口袋布自动缝制设备控制系统设计与实现
2022-08-27刁均艳查长礼
刁均艳,王 伟,查长礼
(1安庆职业技术学院, 安徽 安庆 246003;2安徽师范大学,安徽 安庆 246011)
0 引言
我国成为制造大国已有多年,但在很多生产领域中仍延续着传统的人工流水线工作模式,尤其是在服装加工行业,这种人工流水线比比皆是。在很多生产厂家看来,上全自动控制装备所需成本要高于人工的成本,但随着经济的发展,流水线工人的薪资也在不断地调整与提升,使生产成本增加。所以当前很多大型的服装生产企业已经在用全自动化的设备逐渐替代人工流水线,这样不仅可以节省成本,而且提升整体生产效率。本文研究的口袋布自动缝制设备控制系统是在DSP/ARM的全自动缝纫控制系统上进行改进[1]以满足生产需求,首先对口袋布自动缝制设备的系统文件进行统一处理,接着根据口袋布自动缝制设备系统的工作要求,进行硬件设计。然后针对口袋布自动缝制设备在工作中会出现抖动问题对控制算法和缝制轨迹进行优化,使缝制选择更优的衔接,如此在硬件与软件上进行改进来实现口袋布自动缝制功能。
1 口袋布自动缝制设备设计及PLT文件优化
1.1 口袋布自动缝制设备硬件结构设计
口袋布自动缝纫设备硬件设计中共有五大模块,分别是电脑主机、机器上控制触摸屏、运动控制电路板、移动平台和缝纫机头,具体的硬件结构设计如图1所示。

图1 口袋布自动缝制设备硬件设计图
电脑主机:使用台式机或笔记本,在使用CAD绘制好口袋布的尺寸规格后生成执行系统文件,通过机器上的USB接口与控制触摸屏相连,将电脑中设计好的产品PLT文件传输至机器中进行生产。
控制触摸屏:控制触摸屏是口袋布自动缝纫设备的控制系统,其中功能有读取文件,解析文件中的坐标,根据PTL文件中的设定确定坐标,根据缝制产品的尺寸设计要求来实施,在面板上有开始、停止、设置生产数量等功能[2]。
运动控制电路板:控制触摸屏具有控制功能,而运动控制电路板具有命令执行功能,在控制触摸屏上操作下达相应指令后,由运动控制电路板来具体实施,运动控制电路板与缝纫机头、移动平台和控制触摸屏相互连接。
缝纫机头:缝纫机头是终端操作模块,根据控制模块的指令进行实际操作,完成落针、抬针、落压脚、抬压脚等功能,所有的缝制动作均由该模块完成。
移动平台:移动平台属于辅助操作模块,缝纫机头在不同的缝制方法之间进行切换,而缝制过程中的角度调整则由移动平台来执行,缝纫机头和移动平台两者之间相互配合共同来完成缝制任务。
通过口袋布自动缝制设备可以在极大程度上降低对人工的需求,一个工人可以同时负责5台~10台机器的运行,原有的缝制任务交由机器来完成,这样可以降低成本并提升效率,从而为服装制造企业提升经济效益[3]。
1.2 PLT文件优化方案
在服装生产环节中,有很多软件可以制定服装的制作样式和制作的过程,其中包括Photoshop、Adobe image、AutoCAD等软件,这些软件在生成PLT文件时对内部一些细节处理会有所不同,在实际的操作过程中需要进行细微的调整,如果操作人员忽略某些细节,极易造成失误,无法达到生产要求。为了使生产效率提升,首先需要规范好不同软件的执行命令,所有的指令需要统一,在控制触摸屏中将所有的软件中的命令进行统一更换,使其达到一致;其次对不同软件中的符号在控制触摸屏中进行统一规划,例如x、y轴的标识符统一为半角的“,”标识,而分割标识统一为半角“;”标识。最后是移动平台的坐标确定,所有文件中的初始x和y坐标要与机器的初始坐标对齐,确保初始坐标相同,而移动的位置均统一为像素点距离。
1.3 口袋布自动缝制设备控制系统框架设计

图2 自动缝制设备控制系统框架设计图
在控制系统中也是以五大模块为主,其中包括主机、控制显示器、缝纫机头、移动平台、运动控制器,在控制系统中移动平台、缝纫机头、电机限位传感器和一些其他功能都是在运动控制器中[4]。为了方便后期的机器增加功能,在运动控制器中增加相应的端口,为了使机器真正达到无人化管理,在控制器中增加压脚、剪线、压线等功能,具体的设备控制系统框架设计如图2所示。
2 口袋布自动缝制设备系统设计与实现
2.1 口袋布自动缝制设备系统主程序流程设计
在服装生产过程中,类似口袋布这种加工环节属于循环流程,程序在开始时初始化子程序,主要是对不同文件的规格进行统一,不同的字符进行统一;程序统一完成后运动控制器判断是否接收到数据,根据接收到的数据配置生产环境,判断当前机器状态。机器状态有三种情况:一种为手动调节程序命令;一种为联机状态,在联机状态下,需要确定机器中存储空间是否有相应的生产数据,有数据后开始解析数据进行生产;最后一种为运行状态,执行缝纫子程序,上述任何一种状态都会回到初始子程序下的起点,具体的流程设计如图3所示。

