飞秒激光加工高频挠性板基材微孔研究
2022-08-30陆慧娟欧卓东黄兵黄欣王成勇郑李娟
陆慧娟,欧卓东,黄兵,黄欣,王成勇,郑李娟
(广东工业大学 机电工程学院,广州 510006)
挠性覆铜板(简称挠性板)是自动驾驶、穿戴设备、5G手机、通讯基站等电子系统的核心基础件[1]。挠性板由绝缘基材与铜箔压合而成。绝缘基材包括聚酰亚胺(PI)、改性聚酰亚胺(MPI)、液晶聚合物(LCP)等材料,其中PI的介电损耗较大,LCP的制作工艺复杂且成本高昂[2]。在5G时代超高频(10~15 GHz)信号传输的需求下,MPI以高频性能与高性价比的优势成为向6G、7G时代发展的高频电子基材过渡材料。
目前挠性板微孔加工主要采用长脉冲激光加工方式[3-5],存在加工的微孔孔型差、精度低,伴有热影响区大、重铸层、微裂纹等热损伤问题[6]。微孔加工质量严重影响后续孔金属化的工艺效果,进而影响电子设备运行的可靠性。又由于挠性板内绝缘基材对激光的吸收率比铜高[7],使得微孔加工时挠性板内绝缘基材层的热损伤问题更为显著。
关于超快激光加工挠性板微孔的研究较少。Zhao等[8]采用波长为355、532和1 064 nm的超短脉冲激光在挠性板上加工出直径小于10 μm,孔间距0~2 μm的通孔,并认为超短脉冲激光可用于制作高密度挠性电路板微孔。郭钊[9]分析了4种偏振态飞秒激光加工挠性板微孔的工艺特性(孔径、烧蚀程度、圆度),认为径向偏振光作用下微孔加工质量更优。刘凯[10]阐述了飞秒激光与PI和Cu相互作用时的能量吸收与物质迁移机制,发现通过调节激光能流密度,可控制挠性板的刻蚀深度。张云龙等[11]认为超快激光具有极短脉冲宽度(单脉冲激光与材料作用时间短至10-14s),可最大限度地减小微孔加工热损伤。现有的电路板微孔激光加工研究主要是针对挠性板及其PI基材的微孔加工工艺,尚无针对MPI基材微孔激光加工特性的研究成果。
本文采用飞秒激光对高频挠性板MPI基材进行微孔加工研究,研究了MPI微孔材料去除过程,分析了飞秒激光加工过程的微孔质量变化,为飞秒激光加工高频挠性板微孔系统研究奠定基础。
1 实验设备及方案
本文使用东莞市盛雄激光先进装备股份有限公司生产制造的PM1609150064飞秒紫外激光加工系统进行微孔加工实验。具体设备规格参数如表1所示。实验材料为珠海景旺柔性电路有限公司提供的MPI薄膜,尺寸为80 mm×60 mm,厚度为25 μm。

表1 飞秒激光加工系统规格参数
为分析飞秒激光作用下微孔的成形及演变过程,进行了孔径为65 μm的改性聚酰亚胺微孔成形过程实验。飞秒紫外激光加工系统的微孔加工方式如图1所示,加工系统采用环形切割方式切割微孔边缘材料,其中图1b)灰色小圆形为激光光斑与材料作用区域。

