硫酸法钛白生产酸解影响因素的优化试验
2022-08-27李海艳王照清韩维玲王祥碧武玉蓉
曾 伟,马 磊,李海艳,王照清,韩维玲,王祥碧,武玉蓉
(1 开阳县工业和信息化局,贵州 贵阳 550000;2 贵州胜泽威化工有限公司,贵州 贵阳 550000)
钛白粉是一种用途广泛的白色原料,主要用于涂料、塑料、油墨、化纤、橡胶等领域[1-2]。钛白粉的制备方法包括工业生产方法和实验室制备法,工业生产方法指硫酸法和氯化法,实验室制备法包括盐酸法、亚熔盐法、氟化法等[3]。目前较为成熟的生产工艺主要是氯化法和硫酸法[4]。由于氯化法的产品质量优于硫酸法,因此氯化法主导着全球钛白粉工艺的发展趋势。但由于氯化法工艺技术壁垒高,硫酸法依然在我国占据着钛白粉生产市场的主导地位[5]。
硫酸法钛白粉生产工艺中的酸解技术包括连续酸解技术和间歇酸解技术[6]。
经过多年的发展,间歇式固相法酸解成为目前国内大部分钛白粉生产采用的主流酸解方式。但间歇法酸解后固相物的浸取对生产过程的连续性及生产效率有较大影响。在生产过程中容易遇到酸解产物难于浸取并在酸解锅中呈逐渐积累增多的问题,而且短时间解决后又反复出现同类情形,导致生产不稳定、单耗升高[7]。但目前对于该问题产生的原因和解决的办法,缺乏统一的认识和行之有效的消除措施,说明国内钛白行业尚未掌握有效解决酸解固相物及浸取影响因素的技术。
在硫酸法钛白粉生产工艺中,酸解率可作为评价酸解好坏的指标,影响酸解率的指标主要有酸解的投料方式、酸矿比、硫酸浓度、压缩空气的使用、酸解操作与控制等[8]。酸解率的高低直接影响酸解过程钛的收率,最终影响产品的质量。因此研究酸解率的影响因素对提升钛白收率,提高钛白品位极其重要。
为了提高本公司生产过程的钛矿酸解率,笔者从酸解过程控制与指标控制的角度出发,研究酸解达到最终平衡时关键指标对酸解率的影响,试验不同的矿酸比、硫酸浓度的确定、蒸汽的加入与加量、压缩空气的使用、酸解操作与控制等,从而得到最佳的酸解率,达到生产产量最大化。
1 实验部分
1.1 原料与仪器
原料:钛矿(45%~47%),Na2O2(AR),絮凝剂,硫酸 (1:10,1:1),硫酸(AR),盐酸(AR),去离子水,20%的硫氰酸铵,0.1 mol/L的硫酸高铁铵,铝片纯度≥99.5%,饱和碳酸氢钠溶液等。
仪器:连续酸解反应器:实验室自行设计加工制作,由控制器、电机、减速机、反应槽、卧式搅拌机和下料槽等组成;BT300-1F型恒流泵及耐酸管;ZNHW型电热套;SHB-Ⅲ型循环水多用真空泵;自制蒸汽发生器;自制换热器。
1.2 实验方法
把计量好的硫酸和钛铁矿先在带有机械搅拌的容器内混合均匀后,然后再将混合物加入酸解锅,计量加入引发液(水或者废酸),硫酸稀释放热引发酸解反应,主反应保持20~40 min,剧烈反应产生的大量水汽从烟囱经喷淋水洗涤后排出,主反应结束后,酸解产物(俗称固相物)陈化(也叫熟化)一段时间后,加水进行浸取,使得硫酸盐溶解,随后加入单质的铁使黑液中的硫酸铁还原为硫酸亚铁(用高钛渣酸解时要加入氧化剂),直至三价钛出现,确保高铁被还原完全,搅拌然后放料到澄清池进行沉降,整个过程中都采用压缩空气进行搅拌。其实验原理如下:

