汽车底盘车架焊接维修故障检测方法
2022-08-24曹玉姗
曹玉姗
(中国人民解放军96923 部队,辽宁大连 116313)
0 引言
底盘车架是车辆的基础,与引擎、驱动轴等其他部件担负的作用不同,车架是汽车传动结构和车轴的承载体,是汽车稳定性能的最主要体现点之一。军用车辆由于需要适应的行驶环境更为复杂、严酷,因此对其承重能力的指标要求比较高。军用车底盘车架也是使用中故障发生较多的部位,尤其在车辆执行载重越野任务中,极容易因为底盘车架受到超过限定承受能力的外力,导致底盘车架出现损伤[1]。这些损伤有的仅是车架结构件劳损、强度下降,严重的则会出现结构裂纹,影响车辆承载能力,甚至会造成车架断裂、车辆严重损坏。
针对底盘车架的维修检测,由于存在损伤部位不易直观发现等困难,或欠缺焊接维修后不易验证维修质量的有效手段,因此检测方法存在空白[2]。声探测是利用声波在传导中,通过介质不连贯或断裂处会产生回波,造成相位变化的原理,检测底盘车架的故障情况[3]。这种方法适用于正常车辆底盘车架的检测,也可以对焊接的底盘车架进行检测。本文通过维修万山2400 型底盘车架,设计了一种基于声探测的维修故障检测方法。
1 装备车底盘车架焊接维修故障检测方法研究
通过声探测方法检测底盘车架焊接维修故障检测方法是监测车架连接的声源部件发出的声音信号,经过底盘车架传导后,其声音信号的波形与相位都会发生变化,通过对比变化情况,发现其中的故障类型和故障点,实现检测功能[4]。为简化检测设备的组成,声源部件选用底盘车架中的电机,通过检测电机发出的声音信号检测底盘车架的焊接维修故障。
在检测过程中,最初要采集待检修的汽车底盘声音信号,处理并进行噪声消除,利用N 层分解获得两个子波系数,对得到的子波系数重构,就能在进行过程中构成两个子信号,使用遗传算法对这两个子信号进行估算和精进[5]。具体算法设计如图1 所示。
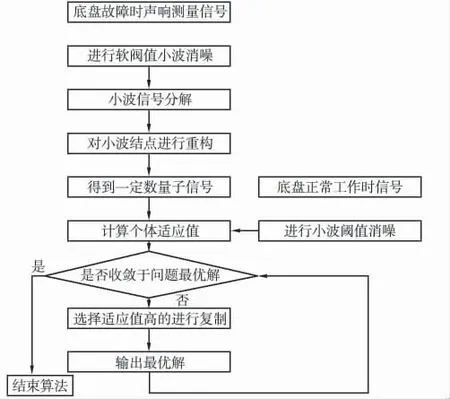
图1 算法设计
算法设计主要过程:在设定实验工况为电机稳定转速的前提下,先采集电机声音信号。根据时间间隔采样,采集正常运行电机和人工控制电流的10 组声信号数据,模拟确定底盘故障后的故障状态。采用软阈值小波去噪。在去噪过程中,如果选择的测试位置在距离电机1.45 m 的地方,那么这个位置的EPS处于正常运行的状态,不需拆卸装备车即可测量的最佳位置。因此,需要分别重构小波去噪点。重构后一般得到子信号,对子信号进行分析,传感器采集声音样本,以确保共振谐波的生成。此时,传感器经过调理电路,传感器输出的是电机的振动频率信号。计算每个个体的自适应值,以确定采集卡的输入通道可以同时被采样。检测对象为万山2400 电动助力转向电机,选择自适应值较高的电机进行复制。当电机在空载状态下测试时,电机只是在额定转速和额定电压下运行。声信号采集传感器布置选择4 个点,电机上下两端各有一个传感器。采集信号的选择以4 个点的最大值为准。在上述检测过程中,由于电机在高速转动中自身存在谐振、底盘车架上的其他结构部件会发生共振,因此采集到的声音信号中需要剔除掉噪声信号,得到真实的声音信号,因此检测方法中声信号消噪是首先要处理好的环节。
1.1 声信号消噪
排除故障前需要采用多诺霍阈值法来消除噪声,采用这种方法之前需要对小波信号中包含的信息进行筛选和识别,当小波中检测的信息出现阈值较大或者信息数目较少的情况下就相对符合小波测噪的理论。当小波信号当中出现了绝对值较小的情况,可在此时将其系数设为零,这样不仅可以避免外来噪声的干扰而且也会自动消除内部产生的干扰性声音。这种方法主要采用小波在声音识别过程中的声音系数压缩功能进行改变和调整。将许多小波信号进行系数压缩或者保留,根据小波映射得到的信号进行重构,在一定程度上可以降低噪声的外在干扰。此时的小波信号也将这些噪声自动分解为一维信息。明确小波s 和小波需要分解的层数N,随后对小波s 实施N 层小波分解并能获得一些小波系数Wjk。另外,量化分解小波高频率系数的阈值,从第1 层到第N 层,变化层数也会导致相应阈值发生变化,在这里的阈值是随着层数的增加而成正比增长的,将这些阈值系数进行量化,获得预计的小波系数Wjk。随后对一维性质的小波重组,根据小波信号分解相关原理对第一层到第N 层进行分析和推算最终得到确定信号内容并对这些内容进行重构。
1.2 底盘故障信号声响检测