图1 飞秒激光加工微孔方式示意图
选取单脉冲能量(Pulse energy)、脉冲重叠率(Pulse overlap)和加工圈数(Passes)这3个加工参数作为变量,其中脉冲重叠被定义为激光束两个连续脉冲在材料表面的重叠,脉冲重叠率(PO)计算公式为[12]
(1)
式中:Vx为加工速度;f为频率;D为光斑直径。
在预实验基础上选定同时满足微孔加工质量与加工效率要求的激光加工参数,设定微孔成形过程实验参数为:单脉冲能量0.004 5 mJ,脉冲重叠率96.67 %,加工圈数1~5,孔径65 μm。
实验前首先利用无水乙醇清洗待加工表面以减少实验材料表面杂质对加工质量的影响。将处理完成的样品置于上述加工系统的加工平台并进行微孔成形过程实验,其中每组实验参数加工1组5行5列的阵列微孔。为研究MPI热分解过程,使用NETZSCH热重-红外联用系统(型号TG 209 F1)进行热重分析实验,实验条件为:空气气氛,温度区间0~1 000 ℃,升温速率10 ℃/min。
使用奥林巴斯激光共聚焦显微镜(型号LEXT OLS4100)通过非接触方式构建微孔三维形貌以进行微孔的深度、圆度、热影响区宽度测量。每组参数重复测量五次并取平均值。使用高分辨率场发射扫描电子显微镜(型号HITACHI UHR FE-SEM SU8200 Series)观察微孔微观形貌,选择微孔边缘同一水平线上孔外到孔内3个点(远孔点、孔边缘点、微孔中点)进行能谱分析。具体微孔质量测量方法如图2所示。
图2 飞秒激光加工MPI微孔质量测量示意图
微孔入口直径de指连接圆周上两点并通过微孔圆心的线段长度,微孔直径De表示为微孔两侧热影响区宽度及微孔入口直径之和,深度h表示为微孔表面至微孔最低处距离,热影响区宽度I表示为微孔边缘凸起部分宽度,表达式为
(2)
选用最小外接圆法计算微孔圆度,如图3所示,圆度误差值Δr为微孔轮廓最小外接圆半径Rw与同心内切圆半径Rn之差[13],即

图3 微孔最小外接圆半径与同心内切圆半径[13]
Δr=Rw-Rn
(3)
2 实验结果与讨论
2.1 飞秒激光加工改性聚酰亚胺微孔的材料去除过程分析
飞秒激光加工改性聚酰亚胺微孔孔型变化特征如图4所示,图4(a1)~图4(e1)为微孔孔型,图4(a2)~图4(e2)为微孔横截面轮廓。加工第一圈时,宽且浅的圆弧内凹微沟壑形成,此时被去除的材料在横截面上表现为两处波浪下凹区域(波浪为激光加工后微沟壑的截面,波长为沟壑宽度),如图4(a1)和图4(a2)所示。随着加工圈数增加,MPI材料逐层去除,微孔锥度逐渐减小,截面图两波浪的波深加大,微孔中部存在大量未烧蚀材料。波浪线从光滑逐渐变粗糙,说明孔璧粗糙度随加工圈数增加而增大。加工第五圈时圆弧形孔型被梯形孔型取代,材料去除区域在横截面上表现为梯形截面曲线,此时边缘材料烧蚀完成并带走微孔中部未烧蚀材料,通孔形成(图4(e1),图4(e2))。
图4 飞秒激光加工MPI微孔孔型变化(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%)
由微孔孔型变化分析可知,飞秒激光加工微孔过程为:激光逐层去除MPI微孔边缘材料,直至边缘材料与母材连接处被打断,微孔中部材料脱落形成通孔。飞秒激光能量密度高、脉冲时间短,激光照射区域材料对激光的非线性吸收增大,因此形成宽而圆滑的弧形沟壑。微孔锥度逐渐减小,其成因是激光束同时作用于微沟壑底部及微沟壑孔壁,孔壁材料被烧蚀去除。
改性聚酰亚胺聚合物在紫外激光作用下通过光化学与光热反应实现材料去除。光化学反应时,激光光子能量直接打断MPI内部的化学键,化合物裂解进而降解为分子碎片,以基团小颗粒或气态方式脱离材料表面。光热反应时,MPI通过加热、熔融汽化等方式去除。结合飞秒激光加工MPI微孔过程的表面形貌变化图(图5)来分析微孔材料去除过程。观察加工圈数1~5时微孔局部放大形貌(图5(a2)~图5(e2)),加工圈数为1时微孔边缘及孔壁较光滑,孔壁存在向下延伸的细小波纹阶梯。此时微孔孔壁出现规律的阶梯烧蚀形貌,且无气孔、裂纹、熔融颗粒等热烧蚀标志。这种现象表明第一圈加工时,MPI在激光作用下主要发生光化学反应,材料裂解并以气态或颗粒状基团形式去除。