1.3 样品测定步骤
1.3.1 酸解研究
(1)将硫酸放入到酸解反应器中,进行5 min左右的压缩空气搅拌,后加入钛铁矿(从反应器的中间加入)。
(2)钛矿加完以后,要进行15~30 min的搅拌,在确保均匀后,加入引发液(废酸和小度水)。
(3)在加入引发液后,反应器中的温度开始上升,若此时温度上升较慢,则要加入蒸汽进行引发;当反应器的震动减少时,主反应开始反应。
(4)主反应结束后,需要进行60~150 min左右的熟化,在熟化过程中通入少量的蒸汽,可以显著提高酸解率。
(5)反应后的物料被逐渐向反应器两边推移,最后由下料槽流出,反应完成的物料待浸取。酸解结束后,移取酸解样检测总钛含量、不溶钛含量,并分析上述指标对酸解率的影响。
1.3.2 酸解率的测定
(1)酸解总钛的测定
①以大肚移液管移取10 mL预热到55 ℃的酸解液于 100 mL容量瓶中,以蒸馏水稀释到刻度,摇匀。
②从容量瓶中移取10 mL于500 mL的三角瓶中,加水 60 mL,浓硫酸20 mL,盐酸20 mL,铝片3 g,并装上液封管,其内倒入约2/3体积的饱和的碳酸氢钠溶液。
③铝片溶完后,加热至微沸,并保持3~5 min,取下三角瓶,流水冷却到室温,冷却时切勿吸空。
④取下液封管,并沿三角瓶内壁倒入部分碳酸氢钠饱和溶液。
⑤加入10 mL20%的硫氰酸铵,迅速以硫酸高铁铵滴到稳定的橙红色为终点。
(2)泥浆含量的测定
①量取预热到55 ℃的混合均匀的酸解液100 mL,放入500 mL烧杯中,加300 mL的硫酸(1+10),搅匀;
②将烧杯内的液体定量倒入布氏漏斗中,抽滤(用三张中速滤纸);
③滤渣以300 mL的硫酸(1+10)洗涤后,再以300 mL热水洗涤;
④从漏斗中取出滤纸及泥浆,转入50 mL瓷坩埚中,放置在烘箱中于105 ℃烘干30 min,取出冷却;
⑤将滤纸及泥浆及瓷坩埚放到马弗炉中,于880 ℃灼烧 60 min;
⑥取出坩埚,在空气中自然冷却5 min,放入干燥器中冷却20 min;
⑦称量;
⑧泥浆含量(g/L)=10×(烧后泥浆重量-滤纸灰分重量)。
(3)泥浆中不溶性二氧化钛的测定
①称取0.2 g研细的泥浆于50 mL刚玉坩埚中,上均匀覆盖3 g过氧化钠;
②将样品置于750 ℃的马弗炉中熔融10 min;
③取出坩埚稍冷在400 mL烧杯中加40 mL的硫酸(1+1)浸取;
④浸取液转入500 mL的三角瓶中,并洗净坩埚与烧杯洗涤液倒入三角瓶加25 mL盐酸,3 g铝片;
⑤当反应物呈黑色时加10 mL饱和硫酸铵,并装上液封管,管内装约2/3体积的饱和碳酸氢钠溶液,直到铝片溶解完;
⑥溶液加热并于电炉中保持微沸3 min左右;
⑦流水冷却到室温取下液封管,并将部分碳酸氢钠倒入三角瓶;
⑧加10 mL 20%的硫氰酸铵以标准浓度的硫酸高铁铵滴到稳定的橙红色为终点。
1.4 结果计算
