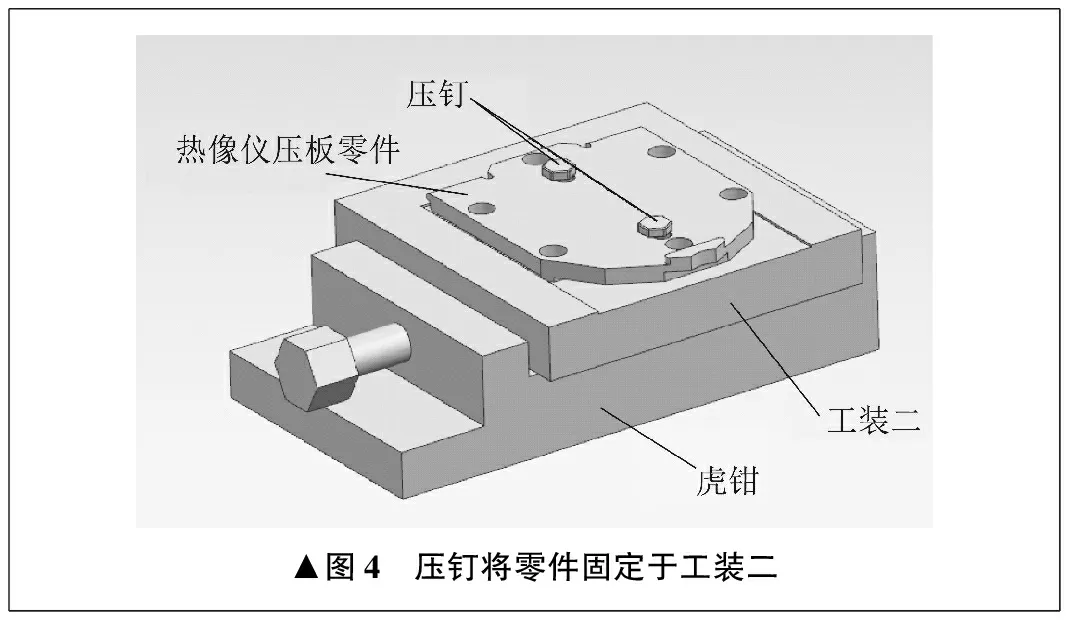
将压钉穿过零件的U形槽,固定在工装二上,如图4所示。固定后,加工零件的第二面。先加工零件的6×φ5.2 mm孔。在加工过程中,采用较小的吃刀深度和宽度,用较小半径的刀具加工,以防零件受力过大产生移动。φ5.2 mm孔加工完成后,通过φ5.2 mm孔将M5螺钉紧固至工装二上,并且螺钉高度低于孔深,如图5所示。然后去除U形槽内的压钉,加工零件其余部分。
加工完成后,对零件的平面度和平行度进行测量。采用三坐标测量仪测量零件上下表面的平面度,平面度误差均为0.02 mm,满足图纸设计要求。测量平行度时,将零件的基准表面放在平板上,将百分表放在导轨上,在被测表面上多方向移动百分表支架进行测量。选取九个测量点,测量指示表最大读数与最小读数之差为平行度误差。经测量,平行度误差为0.035 mm,满足图纸设计要求。由此可见,与原工艺相比,改进工艺大大提高了零件的几何精度。

7 结束语
铝合金薄板类零件加工时易产生变形,导致加工后几何精度达不到要求,废品增多,成本增加。通过制作专用工装,采用胶粘合固定,使零件受力减小。螺钉在零件上均匀分布,使零件受力平衡。加工完成后,测量零件平面度和平行度,均满足图纸设计要求,零件的几何精度大大提高。提高铝合金薄板类零件几何精度的工艺为类似零件的加工积累了宝贵经验。