图3 口袋布自动缝制设备系统主程序流程图
2.2 PTL文件优化程序设计与实现
在统一PTL文件时会对其中的字符、规则、流程进行统一,对坐标、长度、时间等进行统一换算。当PTL文件开始执行时,先判断文件读取指针R是否等于文件存储指针C,是的情况等待100ms后跳转到下一个判断,否的情况则直接跳转到下一个判断,判断当前存储地址标志H是否表示在高半区。判断是的情况跳转到将当前文件读取指针R的内容“&”0x00ff,如果为否的情况跳转到将当前文件读取指针R中的内容“&”0x00ff后再右移8位。最后两者跳转到指针R自增1,根据这种情况继续判断指针R是否指向存储区的底部,如果是则将指针R指向存储区的顶部,再将存储地址标志H取反,如果不是则直接结束[5],具体的流程如图4所示。

图4 PTL文件优化程序优化流程图
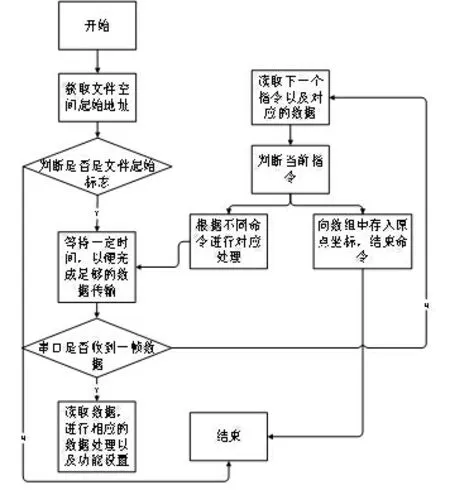
图5 PTL文件中坐标程序优化流程图
在PTL文件指针位置确定后则需要对PTL文件中的坐标位置进行处理,在程序开始后,获取读取PTL文件中的初始地址,判断是否是PTL文件中起始标志,是的情况下跳转到等待一段时间,以便完成足够的数据传输,如果不是直接跳转到结束。延续是的环节继续判断串口是否收到一帧数据,是的情况下读取数据,进行相应的数据处理以及功能设置,如果不是则跳转到读取下一个指令以及对应的数据,最后都会进入到判断当前指令,一个进入到根据不同命令进行对应处理,另一个进入到向数据组中存入远点坐标最后结束,具体流程如图5所示。
2.3 控制系统内部通信程序设计与实现
电脑主机到触摸板,触摸板再到控制平台都需要通信协议来完成,在口袋布自动缝制设备控制系统中,通信模块主要实现ARM和DSP之间的通信,其中包括数据互通、功能传递、设备控制、设备状态查询等一系列功能的实现。通讯程序设计流程比较直接,在接收到开始指令后,直接判断是否是帧开始标志,是的情况下直接跳转读取命令、数据长度两个字节,如果不是则直接返回,在读取字节后根据字节命令分别进行参数设置、复位等操作,最后到所有程序执行完成,具体流程如图6所示。
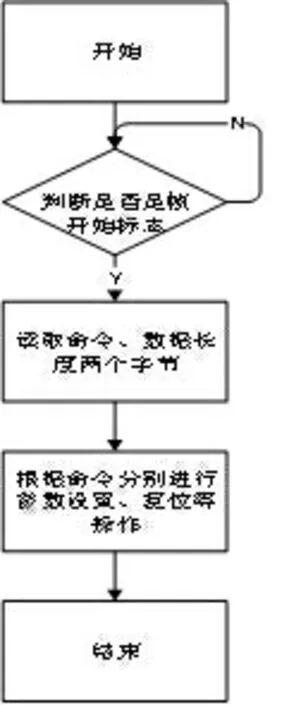
图6 控制系统内部通信程序流程图
2.4 缝纫机头加减速控制程序设计与实现
在口袋布自动缝制设备控制系统中缝纫机头的加减速控制一直是一个难题,这个难题中有两个难点,分别是插补周期和两轴同步。
在本次研究中插补周期是一个研究难点,每次改变脉冲频率周期,同时确定对应的脉冲个数。设备中电机进入到稳定期需要多长时间,当确定好时间后,则需要控制好电机的加减速时间,最理想的状态是电机在运行时加速和减速的时间尽可能的少,这样可以缩短控制周期,而这个控制周期便是插补周期。在本次研究中对加减速控制设计如下,当程序开始时计算得到下一条线段对应的X轴增量和Y轴增量,同时线段确定选段斜率,跳转到下一步根据计算得到的增量判断出两个轴的运动方向;根据加速度确定新的速度表,同时判断长轴,将两轴的方向信息以及同步信号写入两轴的命令缓冲区;根据当前速度与下一点速度,确定加速长度、减速长度和加速方向;根据当前速度确定当前加速度;根据当前速度确定长轴的运动步长,再根据当前线段的斜率计算得到短轴的脉冲数,并执行脉冲发送处理子程序;根据加减速度方向进行加减速控制,最后判断运动是否完成,完成的情况下直接结束,如果没完成根据当前加速度方向以及加速度,计算得到新的速度,根据该速度,确定新的加速度,跳转到根据当前速度确定当前加速度。具体的流程如图7所示。