酸解总钛TiO2(g/L)=79.9CV
(1)
式中:C——硫酸高铁铵浓度,mol/L
V——滴定耗硫酸高铁铵的体积,mL
算术平均偏差<2.5 g/L
泥浆中不溶性TiO2(g/L)=0.0799CV×M/n
(2)
式中:C——滴定用硫酸高铁铵的浓度,mol/L
V——滴定用硫酸高铁铵的体积,mL
M——泥浆的含量,g/L
N——称取泥浆的量,g
酸解率=总钛/(不溶性钛+总钛)×100%
(3)
2 结果与讨论
2.1 酸解投料方式选择
实践中发现,为了确保酸解反应进行更完全和安全生产,采用先把计量好的浓硫酸与钛铁矿进行预混合,即先在不加热不加压条件采用带有机械搅拌的容器内使浓硫酸与钛铁矿均匀混合,确保混合充分,然后再将混合物转移到酸解反应罐中,再在压缩空气的搅拌下,加入计量好的废酸或者引发水,来引发酸解反应。特别要注意的是,由于季节气候温度的影响,由于冬季温度偏低,加完引发液之后要通蒸汽加热使主反应反应完全,以免因为反应温度偏低导致酸解反应不完全;在夏季气温温度较高,要注意温度控制好各项参数,以免因温度过高在酸解反应罐中发生过剧反应导致重大事故安全事故。
2.2 F值对酸解率的影响
当矿粉的指标确定好以后,酸解需要确定的最重要的指标是矿酸比。在生产实践中发现,矿酸比的高低决定酸解反应的完全程度,从而影响产品的收率,也决定了酸解制得钛液的酸度系数——F值,影响钛液的稳定性及后的各个工艺指标,尤其是水解后偏钛酸的粒度,最终影响产品质量的一系列重要指标。适宜的矿酸比能够节约硫酸的用量,提高酸解率,也可以保证钛液中有效酸的浓度一定,确保钛液中的稳定性和水解时的浓度,影响产品的性能。
为了掌握矿酸比对酸解率影响大小,在试验中,保持酸解的其它条件不变,仅改变矿酸比,进行酸解,酸解结束后测定酸解率,实验结果如表1、图1所示。

表1 矿酸比对酸解率的影响
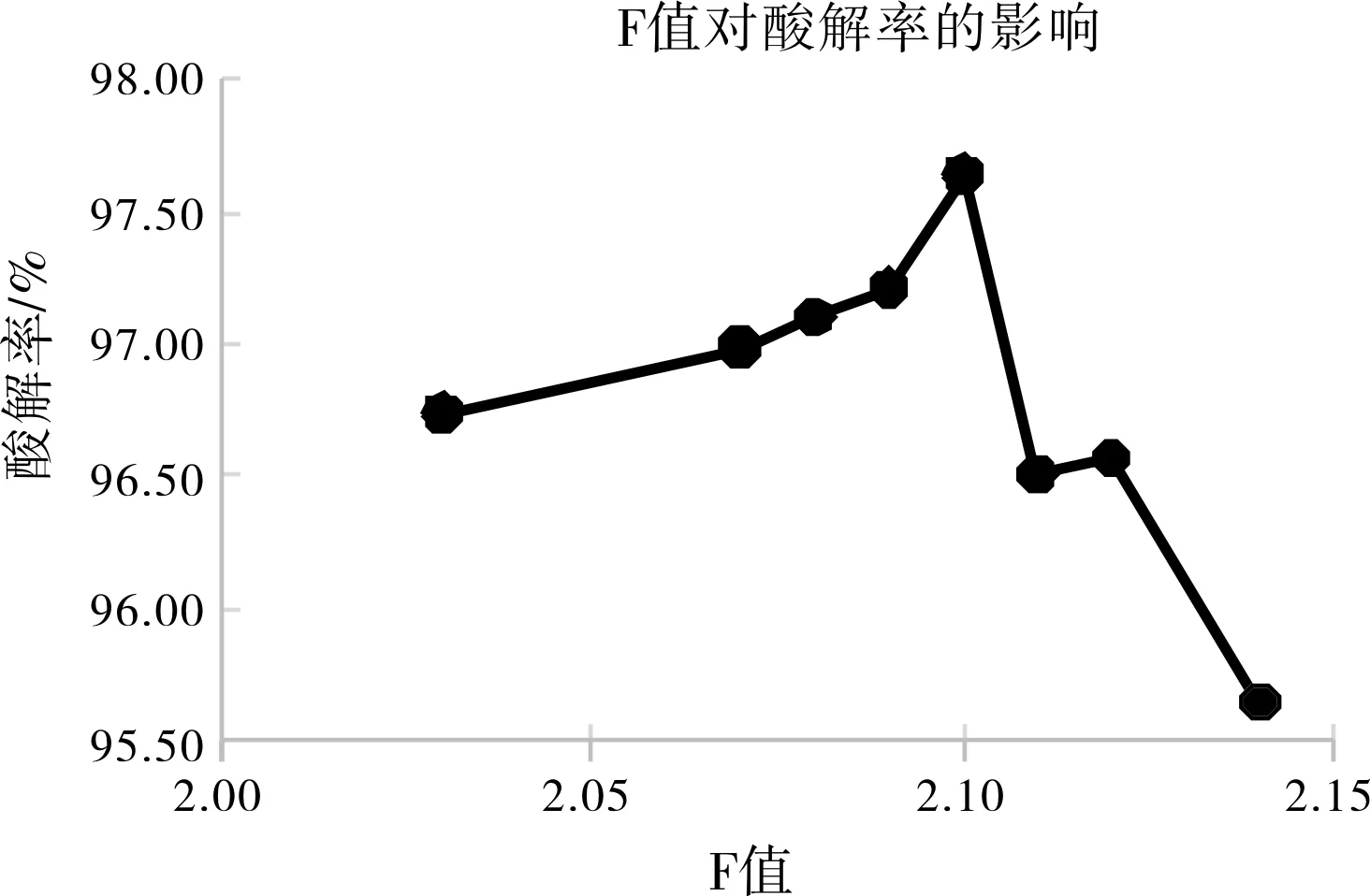
图1 F值对酸解率的影响因素
从图1可见,随着F值的提高,酸解率先上升后降低,特别是F值超过2.10以后酸解率急剧下降。F值过高或者过低都会使得产品的粒径分布范围宽,集中性差,从而导致消色力、遮盖力偏低,油相白度差,颜料使用性能大大降低。
2.3 硫酸浓度的确定
硫酸浓度的确定包括两个方面:一个是原始酸的浓度,从理论上来讲,一般原始酸即酸解开始操作时加入到酸解锅的硫酸浓度只要大于反应酸的浓度即可以满足使用要求,但实际上,当硫酸浓度大于94%时,在稀释的时候要加入更多的稀释液,放出大量的热量,引发反应非常集中,另外,硫酸浓度高反应速度较快,引发液加入后稀释液又促进反应剧烈,容易发生冒锅现象。当硫酸浓度小于91%时,由于稀释热温度较低,反应过程较慢,即使加入蒸汽助热,反应也不完全,影响酸解率,严重时可能形不成固相物。目前我国钛白粉生产的原始酸一般控制在91%~94%之间。一般反应酸经过原始酸加稀释液后,浓度控制在81%~89%之间,主要根据矿的不同种类,差别较显著。
2.4 蒸汽的加入与加量