图5 飞秒激光加工MPI微孔表面形貌变化(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%)
加工圈数为2时微孔孔壁波纹阶梯的波纹间隔变宽。第二圈激光照射MPI材料时受到上一圈加工的气态产物阻挡,气态产物吸收并反射部分激光,导致照射到MPI材料表面的激光能量减少,孔壁波纹阶梯的波纹间隔变宽。
加工圈数为3时微孔未打穿,材料无法从盲孔底部排出,有少部分块状颗粒物堆积在孔口或孔壁。此时照射到MPI材料表面的激光能量继续减小。当光子能量小于MPI聚合物的键能时光子无法直接打断MPI的化学键,材料吸收激光能量后以熔融、汽化方式去除,熔融物在紊流作用下粘附在孔壁上。这种现象表明,MPI材料去除机制从以光化学反应为主导转变为光化学反应与光热反应协同作用。
加工圈数为4时环形沟壑的圆度明显降低,微孔中有大块剥落材料。分析其原因在于,此时光化学反应产生的气体压力减少,无法及时携带光热反应产生的熔融MPI排出孔外。同时由于复杂的激光非线性吸收、激光衍射作用,微孔圆度降低。
加工圈数为5时有少部分汽化颗粒物附着在微孔边缘,形成微孔边缘的重铸特征。微孔边缘的重铸特征是由于熔融物质沿孔壁排出不及时,并在微孔边缘处冷凝、重铸形成的。该现象说明材料的光热反应加强。
对MPI材料进行热重分析(TG)和热失重速率(DTG)分析,结果如图6所示。温度区间为0~400 ℃时TG曲线较为平缓,此时MPI样品质量接近100 %。温度为400~630 ℃时样品失重率为98.74%,其中温度为400~550 ℃时TG曲线缓慢下降,而550~630 ℃温度区间TG曲线剧烈下降,619.1 ℃时出现最大失重速率(-19.29 %/min)。温度高于630 ℃时,TG曲线较为平缓,此时MPI热解反应基本完成,剩余1.53 %样品残留物,猜测为残留碳颗粒。
图6 MPI热解的TG曲线和DTG曲线(空气气氛,升温速率10 ℃/min)
对MPI材料热解产生的气体进行红外光谱分析,发现FTIR谱图有两处CO2特征吸收峰,如图7所示。与PI裂解反应[14]相似,MPI材料在400~630 ℃时发生剧烈的裂解反应,生成烃类物质及CO2气体。

图7 MPI热解后气体产物的FT-IR谱图
对飞秒激光加工后的MPI材料微孔表面形貌及EDS能谱进行分析,发现从孔周边至孔内C元素质量百分数上升,O元素质量百分数下降(图8)。O元素质量百分数下降不代表该加工过程未发生氧化反应,推测由于MPI材料在激光作用下裂解成残留碳,产生CO2气体导致。

图8 飞秒激光加工MPI微孔表面形貌及能谱图(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%,加工圈数4)
综合以上结论,推测激光加工时MPI材料去除过程如图9所示。分子能量高的紫外飞秒激光沿激光路径绕圈烧蚀MPI材料时,材料逐层汽化去除,材料在激光作用下可能同时发生光化学与光热反应。加工初始阶段,微孔孔壁形成规律的阶梯烧蚀形貌,MPI材料主要通过光化学反应去除。光子直接切断MPI内部的化学键,化合物裂解后降解为分子碎片,并以基团小颗粒或气态方式脱离材料表面。

图9 飞秒激光加工MPI微孔的材料去除过程示意图
随着加工圈数增加,孔壁及孔边缘形成冷凝、重铸颗粒,MPI材料去除机制从以光化学反应为主导转变为光化学反应与光热反应协同作用。除了光化学反应,光热反应也同时进行:材料吸收高能量密度的激光能量后通过加热、熔融、汽化等方式去除,生成MPI蒸气及CO2气体。受到气体产物的屏蔽作用,激光与MPI材料作用时能量降低,材料光化学反应减缓。此时生成的气体压力减小,无法及时沿孔壁排出熔融物质导致孔壁重铸层及孔边缘影响区的形成。同时材料碎屑随气流喷射散落在微孔边缘。随着加工次数增加,微孔锥度与深度随之增大,直至激光打断微孔中部未烧蚀区域与母材连接处,中部材料自然脱落形成通孔(图9d))。
2.2 飞秒激光加工改性聚酰亚胺微孔质量分析
2.2.1 飞秒激光加工改性聚酰亚胺微孔深度分析
随着加工圈数增加,MPI材料被逐层去除。微孔深度增加,在第五圈加工时达到25 μm深度,通孔形成,如图10所示。飞秒激光加工微孔的深度变化速率基本保持不变。
图10 飞秒激光加工MPI过程微孔深度变化(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%)
2.2.2 飞秒激光加工改性聚酰亚胺微孔材料去除量分析
具有极高能量密度的飞秒激光加工MPI微孔时,第1圈已获得较大的材料去除比例(每圈激光加工的材料去除体积与微孔成孔体积之比),占比约21.00%;加工第2至第4圈时微孔体积去除比例从21.20%降低到10.74%,单圈加工的材料去除率下降;但加工第5圈时材料去除比例急剧增加,占比达36.45%,如图11所示。