底盘故障声音提取信号时,制动盘、轮胎、驱动器和转向系统都存在着大幅度的异常故障声音信息。检测到的声音通过汽车内部固体金属构件和空气传播,它们一起形成了嘈杂的装备车噪声。声学故障诊断是根据机械设备状态信号的物理特性进行故障诊断的方法之一。声学故障诊断操作简单,可在线监测。因此小波分析方法在很多情况下被使用。相比于传统的频域分析法,在时域和频域之内,小波分析法能够更好地表现出方法特征,且由于时间窗和频率窗的宽度可以在小波分析法中得到调整,因此大部分的突变声音信号被得以检测。
1.3 底盘小波包频率转换
提取小波包信号,根据其所经过的N 层频率范围,对信号分别进行分析,使小波系数重新构建成子信号,随后使用二进制数据,对字符串结构进行设置,所要得到的最终信号存在于众多信号的组合之中。小波[N,K]位信号在N 位长的数据串中,其中K 位为1。由于信号的分辨率没有限制,一般只能得到一个有限的分辨率值。此时原始信号的确定需要通过创建一个最优信号集进行分解和重构,在这个信号集中通过信号表示小波包多次的频率变换中幅值的变化情况,一般情况下可以得到高滤波信号和低滤波信号集。在高低滤波的变换过程中小波包实际上起到信号交换和分离的作用,如果继续分析高低滤波,将会得到不同维度的分解变量,使小波包整体接收效率得到有效提升。因此,该方法虽然得到装备车底盘故障的位置以及相关信息,但仍然存在一定误差。
为了更好地利用此方法对装备车底盘故障进行分析,但还可以通过提高小波包变换频率改变该信号系数值,扩大信号传播尺度间接降低了采样间隙,时间分辨率也相对降低。因此,小波包可以被进行分割、频带变薄、尺度变宽等操作。根据声音信号在正常操作的底盘和测量信号故障期间,获得了相关函数,拟合是合成与直线之间的夹角的余弦值,横轴为适应度函数曲线,最后获得的故障位置。
2 实验分析
2.1 实验准备
实验是在噪声测试实验室内进行,实验对象为万山2400 系电动助力转向电机。本次试验的第一步需要对2400 系电动助力转向电机正常运行时的声信号数据进行采集,随后对电机的控制电流进行减弱和提高,数值为额定电流的1/2 和1.5 倍,断开继电器和加大负载的方式,采集人为设置故障时的声信号数据。
2.2 实验结果分析
由于波形受到其他噪声的干扰,电机在不同人为设置故障状态下采集到的声信号的时域波形图差异性较难区分,在频带的局部能量区间,对对声信号进行小波包特征的提取,随后将故障特征数值归一化,用这种发放将数值变换到[0,1]的区间,在故障识别的过程中,依照其归一化使神经网络的权值被缩小在一定范围内。因此使用频域分析手段进行分析处理。图2 为仿真转向电机突然断开继电器异常状态时电机的声谱密度图。
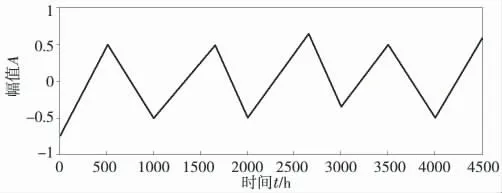
图2 模拟时域折线图
由图2 可知,在转向电机运作时,在正常运行区间450~850 Hz、2550~3550 Hz 之间不存在能谱的显现。当控制电流改变为额定控制电流的1/2 时,在400~800 Hz 的能谱显现,频带在2000~3000 Hz会变得更加明显。当控制电流改变为额定控制电流的1.5 倍时,频带也随之改变。在常规操作机械中,由于工作过程中其他部件的运动所造成的影响,很难找到频谱与故障之间的关系。图3 为采用小波级数对模拟故障条件不相同情况的下,动力转向电机声信号进行4 层小波变换的结果,并分析小波分解后各层的自然功率谱聚集程度。

图3 声谱密度分析
当转向电机正常工作时,突然在输出端增加负载。可以发现,当负载增大时,400~800 Hz 频段的能量幅值增大,频带宽度约为1400~2400 Hz,能量也增加了很多。负荷突然加大会产生较大的噪声;当电机工作中断,继电器打开时,由于电机实际转速明显减慢,电机发出的异常声能在各个频段内减小。通过实验分析,对比正常情况和故障情况下装备车底盘车架的频率和声谱密度,发现采用声探测方法可以有效识别底盘车架中的异常信号,实现对汽车底盘车架焊接维修故障的检测。
3 结束语
本文在以往装备车底盘故障诊断技术研究成果的基础上,提出了基于声信号监测技术的装备车底盘故障诊断方法,并对故障声信号的特征提取和分类识别进行研究,并经过实验验证对底盘车架故障的检测能力达到预期。需要指出的是,基于小波分析方法的研究在底盘诊断中具有很大潜力,但该方法仅对实验室声学信号模拟故障进行有效识别和判定,真实装备车辆在道路上的实际形式故障并没有经过验证,所以设计存在局限性,需要更进一步的探讨和发展。在车辆维修中需要针对不同类型的车辆收集更多的样本数据,形成更为广泛的数据基础,作为未来车辆维修的经验储备。