在酸解反应过程中蒸汽的加入上,全国的钛白粉生产厂家都有一个共同的认识,在冬季温度比较低的时候才加,蒸汽的加入仅仅是为了升高温度来引发反应;在夏季由于温度较高,不需要蒸汽的加入,以免引起酸解反应过于剧烈导致冒锅事故的发生,或者导致稳定性的降低而影响产品的指标及成品的质量。
蒸汽还有以下作用:主反应过程中适当的蒸汽加量(一般控制<1 t/h)可以提高酸解率,帮助固相物疏松多孔状的形成,只要是浸取的时机得当,操作正确,不会影响到稳定性。必要时蒸汽可以当作压缩空气使用,比如事故状态下,加入了引发液后,主反应即将开始的时候突然没有了压缩空气,此时蒸汽完全可以当作压缩空气使用来保证压缩空气管路的通畅和固相物的疏松多孔。因为此时蒸汽加入以后,由于反应体系的温度已经超过100 ℃,压力又接近于常压,蒸汽的潜热发挥不出来,带入的热量会更少,仅仅起到了空气搅拌的作用。
2.5 压缩空气的使用
压缩空气在酸解反应过程中作为搅拌的动力,在酸解的整个反应过程都要压缩空气作为搅拌的动力,由于压缩空气的特性会影响控制指标,因此要注意控制好压缩空气的压力及压缩空气的气量和温度、含水量。压缩空气作为酸解反应搅拌的动力,必须要有足够的压头才能够满足酸解反应的需求。目前硫酸法钛白粉生产中,根据实验得出所需的压缩空气压头在0.25~0.8 MPa等。酸解在浸取还原阶段还要保证充足的气量,为了保证充分的搅拌;除此,在夏季大量的压缩空气可以带走一部分热量,保证反应体系温度不会升太高。冬季由于温度较低,可以适当的降低压缩空气的冷却水量,提高压缩空气的温度,减少体系热量的散失,避免温度过低导致沉降效果变差。
2.6 酸解操作与控制
酸解的操作过程是一个很严格的过程。必须控制每一步的参数在合格的范围之内,才能使酸解反应正常进行,保证得到的钛液符合要求。将硫酸与钛矿混合后的混合料从中间投入酸解罐中,投料后一般进行15~30 min的充分搅拌,在确保混合的程度,最后加入引发液进行反应。加入引发液后,酸解锅内的温度开始上升,如果温度上升的比较慢,可以通入蒸汽进行引发。
主反应结束后,酸解锅内的温度达到最高点,在反应结束温度下降5~10 ℃可以停止尾气处理系统。接下来开始熟化过程,熟化过程是一方面使未反应的的钛矿继续反应,另一方面是降低体系的温度,在浸取时避免温度过高影响稳定性。但温度不能太低,否则会造成固相物难以溶解结疤。一般熟化时间控制在60~150 min之间。
3 结 论
(1)矿酸比即F值的确定,随着F值的提高,酸解率降低,特别是F值超过2.10以后水解率急剧下降。F值过高或者过低都会使得产品的粒径分布范围宽、集中性差,从而导致消色力、遮盖力偏低,油相白度差,颜料使用性能大大降低。
(2)酸解的操作过程是一个很严格的过程。必须控制每一步的参数在合格的范围之内,才能使酸解反应正常进行,保证得到的钛液符合要求。通过实验确定的最优条件如下:原始酸一般控制在91%~94%之间,反应酸浓度控制在81%~89%之间;压缩空气压头在0.25~0.8 MPa;熟化时间控制在60~ 150 min之间。
