低浓度VOCs 节能处理技术研究与应用
2022-08-26王登祥杨生林张同鹏徐州徐工施维英机械有限公司江苏徐州221000
王登祥,杨生林,张同鹏 (徐州徐工施维英机械有限公司,江苏徐州 221000)
0 引言
VOCs(挥发性有机化合物)是指参与大气光化学反应的有机化合物,包括非甲烷烃类(烷烃、烯烃、炔烃、芳香烃等)、含氧有机物(醛、酮、醇、醚等)等,是形成臭氧和细颗粒物(PM2.5)污染的重要前体物。2018 年以来,根据国家和省、市要求,涂装行业VOCs 废气治理全面展开。仅某重工集团就有十多家企业安装沸石转轮+RTO 氧化燃烧处理设备。
该类设备的运行原理(图1)为:(1)沸石转轮连续转动,低浓度、大风量的废气随之被连续不断地吸入到吸附区,废气中的VOCs 被沸石吸附,吸附后的净化气体直接排放;(2)小部分废气经RTO 提供热源的换热器换热,换热后的高温气体吹扫转轮上的脱附区,转轮上吸附的VOCs 受热脱附,进入RTO,在760 ℃以上的高温下氧化燃烧,生成二氧化碳和水蒸气排放。
相较于家具、涂料、印刷等行业,工程机械涂装产生的废气浓度明显偏低,废气燃烧产生的热量距离实现能量自维持有很大差距。以某工程机械公司为例,脱附后进入RTO 燃烧的废气质量浓度仅0.6 g/m3,而要实现能量自维持,废气质量浓度至少要达到7 g/m3,因此需要实时燃烧天然气补充能量,维持RTO设备的温度,每日天然气消耗量1 100~1 400 m3,对企业来说是不小的使用成本。

图1 沸石转轮吸脱附+RTO 废气处理系统工作原理图Figure 1 Working principle diagram of zeolite rotor adsorption and desorption + RTO waste gas treatment system
1 试验过程
浓度低是VOCs 治理设备能耗高的主要原因。因此首先考虑提高油漆中的VOCs 含量,用普通溶剂型涂料代替高固低黏的涂料进行试验,试验进行一周后发现耗气量平均降低8.2 %。但喷漆工普遍反映油漆气味大,长期喷涂有害身体健康,同时出于环保要求,普通溶剂型涂料已被高固低黏涂料替代,加之节能效果不明显且影响工人健康,该试验停止。
其次考虑只吸不脱,待转轮吸附饱和后再集中脱附,此时转轮VOCs 含量较高,具备能量自维持条件。目前VOCs 治理设备为实时吸附、脱附和燃烧,新方案为转轮吸附至饱和后,再启动RTO 设备,开始脱附和高温氧化燃烧。转轮单独吸附至饱和的过程,燃烧器、脱附风机、RTO 风机均不运行,能耗降低。
只吸不脱过程中,通过安装在烟囱出口处的质量浓度在线检测表,每10 min 测量1 次废气的排放质量浓度,质量浓度变化如图2 所示。由图2 可见,转轮吸附前期,废气质量浓度变化相对平缓,达到20 mg/m3后质量浓度曲线变得陡峭,约3 h 后质量浓度超标(徐州市标准为≤50 mg/m3)。考虑到不同工件喷漆量的差异性,需要留出余量,最终确定只吸不脱时间段为2 h。

图2 只吸不脱过程废气排放在线检测质量浓度变化图Figure 2 Mass concentration change diagram of on-line detection of exhaust gas emissions in the process of only suction but not stripping
接近饱和的转轮在脱附过程中存在以下2 个风险点:(1)转轮中沸石吸附VOCs 较多,在脱附高温气体作用下的闷燃风险;(2)集中脱附后高浓度VOCs 气体进入RTO 燃烧带来的温度超高风险。
为避免上述风险。根据废气组成和各成分沸点情况,设计脱附过程采用温度由低到高逐步脱附的方式,见表1。

