修光刃刀片在大直径车削加工中的应用
2022-08-23柏长友刘亚川
柏长友,刘亚川
(宁夏共享精密加工有限公司,宁夏 银川 750021)
0 引言
在正常的车削加工中,为了获得更高的加工效率,往往通过提高转速、增大切深和增加进给量来实现。但是在大直径车削加工中,大型机床设备的转速和精加切深不变的情况下,在表面质量一定的前提下很难再进一步提高加工效率,所以在现有工况无法改变的情况下,需要考虑使用新的刀刃结构来实现切削效率的提升。修光刃刀片的使用,可以进一步提高切削加工效率,并且在一定程度上实现了“以车代磨”的加工方式,减少了精加工中采用小进给量和小切深的加工次数,为实现高效车削加工提供了独特的解决方案。
因为大直径工件加工不可能如小工件加工那样采用上千的转速,所以在大直径工件切削中提高效率最关键的参数还是进给量fn,而修光刃就是采用提高进给量fn的方法从而提高了生产率。大直径工件的精加工甚至高粗糙度的磨削加工中,以较好的工件表面质量打底,可以减少精加工和磨削次数,从而提高精加工和磨削的效率。
1 修光刃概念
修光刃[1]是主切削刃和副切削刃的过渡,其主要作用是增加刀尖抗冲击能力和降低加工件表面粗糙度。装刀时必须保证刀杆与进给方向平行或垂直,且修光刃长度δ要大于进给量fn,这样才能起到修光的作用,图1为普通刀片和修光刃刀片的几何形状。
根据表面粗糙度Ra的定义[2],Ra就是刀尖切削工件的过程中,在工件表面所形成凹凸不平的面(如图1所示)。此外,表面粗糙度的理论值可以通过下式算出:
Ra=fn2/(8r).
(1)
其中:r为刀尖半径。
根据式(1)可以看出,减小进给量fn或增大刀具圆角半径r,都可以减小表面粗糙度值,但前者会降低生产效率,而后者会增大切削力,所以只有在保证生产效率和工件稳固的前提下,尽可能地增大刀尖圆角半径r,才能达到降低表面粗糙度值的目的。

图1 普通刀片和修光刃刀片的几何形状
2 修光刃的结构分析
如图1(b)所示的修光刃刀片,刀尖圆角大小不变,刀尖圆角后方延伸的近似直段部分就是修光刃部分,在加工中修光刃部分会削平刀尖加工产生的凹凸面中的凸起部分,使加工后的凹凸面只剩余凹面。粗糙度简单理解就是平面上凹凸部分的平均值,所以在同等情况下,去除凸起部分的表面比未去除凸起部分的表面粗糙度值低。
3 进给量改变对加工效率和加工质量的影响分析
3.1 进给量改变对加工效率的影响
在图2所示的大直径工件车削实例中,工件材料为普通碳钢,工件直径为Φ2 413 mm,切削深度ap=1.2 mm,切削速度vc=170 m/min,分别使用修光刃刀片与普通刃刀片,通过改变进给量fn得到进给量与表面粗糙度的关系,如图3所示。
由图3可知:在同等切削参数下,修光刃刀片加工工件所获得的表面粗糙度Ra是普通刀刃刀片加工工件的表面粗糙度Ra的一半左右,而且随着进给量fn的增大,这种效果会越来越明显;换个角度来说,以获得表面粗糙度Ra1.8为例,使用修光刃刀片的进给量fn=0.4 mm/r,而使用普通刀片的进给量fn=0.15 mm/r,充分说明采用修光刃刀片代替普通刀片可以实现加工效率倍增的效果。
3.2 进给量改变对加工表面质量的影响
