CSTR+MBR+双膜法工艺在水泥窑协同处理垃圾项目中的工程应用
2022-08-22徐洪卫吴香香吴鸿宇姚瑞宏
徐洪卫,嵇 磊,吴香香,吴鸿宇,姚瑞宏
(1.溧水天山水泥有限公司,江苏 南京 211200;2.中材国际环境工程(北京)有限公司,江苏 南京 211000)
1 引言
城镇生活垃圾经水泥窑协同处理后产生的渗滤液主要是垃圾分选后的筛下物(有机部分)经过制浆、除杂、除砂之后的浆料(良浆)。其含有大量的溶解性有机物(DOM)、盐类、重金属和其他有机化合物,处理不当,对周围的环境和生态系统构成潜在威胁[1]。我国处理工艺主要分为生物法和物化法[2-3],本工程采用生物膜法与活性污泥法相结合的生物处理系统,去除难以降解的物质,使出水达到循环利用的要求。
2 工程概况
2.1 渗滤液来源设计进出水水质
溧水天山水泥有限公司利用水泥窑协同处置生活垃圾项目处理量为500 t/d,不断有浆料产出,厌氧单元按照360 t/d规模设计,后续水处理段(MBR+膜深度处理)按照平均145 t/d规模处理,考虑到夏季3个月垃圾含水率增加,因此后续段水处理(MBR+膜深度处理)最大处置能力为180 t/d。水质可生化性较低,设计进出水水质见表1。

表1 良浆进出水水质
2.2 处理工艺流程
本项目采用“CSTR厌氧+预处理(离心脱水+气浮+格栅)+MBR(两级A/O+外置管式超滤)+NF+RO+DTRO”的处理工艺。
工艺流程图见图1。含固率8%~10%的良浆先进入均质罐,均化水质水量之后,通过厌氧进水泵输送至CSTR厌氧系统。在厌氧微生物作用下,有机物经过甲烷菌的降解,产生沼气,沼气从罐体顶部排出进行收集,发酵后产水自流入沼液池。为保证厌氧系统反应温度,设置套管换热系统,将物料温度升至35±2℃,满足厌氧发酵对温度的要求。同时在发酵罐和换热器间设置浆液循环管路,并设置温度传感器,保证厌氧系统稳定运行。厌氧出水沼液进行固液分离。首先由污泥进料泵输送至离心脱水机,脱水滤液一部分经泵输送至前端制浆系统用作渣相冲洗水,另一部分先进入格栅机,去除碎屑等杂质,再进入一体化气浮装置,目的是去除厨余垃圾中含有的油分,为后续的生化及膜深度处理提供保障。气浮装置处理后的产水进入调节池,经过水量和水质的均化后由生化进水泵输送进入外置式两级硝化反硝化系统。

图1 浆液处理工艺流程
在两级硝化反硝化系统中,通过硝化液回流,在交替缺氧、好氧条件下,浆液中的剩余有机物、氨氮、硝态氮等得到降解去除。生化系统的泥水混合物通过超滤系统分离后,清液进入膜系统进行深度处理,浓缩污泥(硝化液)部分回流,部分排入生化污泥池。系统脱水后的干污泥含水率≤80%,沼液含固率低于0.5%,沼渣和干污泥输送系统合并输送。脱水沼液含固率小于0.5%,膜深度处理系统产水率大于80%。
经外置式膜生化反应器处理的超滤出水进入后续的深度处理系统,膜深度处理系统采用纳滤+反渗透工艺,纳滤系统主要将废水中有机物、SS、微生物等去除,降低色度。反渗透系统主要将NH3-N等进一步去除,即剩余有机污染物大部分被纳滤和反渗透膜拦截于浓缩液中,透过液排入清液池。纳滤及反渗透产生的浓缩液统一收集,经过DTRO浓液减量化系统进一步浓缩后统一收集至浓液池,最终浓液收集至浓液池,再由浓缩液回喷系统喷至水泥窑。NF+RO+浓缩液减量化系统产水率达到80%。出水中75%的清水回用至水泥工厂循环冷却系统补充水,约25%的浓缩液设计回喷水泥窑高温段(窑头罩)焚烧处置,产生的污泥经脱水后含水率降至80%跟可燃物一起送入水泥窑焚烧处置,无废水外排。