图7 加减速控制程序流程图
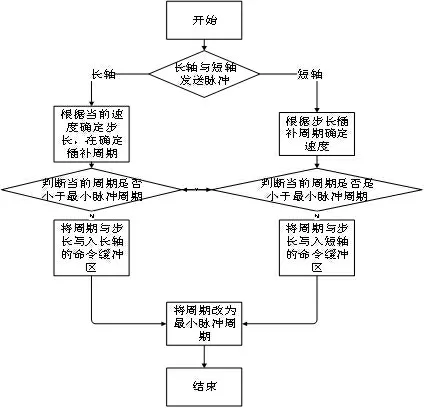
图8 两轴同步程序优化流程图
另一个难点是两轴同步的问题,上一个流程计算出设备的插补周期和对应的脉冲数,但这个程序执行条件是存储在缓冲区中的,而为了使上个流程更好的执行不出现错误,则需要对两轴同步问题进行优化。当程序开始时,长轴与短轴发送脉冲,在长轴区域根据当前速度确定步长,再确定插补周期,然后进行判断当前周期是否小于最小脉冲周期,是的话跳转到短轴的判断当前周期是否小于最小脉冲周期,两者判断条件均为是时,将周期改为最小脉冲周期,最后结束。在长轴端如判断当前周期是否小于最小脉冲周期时为否时将周期与步长写入长轴的命令缓冲区,最终将周期改为最小脉冲周期,短轴端的判断同理,具体的流程如图8所示。
2.5 缝纫机头速度规划程序设计与实现
设备在缝制过程中会根据缝制目标的长度来确定缝制的速度,在需要停止的位置进行减速,在换方向时需要在移动平台之间相互切换。在确定速度时需要确定目标的坐标点来确定相邻线段的夹角等数据。在速度规划程序设计中通常先读点坐标的同时,设定起点速度与终点速度为最小速度,然后判断是否小于三个点,小于三个点的条件下将所有点的速度设为最小速度存入缓冲区。如果大于等于三个坐标点则按照顺序依次读取坐标点,计算得到中间点的速度,读取下一点,计算一下夹角斜率,然后判断当前读取的点是不是连续曲线的终点,如果不是则返回到读取坐标点,如果是计算得到倒数第二个坐标点的速度,读取终点左边,最后第二点坐标,然后进行判断当前读取的坐标点是不是现需曲线的起始点,如果是则结束,如果不是则跳转到上一步骤,具体流程如图9所示。

图9 缝纫机头速度规划程序流程图
2.6 缝纫机头起点设定程序设计与实现
制作图纸的工具有很多,每一款制作软件的原点各不相同,而且与移动平台的原点位置也不同,如果没有统一的原点那么制作出来的产品肯定无法达到预期的设想,所以确定原点这个问题在自动缝制设备中十分重要。当程序开始时将设备移到当前文件的第一个缝纫点,及其进入手动模式,判断当前下发的手动操作指令:是否返回上一步骤;是否进入下一步。第一,点动指令根据方向,对应的改变坐标值,该变量是一个定值,根据精度要求确定,调用运动函数,执行坐标移动;第二,联动指令判断联动结束信号,否的情况下根据方向以及加减速方法,完成向对应方向加速及匀速运动,然后返回上一步骤继续判断,是的情况下进入下一步;第三,速度调节改变联动时的匀速时的速度或点动时的距离。最后是结束指令将其复位到原点,根据重新确定的起点坐标调用平移函数,将当前图形坐标通过平移换到缝纫平面坐标系,最后结束。具体的流程如图10所示。

图10 缝纫机头起点设定程序流程图
3 结语
在全球范围内缝制设备的需求很大,而自动缝制设备的更新换代速度也很快,对于高质量的缝制设备需求更大,本文研究中对口袋布自动缝制设备进行研发,在研发过程中解决自动缝制的问题,同时通过对插补周期和两轴同步进行优化,解决缝制高难度产品的需求同时也大幅度地提升缝制的效率。