表1 涂装VOCs 成分及脱附温度表Table 1 Coating VOCs composition and desorption temperature table
经过反复试验,确定间歇脱附的运行逻辑如下:首先转轮吸附2 h,在脱附开始前启动RTO 设备,将炉内温度升高至760 ℃以上,然后开始脱附。第1 轮脱附温度126 ℃,主要脱附溶剂中低沸点的丁酯、丁醇,约占49 % ;第2 轮脱附温度146 ℃,主要脱附二甲苯和丙二醇甲醚乙酸酯,约占46 % ;最后一轮采用200 ℃脱附,主要脱附三甲苯及其他高沸点有机物,约占5 %。3 轮脱附耗时约1.5 h,在这期间内转轮正常进废气吸附。转轮脱附完成后,RTO 处于保温待机状态,开启下一轮间歇式脱附、集中燃烧的循环。脱附过程中RTO 入口处的废气质量分数变化见图3。
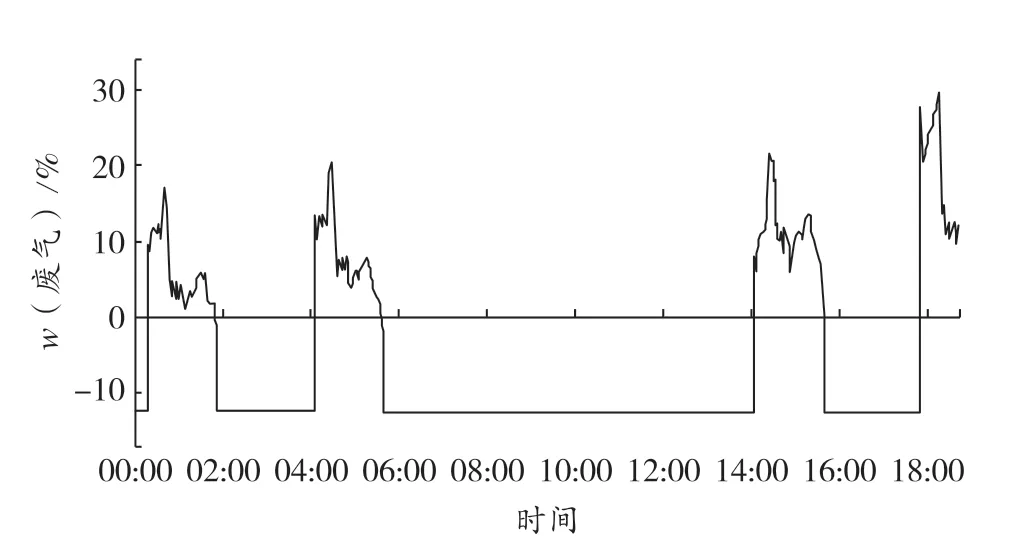
图3 间歇脱附过程RTO 入口处的废气质量分数变化曲线图Figure 3 Variation curve of RTO inlet exhaust gas mass fraction in batch desorption process
间歇脱附过程中RTO 的炉温变化见图4。由图4可见,在转轮只吸不脱的2 h 内,RTO 关机,温度由上个周期的760 ℃降至600 ℃,随后RTO 开机,在短短15 min 内温度迅速升至760 ℃以上,达到可以进废气的条件。即使在设备停机的8 h,炉温也仅降至500 ℃,升至760 ℃的时间也只需20 min。
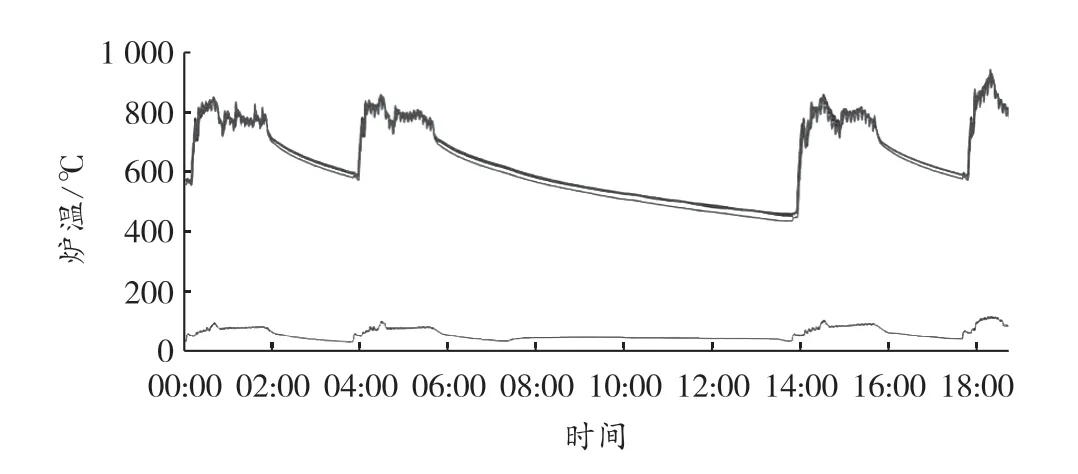
图4 间歇脱附过程RTO 炉温变化曲线图Figure 4 Variation curve of RTO furnace temperature in batch desorption process
间歇脱附整个过程耗时3.5 h,燃烧过程基本实现能量自维持,见图5。燃烧器总开启时间不足1 h,且天然气阀开度较之前明显降低,天然气节约明显,见图6。
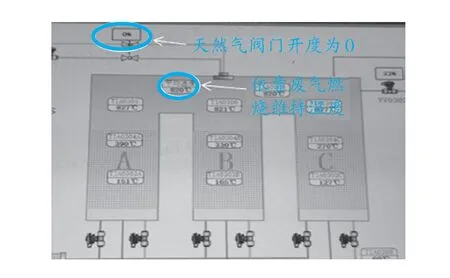
图5 脱附燃烧过程实现能量自维持Figure 5 Realizing energy self-sustaining during desorption combustion process

图6 实施间歇脱附方式前后VOCs 设备单日用气量对比Figure 6 Comparison of daily gas consumption of VOCs equipment
2 结语
采用间歇脱附方式,按各成分沸点分批次脱附废气,可以减少57 %的RTO 开机时间。并且在氧化燃烧时由于废气浓度高,RTO 设备开机后在约70 %的时间里能够实现能量自维持。根据现场统计数据,实施间歇脱附前VOCs 治理设备天然气消耗量平均1 060 m3/d,实施后天然气消耗量平均179 m3/d,降低83%。按照每年工作300 d 计算,可节约天然气26.43 万m3,降低成本92.5 万元/a。该技术不需硬件投入,仅需调整参数、修改程序,具有良好的经济效益和推广应用价值。