整套处理系统密封良好,臭气收集管道及风机设计完善,臭气正常情况下送接入垃圾处理系统除臭管道,且系统产生的沼气全部用于发电。整个系统在运行过程中由PLC系统在线控制,可以通过操作界面参数如膜通量、运行参数等数据来了解整个系统运行状态,自动化运行程度高。
2.3 常规指标检测
为分析本项目的运行情况,主要采用现场取样,对一段时间内的进出水水质进行分析,主要的检测进出水中SS、BOD5、COD、NH3-N 和 pH 值等指标。COD可以采用重铬酸钾滴定法,NH3-N采用纳氏试剂分光光度法、SS采用量重法、pH值采用便携式酸度计测定。为分析系统产沼气和产水率状况,采用流量计和沼气分析仪分析单位分解的挥发固体产甲烷量和厌氧消化罐出气甲烷含量,取样口为厌氧罐沼气管路;采用流量计在MBR系统和清水池出水测定膜深度处理系统产水率。采用重量法测定脱水沼液含固率,采用灼烧法测定挥发固体分解率。
3 主要构筑物及设计参数
3.1 厌氧系统
采用CSTR反应器,运行温度为35±2℃,COD容积负荷为3.7kg/(m3·d-1),水力停留时间25 d,有效容积为9000m3,反应器直径为26 m,高为17 m。
冷却系统冷却塔应设置浮球自动补水系统。沼气配置缓冲气囊(采用双模气柜,容积1 000 m3,能以恒压输出沼气)+沼气风机+阻回火器的方式,同时配置应急火炬。
3.2 MBR系统
生化系统池体上部为密封构筑物,内部设置检修吊装设施,并设置足够的检修空间;生化系统配套的泵、管道、仪表、风机等设备应布置在室内;超滤系统采用外置式管式超滤膜,为解决腐殖酸的过滤问题,超滤膜采用进口膜。硝化池设计自动消泡剂添加装置。MBR反应池采用两级A/O与外置管式超滤组合工艺,一级反硝化池尺寸为12.5 m×6.5 m×9.0 m,有效容积为650 m³,水力停留时间为3.4 d;二级反硝化池尺寸为5.5 m×5.0 m×9 m,有效容积为220 m³,水力停留时间为1.2 d;一级硝化池尺寸为12.5 m×12.0 m×9.0 m,有效容积为1 200 m,水力停留时间为6.4 d;二级硝化池尺寸为5.5 m×7.0 m×9 m,有效容积为220 m³,水力停留时间为1.7 d。曝气池内曝气方式为射流曝气,曝气量为40 m3/min,出水溶解氧(DO)浓度为2 mg/L。
3.3 辅助处理系统
浆液均质系统:储量≥400 m3,并有妥善的防积泥措施。
除臭系统:设计完善的臭气收集管道及风机,与除臭主管道接口前端需设置电动阀门,并与臭气入窑风机连锁,同时设置应急备用除臭(塔)系统,以备水泥窑停窑时应急使用。
浓缩液系统:尺寸为150 m3,所有浓缩液都送入水泥窑焚烧。
4 运行情况
该项目经过3个月调试运行后,系统出水水质达到《GB/T19923—2005城市污水再生利用工业用水水质》中敞开式循环冷却水系统补充水标准,且系统运行稳定,抗冲击能力强。根据7周采样结果表明,CSTR+MBR+双膜法处理工艺对水泥窑协同处理垃圾项目良浆中污染物去除效果好。