在图2所示的大直径工件车削实例中,工件材料为普通碳钢,工件直径Φ2 413 mm,切削深度ap=1.2 mm,切削速度vc=170 m/min,分别使用不同型号的修光刃刀片(WMF型号修光刃刀片圆角为R1.2,修光刃长度δ=0.8 mm;WM型号修光刃刀片圆角为R0.8,修光刃长度δ=0.6 mm),通过改变进给量fn得到试切表面粗糙度对比,如表1所示。
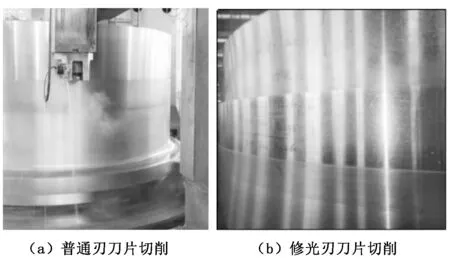
图2 大直径工件车削实例
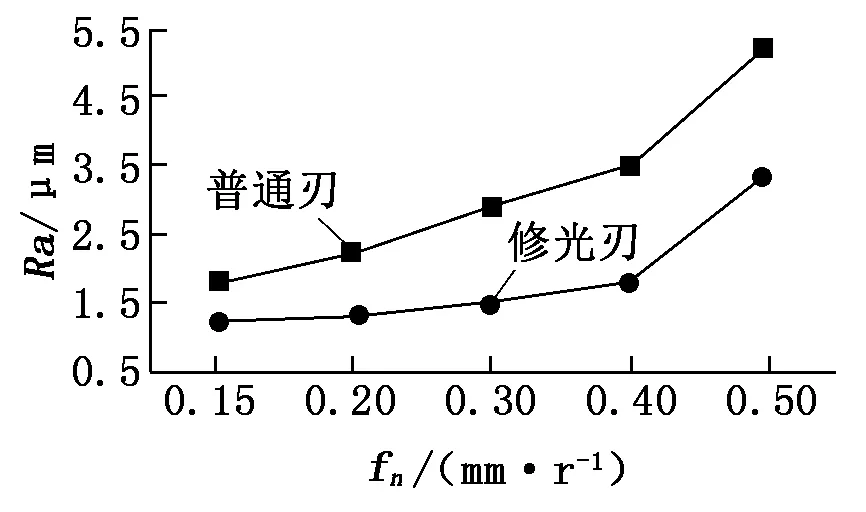
图3 普通刃刀片和修光刃刀片加工件表面粗糙度对比

表1 试切表面粗糙度对比
分析表1中的数据可知:在较小进给量(fn<0.3 mm/r)下,采用两种修光刃刀片所获得的粗糙度值Ra基本相当且基本呈线性规律变化;随着进给量fn的增大,当进给量fn>0.4 mm/r后,WM刀片的粗糙度值开始明显增大,当进给量fn>0.6 mm/r后,WMF刀片的粗糙度值开始明显增大,这是由于随着进给量fn的不断增加,刀尖圆弧延伸的修光刃长度起不到修光的作用,造成粗糙度值明显增大。
因此,只有当进给量fn满足条件13δ 在大直径工件切削上,使用修光刃刀片可以帯来十分明显的经济效益,但是由于修光刃刀片刀刃部分的特殊形状,导致了在使用过程中应当注意以下几点: (1) 斜面和圆弧加工中起不到修光的作用。限于修光刃刀片刀刃部分的特殊结构,修光刃刀片只能用于平行于工件轴线方向(外圆车削或内圆车削)和垂直于工件轴线方向上(车端面)的加工,在倒斜角和倒圆角上就没有修光作用,表面粗糙度与使用标准刀片时几乎相同,因此在这种加工中一定要注意此部分。 (2) 工件装卡必须牢固。根据修光刃刀片刀刃部分的结构可以看出,修光刃刀片上的修光面与工件接触部分明显增大,所以产生的切削力要比普通刀片高出5%~10%左右,因此修光刃刀片不宜用于装卡不牢固或者薄壁工件的加工,以免工件产生振动,导致加工出的工件表面质量更差。 (3) 合理选择进给量fn。使用修光刃刀片时应尽量选择合适的进给量,合适的进给量取决于修光刃刀刃部分的结构。如图1(b)所示,修光刃刀片有近乎平直的修光刃长度δ,因此与工件的接触面较长,进给量过小就会产生连续磨削现象,导致刀尖温度升高较快,有较大可能产生积屑瘤。以图1(b)中所展示的某品牌修光刃刀片为例,修光刃部分长度δ=0.6 mm,加工时的进给量fn应该在0.4 mm/r左右,这样既能获得修光刃的修光效果,又能减少磨削现象。因此,选择合适的进给量不仅可以加工出较好的工件表面,还可以减小刀片磨损以保持较高的经济效益。 随着制造业市场竞争日趋激烈,尤其是大直径工件的切削效率越来越值得提升,在现有工况下,使用修光刃刀片可以在不降低表面质量的情况下达到提高产品加工效率的目的[3]。随着切削技术快速发展,高速切削、硬切削、干切削继续快速发展,应用范围在迅速扩大,面对复杂多变的应用场合和加工条件,刀具制造商应大力研发针对性更强的刀片槽形结构、材料及相应配套刀具取代通用的槽形、材料的刀片及刀具。 本文根据修光刃刀片在大直径工件上切削的实际应用分析,对修光刃刀片的用法及注意点进行了总结,供广大技术人员学习、参考,从而更好地改善修光刃刀具的切削性能,也希望有更多的人分享新刀具的应用分析。4 使用修光刃刀片加工的注意事项
5 结束语
