基于激光线扫传感器锂电池动态涂胶系统方案设计
2022-08-31饶建红邬荣飞杨庆华
饶建红,邬荣飞,杨庆华
(东莞市李群自动化技术有限公司,东莞 523808)
0 引言
电池主要由5大部分组成:正极、负极、隔膜、电解液和外壳。因生产工艺和外包装的不同,锂电池可以呈现多种外观形态,常见的外观形态有圆柱形、方形和软包装。按电池卷芯结构不同可分为卷绕式和叠片式,根据客户的不同工况需求,圆柱形电池选用单极耳或多极耳的圆柱形卷绕电芯,方形电池和软包装电池壳选择采用方形卷绕电芯或叠片结构电芯进行电池装配[1]。方形电池和软包装电池在进行模组组装时需要先进行电芯涂胶,如图1所示:一般的做法是先通过3D相机获取电池的外形轮廓,然后再用直线电机或者是机器人进行涂胶。

图1 电池样品外观示意图
针对锂电池涂胶工艺研究,提出了一种基于基恩士激光线扫LJ-V7060动态锂电池涂胶方案,将LJ-V7060线扫枪头装在机器人的末端,点胶头放在线扫枪头的后面,两者相差一定的距离,距离小于电池的长边,线扫枪头预先扫描电池的一部分轮廓,然后位于枪头后面的胶头进行涂胶,一边扫描一边涂胶,提高涂胶的效率。在本方案中,机器人用的是东莞市李群自动化的SCARA机器人,型号为AH5020。
1 LJ-V7060的技术参数及内参外参标定
1.1 LJ-V7060的技术参数
电池的边缘会存在卷起或 皱的情况,因此需要动态获取xyz三维度数据。考虑到系统要求的精度为60μm以及电池尺寸,因此选用LJ-V7060能够满足系统的精度要求,图2是LJ-V7060的技术参数。
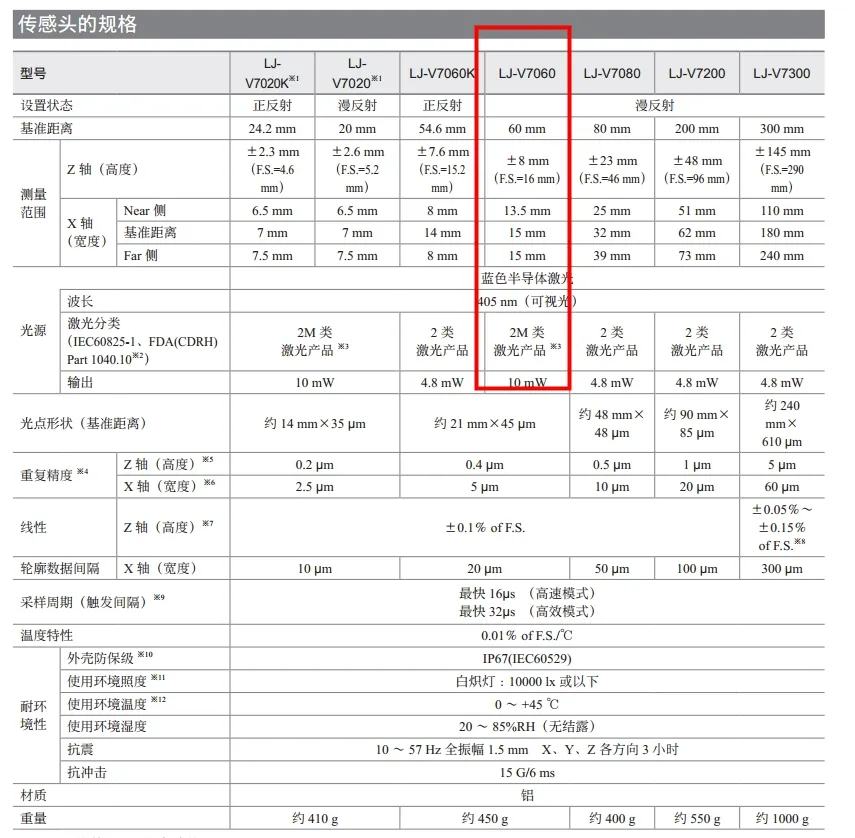
图2 LJ-V7060技术参数
1.2 内参标定
线扫传感器的工作截面为一个近似梯形(如图3所示),这意味着在不同的扫描高度,传感器获取的x方向上的数据对应真实x方向上长度的比例因子是不一致的,需要进行标定和畸变校正。

图3 传感器的工作截面示意图
对于有些厂商的传感器如基恩士,出厂时已作内参标定,而有些厂商的传感器需要用户自己做内参标定。畸变校正的公式如式(1)所示:

L——物体在x方向的真实长度;
Points——传感器扫描到的长度(点的个数);
制作一个立方体标定块,标定块的长宽高尺寸已知,标定块的尺寸精度影响到内参的标定精度。图4为标定原理图,标定时已知,需要求解实际应用时根据可以得出物体的x方向的真实长度L。
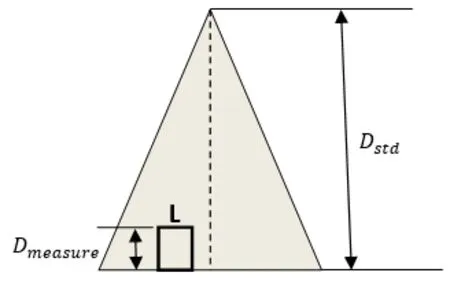
图4 标定原理图
1.3 外参标定
外参标定分为间接标定方法和直接标定方法。
1.3.1 间接标定
由于激光线扫传感器每次发出的是一条蓝色的线,本文采用的是外部触发(下降沿)的方式,触发一次,得到一行数据,数据点的个数为800个,数据间隔为0.02mm,也就是传感器x方向的精度。可以通过工具坐标标定的方式来得到线扫传感器上的800个点与机器人的法兰中心的位置偏差[2]。

图5 坐标转换关系

Prs——传感器在机器人坐标系下的位置坐标;
Pre——机器人法兰中心点在机器人坐标系下的位置坐标;
Pes——传感器相对于机器人法兰中心点的偏移位置。
假设传感器下有一点P,如果知道该点P所对应的传感器x方向的坐标,然后知道该传感器所对应的x坐标点与法兰之间的位置偏移,同时获取当前机器人的法兰位置,那么就可以得到传感器下的点P所对应的机器人坐标。
机器人工具坐标系的标定较常用的方法为最小二乘法拟合算法[3],利用3点或3点以上的点进行拟合得到机器人TCP位置,如果是6轴机器人,还需要得到TCF坐标。
1.3.2 直接标定
根据文献[4]和文献[5],传感器安装在机器人手臂上主要是通过求解多组(至少两组)齐次方程Ax=xB,A为机器人位置变换矩阵,B为传感器位置变换矩阵。根据文献[4],上述齐次方程存在唯一的解的条件是A1与A2的旋转轴不平行且旋转角度不是0度以及180度。文献[5]用lie group求解齐次方程,将方程写成矩阵形式如式(3)所示:

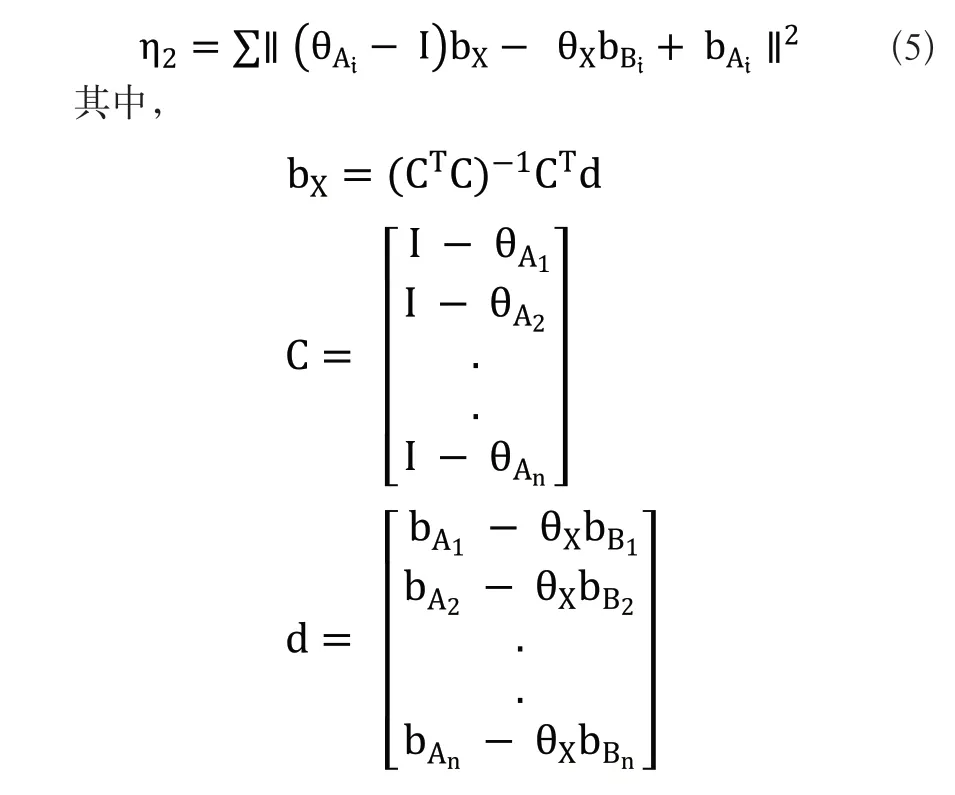
假设有n组{(A1,B1)(A2,B2)…….(An,Bn)},首先必须找到θx使得式(4)最小,
其次找到bx使得式(5)最小,
本方案中采用的是间接标定方法,标定时候需要加工制作一块高精度标定板,设计为一块标定板中心有一个直径为10mm的圆柱,圆柱的高度不超过线扫传感器的量程(-8mm~8mm),在本设计中圆柱的高度为5mm。标定板加工尺寸的精度要求不低于0.02mm,同时在进行机器人与传感器的标定时,标定板固定在平台上且需要调水平,水平度要求不低于0.02mm。如图6所示。
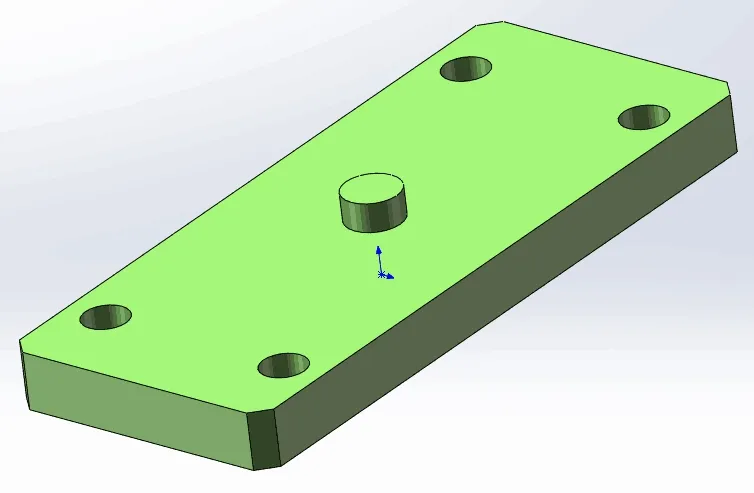
图6 标定板
2 系统设计方案
2.1 硬件方案设计