4.1 组合工艺对COD去除效率的影响
组合工艺对COD的去除效果如图2和表2所示,当进水COD浓度为5 300~7 300 mg/L时,CSTR厌氧系统出水浓度为5 444~10 391 mg/L,MBR单元出水浓度为400~800 mg/L,纳滤单元出水浓度为78~90 mg/L。总去除率达到99.99%以上。CSTR单元的微生物充分利用良浆中可生物降解有机物进行自身新陈代谢作用,可去除81.12%~91.61%的COD,这表明,厌氧过程可降解大部分的有机物,且降低了后处理单元的负荷。CSTR系统出水经过外置式MBR系统的好氧曝气和生物处理,可降解89.60%~94.78%的COD。超滤过程维持了系统中的污泥浓度,对有机物的去除起到了关键性作用。再经过纳滤单元的处理,残留的COD,COD出水浓度为81~90 mg/L,去除率为79.75%~89.63%。纳滤出水经过DTRO单元,出水浓度达到4.9~5.3 mg/L,总去除率达到99.99%以上。出水满足标准要求,且厌氧消化罐出气甲烷含量大于55%,挥发固体分解率大于70%,单位分解的挥发固体产甲烷量大于450 L/kg。

表2 COD浓度变化 mg/L

图2 组合工艺对COD的去除效果
4.2 组合工艺对NH3-N去除效率的影响
为研究系统工艺对的去除效果,在CSTR厌氧罐进出水处、MBR出水处、超滤出水处和排水口测定NH3-N浓度。处理效果如图3和表3所示。
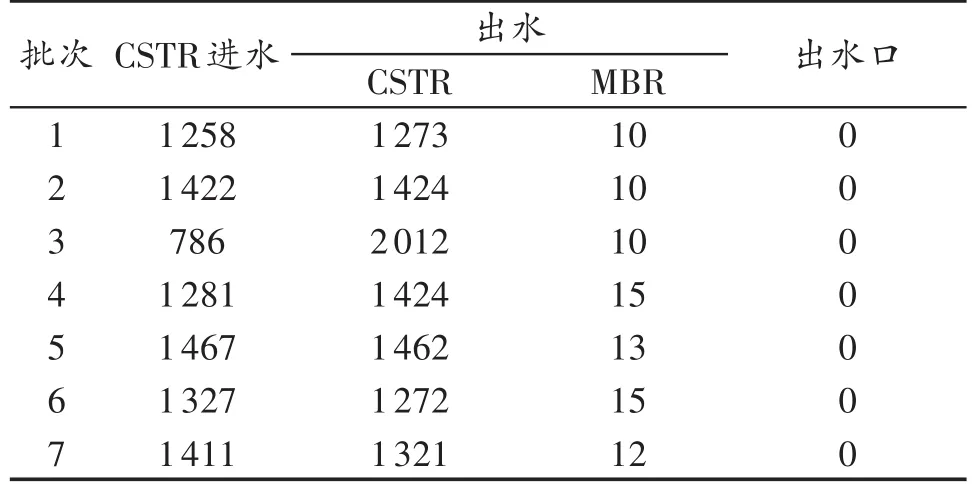
表3 NH3-N浓度变化 mg/L
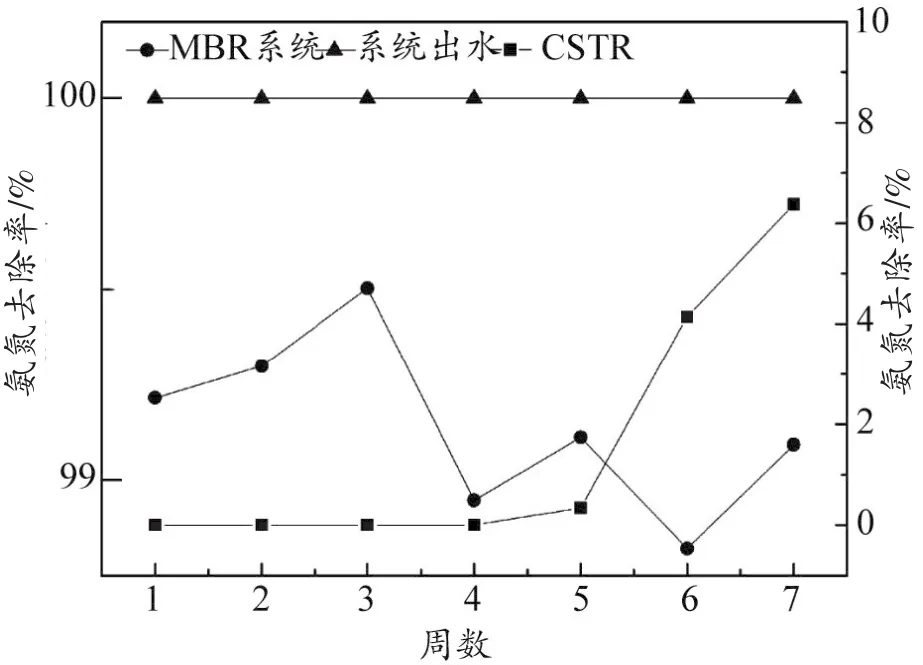
图3 组合工艺对NH3-N去除效果
CSTR进水氨氮浓度为786~1 467 mg/L,出水浓度为1 272~2 012 mg/L,对氨氮没有去除效果,可能是由于在厌氧条件下,原水中的有机氮水解生成NH3-N,形成了进水NH3-N比出水浓度高的局面。MBR系统出水浓度为10~15 mg/L,去除率达到了98.82%以上。最后通过深度处理,进一步去除污染物,NH3-N出水浓度达到0 mg/L,去除率达到100%。由此可见,NH3-N的去除主要是通过MBR系统。主要是由于膜组件将微生物截留在系统中,使得系统中微生物含量高,有利于硝化细菌的生长,硝化效率增加,从而实现NH3-N的高效去除。
5 小结
采用“CSTR+MBR+RO+DTRO”组合工艺处理垃圾渗滤液,能高效降解良浆中的NH3-N及可生物降解有机物,充分发挥了各工艺技术的优点。首先通过CSTR系统去除难生物降解物质,再通过后续的生物化学等过程使出水水质达标。运行结果表明,COD的去除主要通过厌氧反应罐和MBR系统,去除率分别可达80%以上,氨氮的去除主要通过MBR系统,去除率可达98%以上,经过深度处理,组合工艺对良浆中COD、NH3-N去除率分别达到99.99%和100%,且该系统能够稳定良好的运行。各项指标均满足《GB/T19923—2005城市污水再生利用工业用水水质》中敞开式循环冷却水系统补充水标准要求。工艺可以连续运行,投资及运行费用低,同时该工艺具有自动化程度高、占地面积小等优点,因此,该工艺具有良好的经济效益。