图11 飞秒激光加工MPI过程微孔材料去除比例变化(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%)
上述分析表明,飞秒激光加工MPI材料微孔材料去除比例随加工圈数增加而减小,于通孔完成时急剧增加。加工圈数增加时激光加工受到上一圈加工的气体产物屏蔽作用,激光能量密度降低导致材料去除比例下降。微孔形成时激光切断微孔中部未加工材料与母材连接处,大量微孔中部材料掉落导致材料去除比例急剧增加。
2.2.3 飞秒激光加工改性聚酰亚胺微孔质量表征
飞秒激光加工MPI微孔加工质量如图12所示,激光加工后形成入口/出口孔径比为85.63%的通孔(通常要求孔径比大于80%);入口孔径与设定孔径(65 μm)偏差7 μm(通常要求偏差小于10 μm)。
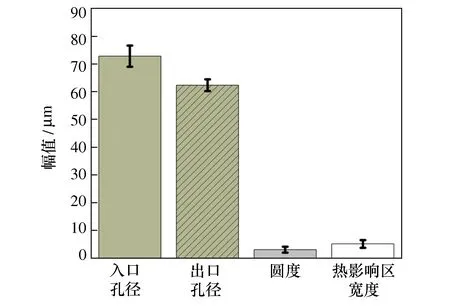
图12 飞秒激光加工MPI微孔加工质量(单脉冲能量0.004 5 mJ,脉冲重叠率96.67%,加工圈数5)
圆度表示实际加工的微孔圆轮廓与理想圆轮廓的贴近程度,圆度数值越小表示微孔轮廓与理想圆轮廓贴近程度越高。在微孔精密加工中要求圆度尽可能小。实验中飞秒激光加工的MPI微孔圆度为3.15 μm,属于较优质量。飞秒激光加工MPI微孔的热影响区宽度为5.22 μm,远远小于纳秒激光加工微孔的热影响区宽度(20 μm以上)。飞秒激光加工微孔时较小的热影响区宽度得益于飞秒激光极短的脉宽作用时间。脉冲宽度远远小于电子弛豫过程中的热扩散时间[15],该过程几乎不产生热扩散,显著降低热损伤对加工的不利影响。
3 结论
本文以挠性覆铜板改性聚酰亚胺基材为研究对象,探索了改性聚酰亚胺基材微孔的材料去除过程和微孔质量。结果如下:
1) 飞秒激光加工改性聚酰亚胺微孔过程中,激光沿微孔边缘路径逐层加工,材料通过光化学与光热反应被去除,材料去除区域表现为宽而圆滑的弧形沟壑。随着激光能量减小,光化学反应减缓,直至激光打断微孔中部未烧蚀区域与母材连接处,中部材料自然脱落形成通孔。
2) 飞秒激光加工改性聚酰亚胺基材时孔壁出现细小波纹阶梯向下沿锥度延伸,有少部分颗粒物在紊流的作用下以块状材料形式堆积在孔口或孔壁形成熔融重铸特征。飞秒激光加工微孔深度变化速率基本不变,材料去除量随加工圈数增加而减小,在通孔形成时急剧增加。
3) 飞秒激光加工可获得入口直径偏差7 μm,孔径比85.63%,圆度3.15 μm,热影响区宽度5.22 μm的通孔,解决了长脉冲激光加工时微孔圆度大、热影响区大、孔径比小、热烧蚀形貌明显等热损伤问题。因此飞秒激光适合用于加工高质量改性聚酰亚胺基材微孔。