图7 系统平台示意图

图8 机器人夹具示意图

图9 控制方案示意图
1)胶头分为上下两个出胶针头,要保证点胶效果,需要保证出胶口在竖直方向上重合,为了做到这一点,机械设计通过夹具上的同心孔保证;两胶头间的距离根据点胶工艺控制在0.5mm,通过制作0.5mm厚的标准块去校对。
2)机架下方安装标定相机及镜头,安装高度保证可调节到物距,具体参数后面相机选型会提及,由于点胶头的工具坐标标定采用的镜头是远心镜头,远心镜头无法调焦,所以相机的安装考虑旋钮微调高度、螺钉远调的结构。
3)电池承载装置,平面与机器人Z轴尽可能垂直,保证胶头与电池边缘角度出胶合理。
4)UV固化灯以及升降装置,升降的设计是一方面固化UV胶,另一方面升降可以避免与机器人夹具干涉。
2.2 软件方案设计
图10是系统交互框架图,软件系统主要分为上位机和下位机,上位机分别于激光线扫控制器和机器人控制器进行网络通信,上位机从激光线扫控制器读取电池3D点云数据并进行处理转换得到机器人运动轨迹数据,机器人负责控制DO信号触发激光线扫控制器进行数据采集并按照上位机发过来的轨迹数据进行运动并控制点胶阀进行涂胶。
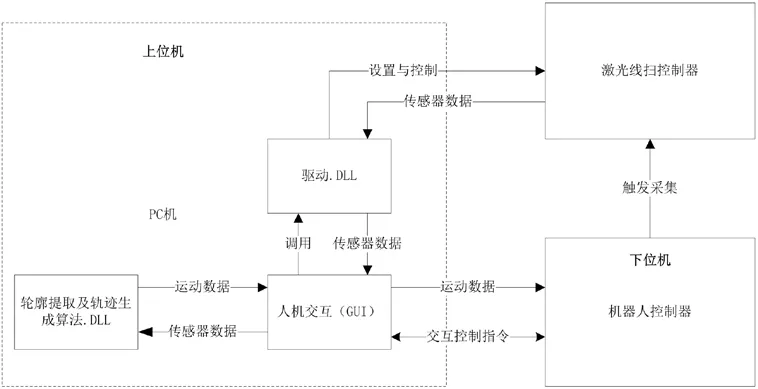
图10 系统交互框架图

图11 数据采集流程

图12 数据处理流程

图13 边缘提取流程
3 实验结果与分析
图14是机器人线速度在20mm/s下的点胶示意图,如果要达到出胶均匀,需要控制器机器人末端的速度以达到匀速状态,另外出胶的速度需要与机器人速度进行匹配,如果机器人速度比出胶的速度快,在某些位置会出现断胶,如果机器人速度比出胶的速度慢,将会出现胶水过多的情形,实际过程中需要不断调整出胶阀以及机器人速度。
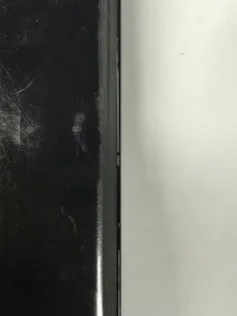
图14 实际点胶效果图
4 结语
本文中提出一种新型的 电池动态涂胶方案,介绍了激光线扫传感器内参外参标定原理及方法、硬件系统和软件系统方案。激光线扫和点胶头都安装在机器人末端,激光线扫与点胶头错开一段距离,激光线扫提前扫描获取一部分的电池轮廓数据并进行处理生成机器人轨迹,机器人在涂胶的同时激光线扫同时采集下一部分电池轮廓数据,这样就达到了边采集变涂胶的功能,通过实际测试结果可知,通过该方案得到实际涂胶效果良好,初步满足实际的应用需求。
